

Применяемое оборудование и оснастка
Чтобы выполнить упругий компонент, требуется специальное оборудование. Это навивочные станки. Сделать деталь можно и на самом обыкновенном токарном станке, но потребуется его дооборудование специализированной оснасткой. Средние и большие серии делают на полуавтоматических установках, работающих с очень маленьким вмешательством оператора. Сделать пружину из проволки можно и ручным способом. Еще для этого потребуется специализированная оснастка.
На другом шаге обработки механическим способом торцы зашлифовыются на торцешлифовочных станках. При единичном производстве или малых сериях это можно создать круге для шлифования.
Термическая обработка проходит с использованием оправок, предотвращающих деформацию изделия, в специальных печах для закалки и отпуска. Две операции можно создать и в многофункциональной печи.

Применяемое оборудование и оснастка
Для контроля качества применяются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно создать и многофункциональным инструментом.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Как делают пружины растяжения и сжатия
Прежде чем давать ответ на вопрос, как делают пружины растяжения или сжатия, необходимо прояснить их назначение, характеристики и их зависимость от геометрических размеров, свойств материалов и других влияющих факторов.
Определение
Пружина – это свёрнутая в спираль металлическая проволока. Её назначение – восстановление своих первоначальных размеров после деформации, вызванной растяжением или сжатием, а также упругое сопротивление такой деформации.
Геометрические особенности
В зависимости от назначения витки могут прилегать один к другому или иметь между собой некоторое расстояние. Также они бывают постоянного (цилиндрические) или переменного (конические) диаметров.
Крайние витки у пружин растяжения, как правило, отгибаются перпендикулярно остальным, чтобы за них можно было зацепиться. У пружин сжатия в некоторых случаях их шлифуют для получения плоской опорной поверхности.
Требования к материалам. Механические характеристики и термообработка
Процесс растяжения или сжатия – это деформация. Чтобы она могла происходить многократно, возникающие при изменении размеров напряжения не должны превышать предел упругости, т. е. некую величину, после которой возможно полное восстановление размеров.
Механические характеристики металлов, из которых изготавливают пружины, зависят от термообработки. В частности, у большинства углеродистых и легированных сталей упругость повышается после закалки. Чтобы избежать хрупкости металла или сплава, повысить его выносливость – способность воспринимать многократные деформации – его дополнительно подвергают отпуску.
У других пружинных материалов, не являющихся сталями – например, сплава 36НХТЮ, бериллиевая бронза и др. – улучшение механических параметров происходит после старения (нагрева и выдержки при высокой температуре).
Один из центральных процессов изготовления – получение проволочной спирали. Он производится навивкой проволоки или прутка на оправку. Она может иметь цилиндрическую коническую или другую форму.
В зависимости от назначения изделия витки навиваются вплотную один к другому или с определённым шагом.
Плотная навивка обычно применяется для пружин растяжения, с шагом – для сжатия.
Холодный и горячий способы
Навивка пружинной проволоки на оправку может производиться с предварительным нагревом и без него.
При изготовлении изделий из тонкой проволоки нагрузка на оборудование невелика. Поэтому процесс можно вести холодным способом, без предварительного нагрева материала. Выбирая радиус оправки, следует учесть, что у до начала пластической деформации материалы сохраняют определённый запас упругости. После окончания навивки диаметр витков увеличивается.
Если проволока изготовлена из стали, обладающей в состоянии поставки высоким пределом текучести, перед началом процесса, её отжигают – нагревают и медленно охлаждают вместе с печью.
При изготовлении пружин и прутка большого диаметра (обычно более 16 мм) навивка ведётся горячим способом. Пруток нагревают до температуры, при которой текучесть снижается до минимума (около 600 С) и навивают на оправку, не охлаждая.
После окончания навивки у будущих пружин растяжения отгибают крайние витки, придают им требуемую форму. У пружин сжатия они могут шлифоваться, если последующая эксплуатация потребует плоских опорных поверхностей.
Термообработка после навивки
Как уже отмечалось ранее, механические свойства материалов пружин могут значительно меняться в зависимости от состояния материала.
Стальные – после завершения техпроцессов, связанных с пластической деформацией подвергают закалке и отпуску. Конкретный набор термических процессов определяется свойствами сталей и требованиями к готовым изделиям.
Пружины из других сплавов упрочняют другими способами, например, старением.
Нанесение покрытий
Поверхность готовой продукции для придания ей коррозионной стойкости подвергается химической обработке: оксидирование, анодирование, покрытие цинком и т.д.
Выбор конкретного вида обработки определяется материалом пружины и предполагаемыми условиями эксплуатации.
Производство пружин способом холодной навивки
Метод холодной навивки плоских или винтовых пружин является наиболее распространенным. Для этого обычно используются токарные станки или специальные пружинонавивочные станки с программным управлением. Возможна также ручная навивка, однако этот способ используется только тогда, когда надо изготовить детали поштучно или очень малыми сериями.
Процесс холодной навивки винтовых пружин на станках имеет определенные этапы:
- сначала проводится визуальный осмотр проволоки и ее рихтовка для выявления расслоений и иных дефектов;
- затем холодный пруток навивают на специальном стане, обрезают и обрабатывают торцы;
- в отдельных случаях проводятся процедуры закалки и отпуска готового изделия для снятия внутреннего напряжения металла;
- после на пружину может быть нанесено гальваническое покрытие в зависимости от предназначения изделия.
Как видно, некоторые этапы не являются обязательными, и их наличие во многом определяется технологическими параметрами будущей пружины.
У метода холодной навивки пружин есть ряд минусов:
- он подходит только для проволоки диаметром до 16мм;
- пропуск этапа отпуска изделия может отрицательно сказаться на качестве продукