

Какие электроды выбрать для сварки металлоконструкций
Как выбирать электрод для инвертора
При подборе подходящих электродов следует учитывать рабочие характеристики оборудования и особенности сортамента, из которого будет собираться сварная конструкция. Начинающий мастер может воспользоваться справочниками либо получить консультацию у опытных коллег. От правильности выбора зависит производительность сварочных работ, качество и долговечность швов.
По назначению
На начальном этапе следует уточнить характеристики инвертора, который может оснащаться выпрямителем для получения постоянного напряжения. Существуют электроды комбинированного типа, рассчитанные как на переменный, так и на постоянный ток. Производители указывают допустимую полярность подключения, имеются требования по минимальному напряжению холостого хода.
По материалу покрытия
Изделия с основным покрытием позволяют получить шов с высокой стойкостью к межкристаллитной коррозии, но электроды требовательны к квалификации сварщика и качеству подготовки заготовок. Для бытового использования больше подходит рутиловая обмазка, допускающая сварку ржавых или загрязненных деталей. Кислое покрытие подойдет для сварки конструкций из малоуглеродистых сталей, но при многослойном соединении возможно насыщение металла шлаком. При сгорании кислой обмазки выделяется ядовитый дым, поэтому требуется организация принудительной вентиляции.

Рутиловая обмазка допускает сварку ржавых деталей.
По материалу деталей
При подборе следует учитывать химический состав материала свариваемых изделий:
- для соединения деталей из углеродистых и слаболегированных конструкционных сталей используют изделия с сердечником из металла со стандартным содержанием углерода;
- для сварки легированных необходимы специальные электроды (марка зависит от содержания присадок в металле и условий эксплуатации конструкции);
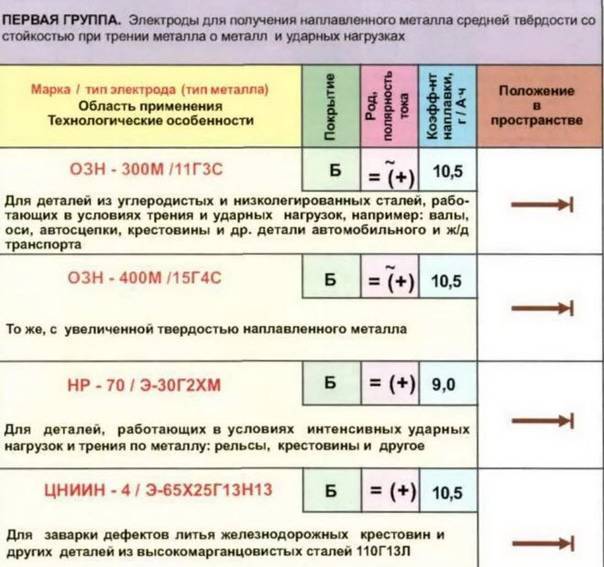
- для восстановления поверхности требуются изделия со стержнями из стали с повышенным содержанием легирующих элементов;
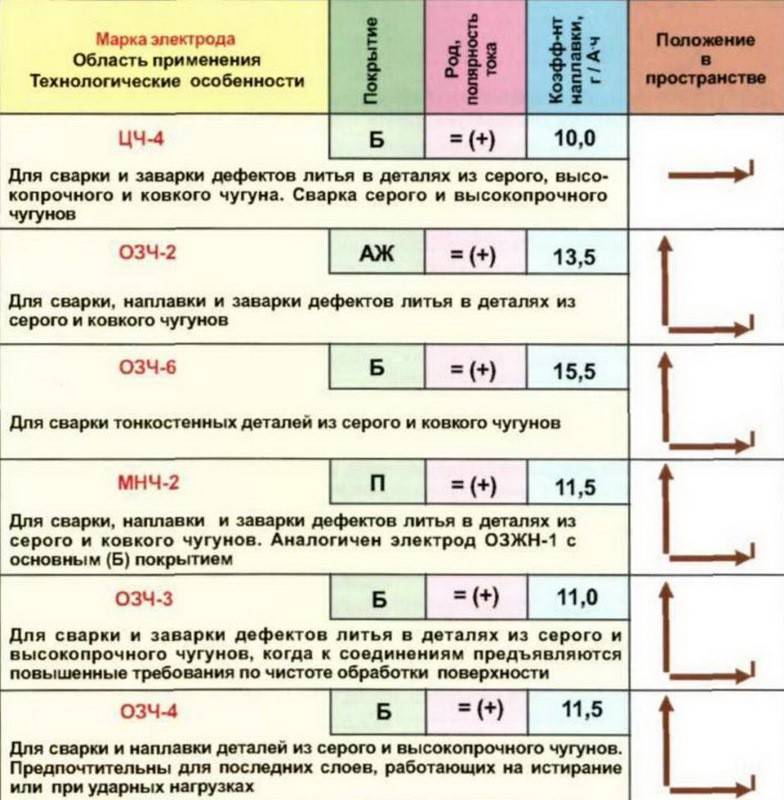
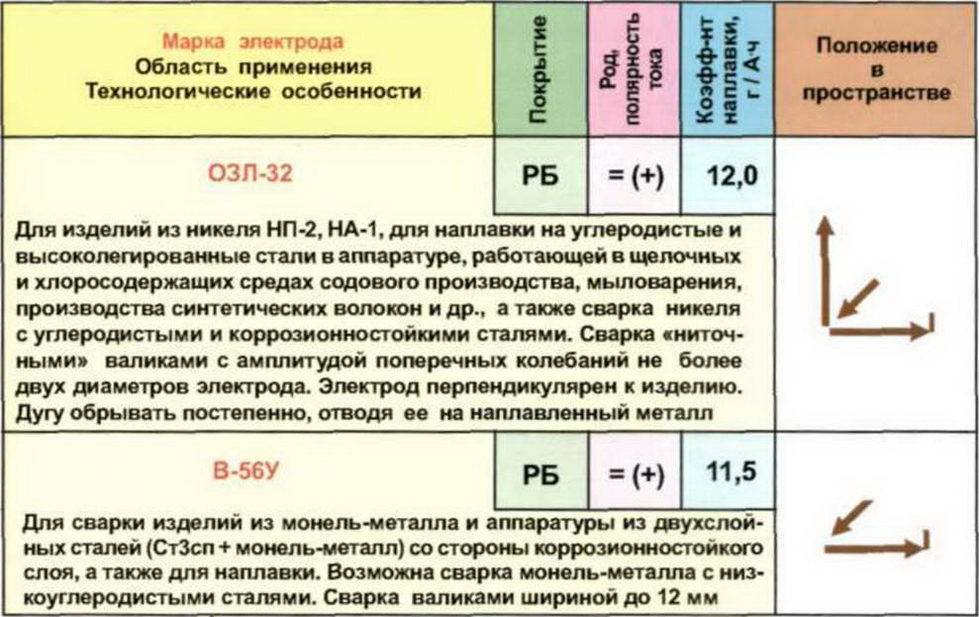
- для сварки чугунных корпусов используют специальные электроды (например, ОЗЧ–2).
Другие критерии
При выборе необходимо учитывать цену продукции, которая зависит от изготовителя или веса упаковки. Не следует приобретать электроды с большим запасом, поскольку покрытие быстро насыщается водой и теряет эффективность. Некоторые производители рекомендуют перед использованием проводить прокалку стержней вне зависимости от условий хранения. Также следует учитывать допустимые положения электрода при проведении сварочных работ.
При подборе по толщине листа следует учитывать:
- для деталей толщиной до 2 мм подойдет продукция диаметром не более 3 мм;
- при росте параметра до 3 мм потребуется изделие с сечением до 3 мм;
- для толстостенных заготовок, имеющих толщину до 10–12 мм понадобится электрод диаметром 5 мм.
При выборе электродов учитывают вес упаковки.
Рутиловые электроды: что это такое и для чего они нужны
Все электроды изготавливаются по одинаковому принципу: на металлический стержень из специального сплава наносится особое покрытие. Как правило, от типа покрытия зависит то, где будут использоваться электроды данного типа.
Электроды с рутиловым покрытием предназначены для ручной дуговой сварки. Покрытие изготавливается преимущественно из двуокиси титана. Это позволяет добиться высокого качества сварочного шва, а также благоприятно влияет на весь процесс сварки.СПРАВКА: Этот тип покрытия — один из самых безопасных, так как не выделяет вредных веществ при горении, которые может вдыхать сварщик.
Самые ходовые электроды для сварки, чем лучше всего варить
Итак, с оборудованием для сварки определились, теперь настал черед поговорить о том, какими же электродами лучше всего варить. Сразу же нужно сказать о том, что все электроды можно разделить на электроды для сварки стали, чугуна, для наплавки, сварки цветных металлов.

Рассмотрим, какие же электроды являются самыми ходовыми среди сварщиков:
- УОНИ — такие электроды предназначены для сварки ответственных конструкций. Эти электроды с основным покрытием чаще всего выбирают опытные сварщики. Электроды УОНИ-13/55 позволяют получить качественный сварной шов в независимости от условий сварки, даже при пониженной температуре;
- МР-3С — электроды для сварки переменным током на обратной полярности. Выделяются синим цветом и так же как электроды УОНИ обеспечивают получение качественного сварного соединения;
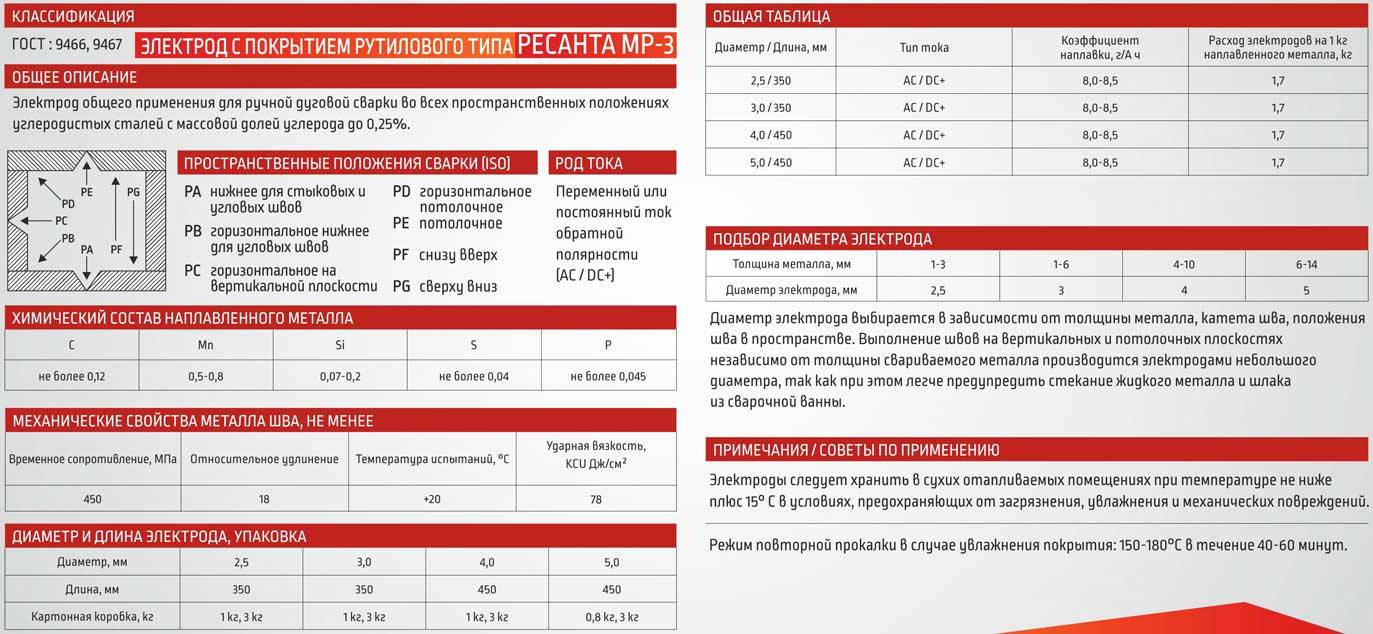
- МР-3 — рутиловые электроды. Могут применяться для сварки даже ржавого металла, поскольку совсем не требовательные к подготовке свариваемых поверхностей. Электроды с рутиловым покрытием имеют лёгкий розжиг, что делает их идеальным вариантом для обучения.

- АНО-36 — не менее ходовые электроды с рутил-целлюлозным покрытием. Особенность данных электродов заключается в том, что в отличие от других электродов они не требуют прокалки перед сваркой;
- ОЗС-12 — наиболее популярные электроды для домашней сварки. Именно данные электроды чаще всего и берут для работы в быту, за их уникальную возможность стабильно гореть даже при низких токах.

Следует знать, что электроды выбираются не только исходя от толщины свариваемого металла
Важной особенностью является тип металла. То есть, нужно знать, какая перед вами сталь, низколегированная или нержавеющая
Для сварки чугуна и алюминия, также существуют свои определенные марки электродов.
Вопрос-ответ
Из чего состоит сварочный электрод?
Центральный стержень изготавливается из сварочной проволоки, которую покрывают обмазкой. В её состав входят стабилизирующие, легирующие, газообразующие и шлакообразующие добавки. Связующее для компонентов обмазки – жидкое стекло.
Как сушить сварочные электроды?
Снижение уровня влаги в обмазке поможет уменьшить вероятность залипания, улучшит первый и повторный поджиг. Для сушки можно использовать газовую или электрическую духовку. Температура для прокаливания выбирается с учётом рекомендаций производителя, лежит в пределах 150-250 градусов. Время сушки – 1,5-2,5 часа.
3ачем нужна обмазка на сварочном электроде?
Покрытие сварочной проволоки создаёт среду, которая позволяет получать расплавленное железо с заданными свойствами. Обмазка обеспечивает стабильное горение дуги, что упрощает работу.

Лучшие аппараты для точечной сварки
ВыборЭксперта.ру рекомендует
На рынке широкий выбор продукции для плавления разных металлов. Какие электроды выбрать для сварки инвертором новичку, а что больше подойдёт для сложных конструкций из нержавеющей стали? Команда VyborExperta.ru рекомендует следующие модели:
- RSE ST 308L-16 – для работы с нержавейкой;
- Esab Уонии 13/55 – для конструкций из углеродистой стали;
- Kobelco LB-52U – для прокладки трубопроводов;
- PlasmaTec Арсенал МР-3 – выбор новичков;
- RSE S-46 – для тех, кто применяет метод прихвата.
Все представленные в обзоре марки заслуживают внимания, статус лучших получили расходники с безупречными сварочными характеристиками.
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
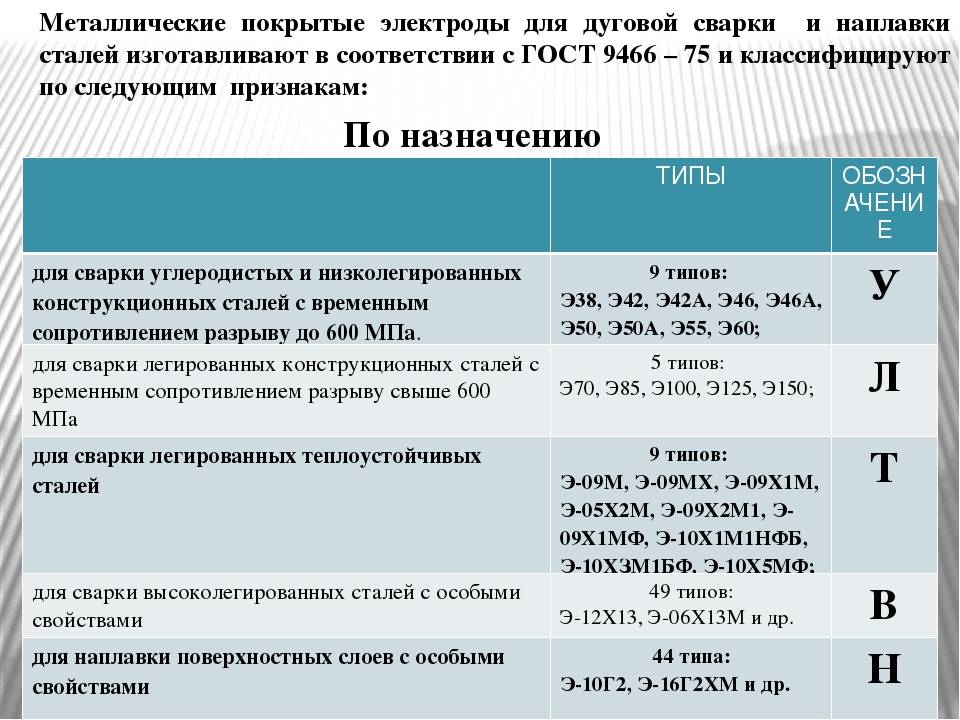
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
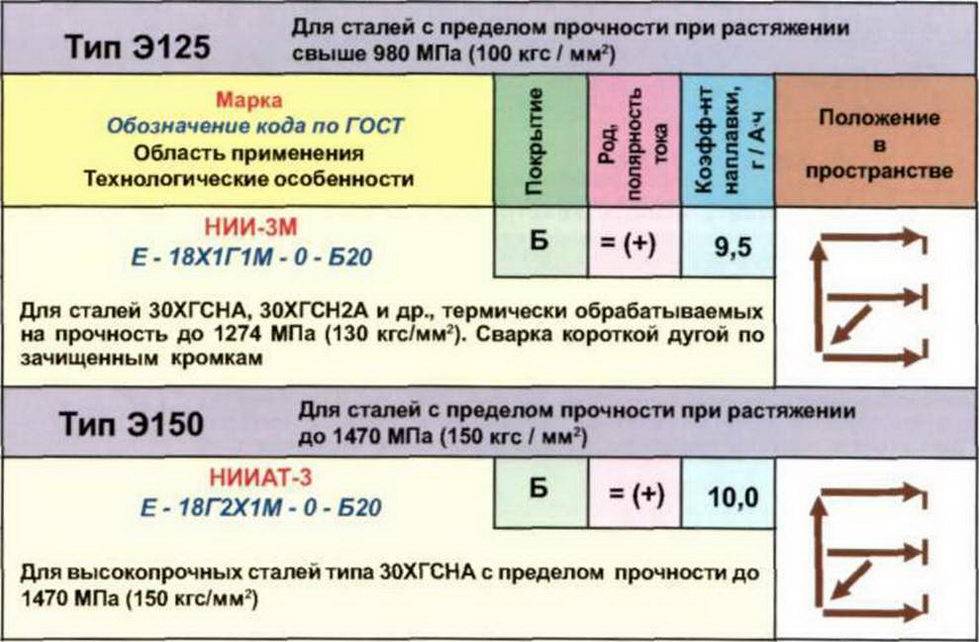
Л — электроды данной группы применяют для сварки легированных сталей, а также для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа. Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей. В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052). Н — электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды обладают высокой токсичностью из-за содержания оксида марганца, но, при этом, обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.). В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций, ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами с основным покрытием, получается сварной шов с высокой пластичностью. Данные электроды используют для сварки ответственных сварных конструкций.






Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3, МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший название этой группе электродов. Рутиловые электроды для ручной дуговой сварки менее вредные для здоровья, чем другие. При сварке металла такими электродами толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.). Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк, ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно использовать для выполнения сварки в любом положении. Преимущественно они используются при сварке металлов малой толщины. Недостатком их является пониженная пластичность сварного шва.
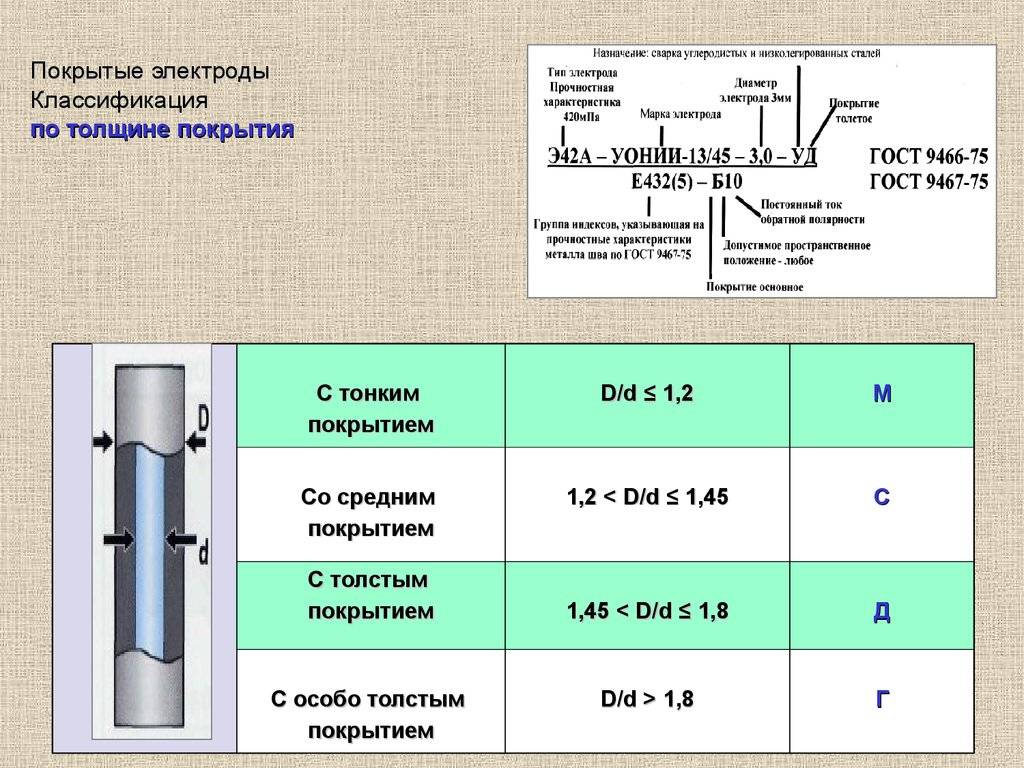
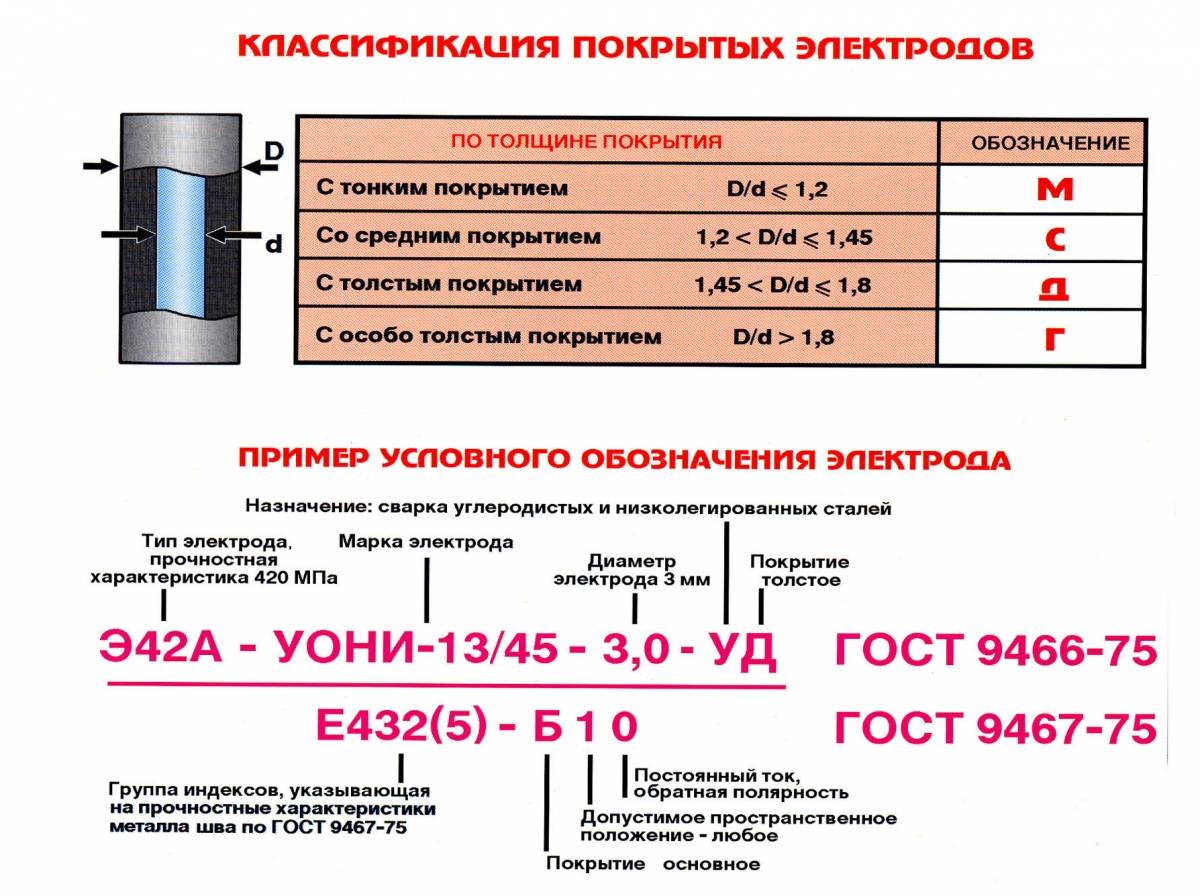
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2). С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45). Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8). Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше номер группы, тем лучше качество электрода и выше качество сварки.
Классификация электродов по пространственному положению при сварке
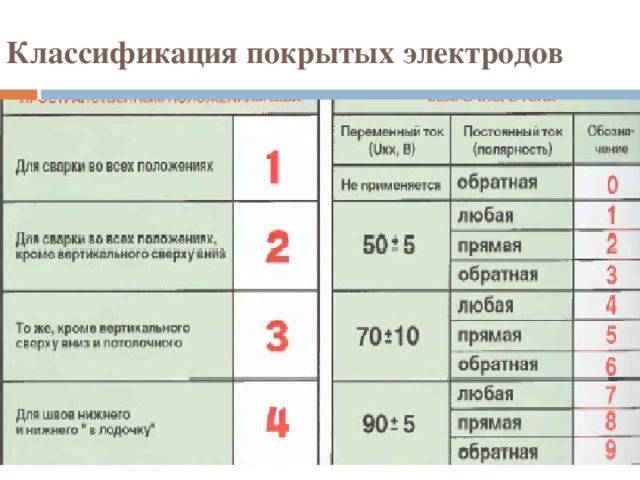
Различают 4 группы электродов, в зависимости от допускаемого пространственного расположения свариваемых деталей:
1 — допускается сварка в любом положении; 2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз; 3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных снизу вверх; 4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию электродов в зависимости от полярности сварочного тока, напряжения холостого хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды делятся на десять групп и обозначаются цифрами от 0 до 9.
Основные характеристики сварочных стержней
Подбирая электроды для сварки обращают внимание на следующие характеристики:
- Диаметр. Значение этого показателя связано с тем, какие детали или изделия необходимо соединить сварным методов, каков их размер, толщина. Также это определяется особенностями сварочного аппарата. Самый распространенный показатель диаметра – 3 мм.
- Марка электрода. Определяется свойствами материалов, использованных при изготовлении стержней.
- Покрытие. Предохраняет стержень от процессов коррозии. Другая задача – создание защитного облака газов вокруг места сварки для предотвращения окисления и шлакообразования.
- Условия хранения. Покрытия способны впитывать влагу, она отрицательно сказывается на качестве шва, розжиге дуги.
- Бренд производителя.
Разновидности стержней, так же, как требования к ним описываются в нормативных документах ГОСТ.
Как пользоваться электродами при сварке
Общий алгоритм действий при работе с электродуговым сварочным оборудованием в бытовых условиях:
- Перед началом процесса следует подготовить рабочее пространство, надеть защитную одежду. Рядом с местом сварки не должны находиться легковоспламеняющиеся материалы или жидкости, помещение должно проветриваться естественным или принудительным путем.
- Осмотреть заготовки, очистить соединяемые поверхности от ржавчины или следов нефтепродуктов. Хорошие электроды позволяют варить металлические изделия без удаления грязи, но примеси могут оказать негативное влияние на прочность и внешний облик шва.
- Установить электрод в зажим рукоятки, выставить рабочие параметры при помощи регуляторов на корпусе аппарата. Поскольку правильно выбрать ток новичку затруднительно, то следует учесть рекомендации, указанные на заводской упаковке. Параметры питания зависят от диаметра стержня, ориентации шва либо толщины соединяемых деталей.
- Уложить заготовки на стол, зафиксировать струбцинами, а затем прихватить поверхности короткими швами или точками (для крупных либо мелких элементов соответственно).
- Проверить взаимное положение деталей и приступить к сварке, обеспечивая наклон электрода и совершая движения наконечником для равномерного заполнения стыка металлом.
- После кристаллизации расплава удалить окалину или брызги, используя молоток.
Варианты положения электрода при сварке Качество выполнения работ зависит от квалификации сварщика. Например, при постоянном изменении длины дуги возможно прожигание листов металла или формирование шва с грубой чешуйчатой структурой. При выборе электродов следует учитывать требования производителя к прокалке. Применение изделий без термической обработки приводит к насыщению расплава пузырьками газов. При неправильном угле сварки стык плохо заполняется металлом, а при неравномерном перемещении наконечника возможно появление разрывов или чрезмерное заполнение стыка расплавом.
Как выбрать электроды для сварки
Какие выбрать электроды по алюминию для инверторной сварки, а что лучше для работы с нержавейкой? От правильного ответа на этот вопрос зависит не только качество шва, но и надёжность, долговечность создаваемой металлоконструкции
При выборе стоит обратить внимание на маркировку, учесть толщину, состав обмазки и рекомендации пользователей
Электроды для нержавейки
Подбирать расходники стоит с учётом используемой технологии. Прочный шов при аргонной сварке можно сформировать с помощью вольфрамового электрода. При применении ММА рекомендуется устанавливать электроды с рутилово-кислым покрытием. Состав обмазки позволяет создать среду, которая обеспечивает формирование шва со свойствами, не уступающими по характеристикам нержавейки. Состав стержня и металла должен иметь аналогичные параметры.
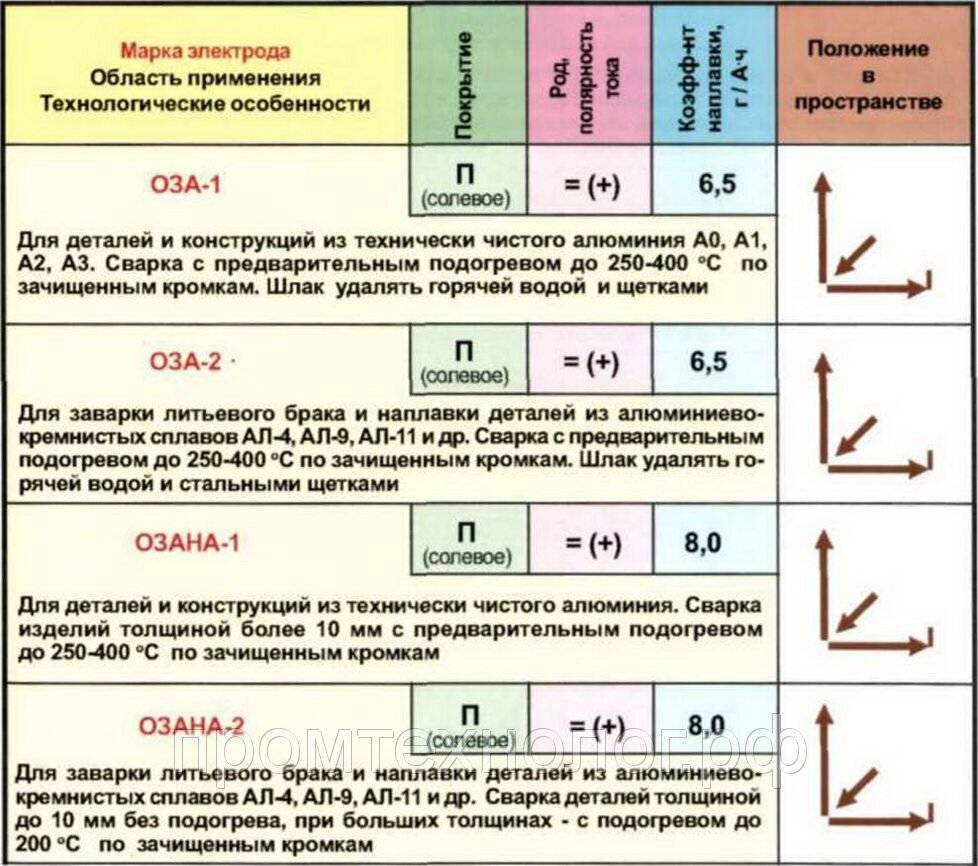
Электроды для алюминия
Металл отличается низкой температурой плавления, но на его поверхности формируется тугоплавкая оксидная плёнка. Для работы необходимо использовать электроды для сварки алюминия с обмазкой, которая содержит вещества, удаляющие слой с высокой температурой плавления. Это соединения фтора, хлора, которые образуют флюс, расплавляющий плёнку оксида алюминия. Сердечник должен иметь в составе легирующие компоненты – марганец, кремний, магний. Эти элементы улучшают качество шва, повышают его термостойкость.
Лучшие результаты достигаются, если варить алюминий в инертной атмосфере. Для аргонодуговой сварки применяют неплавящиеся изделия из вольфрама с добавкой иттрия или тория.
Электроды для чугуна
Для работы с хрупким металлом редко используют угольные, графитовые или вольфрамовые стержни по причине их высокой стоимости. Для выполнения задач лучше применять специальные электроды для сварки чугуна на основе меди, никеля или сплавов на основе этих двух металлов. Лучшие результаты у расходников с кислым покрытием, которые создают оптимальную атмосферу для создания прочного шва. Металл пористый, поэтому рекомендуется выбрать стержни с хорошей производительностью наплавки.
Электроды для труб, швеллеров и тонкого металла
При работе с трубами учитывается не только толщина стенок, но и особенности выполнения поставленных задач. Важную роль играет пространственное положение. Лучшие результаты дают расходники с рутиловым покрытием, которыми можно варить в любом положении. Плавление выполняется только снаружи. Получить в этих условиях аккуратный корневой вал без дефектов помогут LB электроды.
Швеллера применяют для усиления конструкций, которые находятся под высокой нагрузкой. Особенностью проката является повышенная толщина металла, которая у боковых кромок может достигать 13 мм при стенках 4,5 мм. Необходимо использовать расходники, которые справятся с толстой сталью и окисленными поверхностями, так как на балках часто есть слой ржавчины. Изделия должны работать в любом пространственном положении, так как часто возникает необходимость в вертикальных соединениях.
При плавлении тонкого металла важную роль приобретает диаметр электрода. Толстые стержни создают большое сопротивление и при маленьких токах. По этой причине стоит выбрать расходники 1,5-2 мм в диаметре.
Электроды для новичков
В процессе плавления не все марки изделий ведут себя одинаково. Разбрызгивание, плохая видимость ванны, задымление, нестабильная дуга могут стать причиной проблем для начинающих
Какие электроды лучше для сварки использовать новичкам? Стоит обратить внимание на то, какие марки формируют аккуратный стык, легко отлетающий шлак. Самыми простыми в работе являются рутиловые модели, в ассортименте которых легко выбрать марку с низкой ценой и высокими сварочными характеристиками
Популярные марки электродов
Диаметр электрода и сила тока – главные критерии, которые требуется настраивать в первую очередь. От них зависит правильный и качественный сварочный процесс. Особенно тяжело с подбором данных параметров новичкам, потому что они не знают правильно соотношение напряжения и размера диаметра стержней. По этой причине стоит предварительно изучить специальную литературу, таблицы с указанием настроек режимов сварки.




Но все же нужно знать не только, как выбрать силу тока при сварке инвертором, но и марки стержней для работ с применением переменного и постоянного напряжения.
По этой причине стоит рассмотреть популярные марки стержней:
- Электроды МР-3С. Данные стержни считаются востребованными расходниками, они относятся к универсальным видам. Их можно использовать, когда применяется постоянный и переменный ток сварки. Преимущество расходников состоит в том, что при их использовании отмечается легкое воспламенение дуги при первом и при последующих розжигах. На поверхности имеется обмазка из рутила, она защищает соединения от окисления, от проникновения шлака.
- АНО-37. Электроды рекомендуется использовать при сваривании и ремонте изделий из углеродистых и низкоуглеродистых металлов. Обладают низкой чувствительностью к грязи и ржавчине. Расходники этой марки с легкостью перекрывают большие зазоры в металлических изделиях. В инструкции на упаковке имеется подробная инструкция, в ней указывается на каком токе нужно варить электродом 3 мм, 4 мм, 5 мм и с другими размерами диаметра. При их использовании отмечается легкое разжигание дуги. Соединение отлично образуется при небольших показателях напряжения сварки. Данные стержни могут применять новички, начинающие сварщики при помощи них смогут сделать качественные сварные соединения.
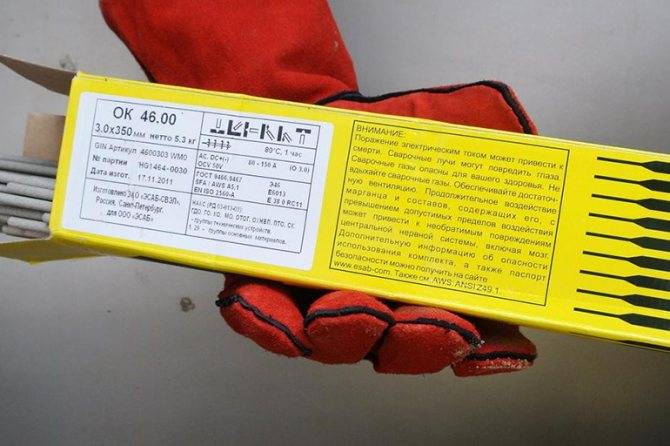
- ОК 46.00. Электроды этой марки рекомендуется применять при сваривании изделий из углеродистой стали. Их можно спокойно применять для плохочищенных изделий, они обладают легким поджигом. Их можно смело применять для заваривания широких зазоров. Стержни обладают низкой чувствительностью к поверхностям с загрязнениями, ржавчинной. Во время их применения разбрызгивание расплавленного металла небольшое. Подходят для проведения сварки в разных пространственных положениях.
- ОЗС-4. Стержни применяются при работе с изделиями из углеродистого металла. Перед проведением сварки поверхность изделий не обязательно очищать от загрязнений, ржавчины. Электроды подходят для сварки, даже если на заготовках присутствует влага. Обеспечивают легкое разжигание дуги и сохраняют ее равномерное горение на протяжении всего сварочного процесса. В инструкции к стержням указывается, какой должен быть ток для сварки электродом 3 мм, 4 мм, 5 мм и с другими диаметрами. Электроды позволяют осуществлять сварку на режимах, при помощи них можно с легкость сваривать изделия с большой и средней толщиной.
- LB-52U. Стержни обладают несколькими положительными качествами – имеют высокую степень производительности, снижают до минимума разбрызгивание расплавленного металла, наделены отличными механическими качествами, обеспечивают сохранение стабильной дуги при низком и высоком напряжении.
- АНО-4. Электроды применяются для сваривания изделий из углеродистого металла. При помощи стержней можно варить загрязненные, ржавые и даже влажные заготовки. Они обеспечивают легкое разжигание дуги, а затем они поддерживают ее стабильное горение. Но все же у них наблюдается небольшая склонность к появлению пор. Готовые соединения обладают высокой прочностью. Электроды обладают низкой чувствительностью к изменению длины дуги.
Практически ко всем электродам независимо от марки прилагается инструкция. В ней указывается, как выбрать ток для сварки инвертором и другими сварочными аппаратами для стержней в зависимости от диаметра. Но все же опытные сварщики полагаются и на другие факторы – вид металла, его толщина, размер будущего соединения и прочее.
Производители сварочных электродов
На российском рынке расходных материалов представлен широкий выбор электродов, выпускающихся отечественными производителями. Технологические мощности производств позволяет закрыть потребности физических лиц и предприятий различной сферы деятельности.
Российские изготовители электродов делятся на 3 категории:
- Крупные производства, которые снабжают материалами основную часть покупателей.
- Заводы класса «импорт».
- Предприятия малого бизнеса, изготавливающие продукцию для удовлетворения собственных потребностей.
Перечислим несколько производственных компаний, выпускающих электроды:
СВЭЛ – Алтайский завод сварочных электродов.
Современное предприятие, производящее широкий диапазон продукции с покрытием.
Белореченский электродный завод «Рамсес».
Сварочные материалы выпускают в соответствии с госстандартами, изделия сертифицированы.
«Электрод-Бор».
Изготавливает универсальные сварочные электроды.
Продукция российских производителей востребована в различных сферах деятельности, активно покупается не только в магазинах нашей страны, но и за рубежом.
Расшифровка сварочных электродов.
Подбор расходников
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
Неплавящиеся.
Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
Плавящиеся.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.

Пруток алюминиевый FoxWeld АL Мg 5 (ER-5356) 1.6 мм 5 кг
Источник yandex.ru
Электроды с рутиловым покрытием: плюсы и минусы
По сравнению с другими типами покрытий, рутиловое обладает рядом преимуществ:
- Стойкость шва. Сваренный металл не подвержен появлению холодных или горячих трещин.
- В противовес кислому покрытию, сварочная дуга рутилового горит при переменном токе так же интенсивно, как и при постоянном.
- Легко обрабатывать участки, где нужны короткие швы. Если основное покрытие требует непрерывного ведения шва, так как сварочную дугу сложно повторно разжигать, то с рутиловыми всё проще. Дуга легко зажигается, при этом с кончика стержня не нужно счищать нагар.
- Подготавливать рабочую поверхность не обязательно. Другие типы электродов чувствительны к окислениям и ржавчине, что приводит к непрочному шву. Рутиловые электроды позволяют сформировать стабильный и стойкий шов независимо от качества поверхности.
- После сварки шлак легко отделяется, а поверхность шва практически не нуждается в шлифовке.
Есть и недостатки:
- Подойдут не для всех конструкций. Небольшой диапазон металлов, с которыми можно использовать этот тип покрытия, накладывает определённые ограничения на их эксплуатацию. Для сварки высокоуглеродистой стали такие электроды нельзя использовать.
- Свойства резко ухудшаются при повышении напряжения тока. Поэтому придётся следить за соответствием номинальному показателю.
- Нужно проводить подготовительные работы — просушку и прокалку.
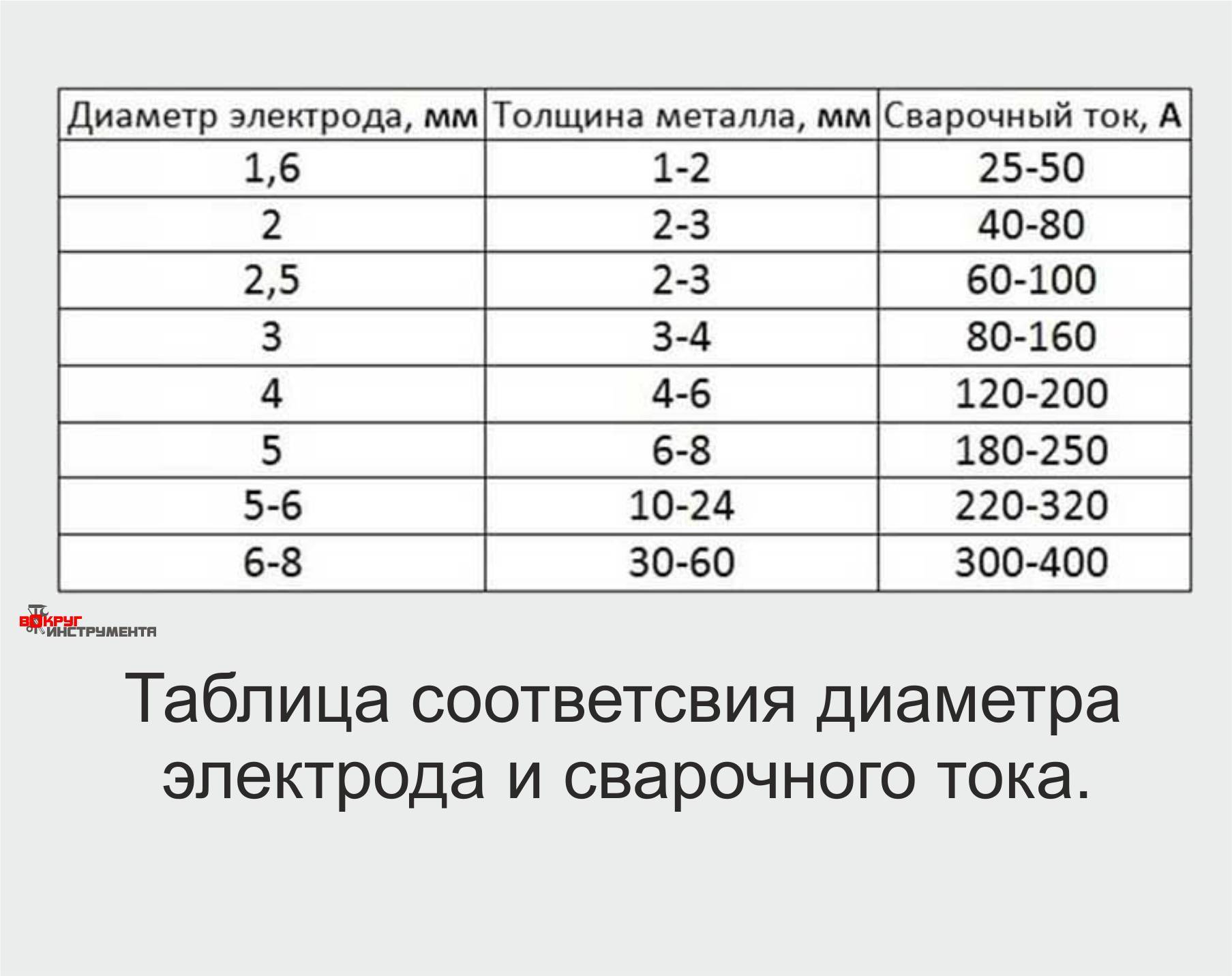
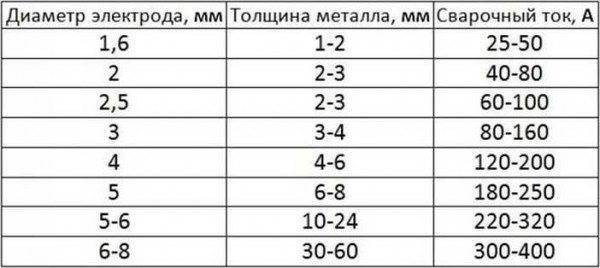
Подбор электродов в зависимости от толщины металла
Диаметр электрода, сварочный ток и толщина металла — главные критерии, которые требуется настроить перед сваркой. Они тесно связаны между собой, поэтому каждый параметр должен точно соответствовать.


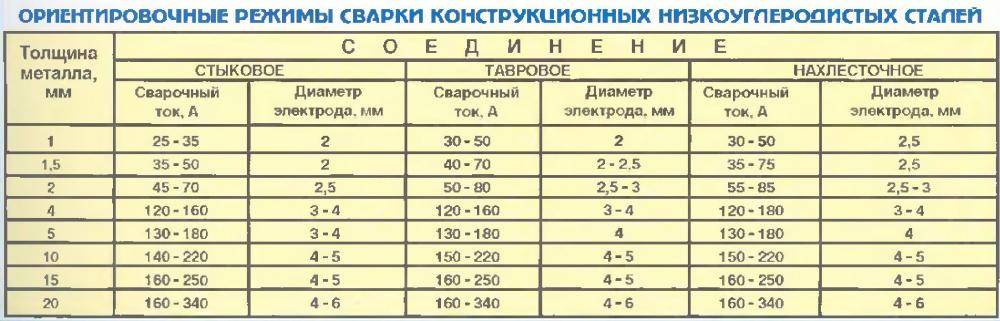





На заметку! Обычно профессионалы диаметр стержней подбирают под толщину металла свариваемых изделий. Чем толще будет сталь, тем больше должен быть диаметр электродов. А уже после производится выбор сварочного тока.
Итак, ниже имеются примерные параметры:
- если размер толщины изделий составляет 1,5-2,5 мм, то диаметр стержней должен быть 2-2,5 мм;
- при толщине стали 3 мм стоит применять расходники 2,5-3 мм;
- для 4-5 мм подойдут электроды 3-4 мм;
- при 6-10 мм — 4-5 мм.
Как указывалось выше, сварочный ток для электродов также настраивается в соответствии с диаметром стержней. Если будет превышение допустимых значений напряжения и диаметра расходников, то это может привести к образованию пор в структуре соединения. По этой причине обязательно нужно знать, какой должен быть показатель тока при сварке электродом 3мм, 4 мм, 5 мм.
Обратите внимание! Если толщина металлических заготовок составляет меньше 1,5 мм, то в этом случае стоит отказаться от применения ручной дуговой сварки
Заключение
Наше стремительное и яркое путешествие в необъятный мир сварочных электродов подходит к концу. Мы разобрали только самые крупные и значимые вопросы, без которых невозможно выбрать действительно качественный продукт. Чтобы раскрыть все тонкости и нюансы, не хватит и десятка статей, поскольку многообразие изделий растёт с каждым годом, а мастера своего дела открывают всё больше интересных подробностей в сфере сварки.
Может, именно вы обладаете редкой и ценной информацией по данной теме? Будем рады комментариям к нашей статье. В завершение, хотим пожелать вам удачной работы и потрясающих результатов!
 Без правильного подбора электродов вряд ли можно достичь успеха даже самому опытному профессионалу ФОТО: cbapka.by
Без правильного подбора электродов вряд ли можно достичь успеха даже самому опытному профессионалу ФОТО: cbapka.by
 Watch this video on YouTube
Watch this video on YouTube
Предыдущая СтроительствоОсобенности монтажа сэндвич-панелей: технология, виды, инструкции
Следующая СтроительствоКак правильно варить сваркой – советы бывалого мастера





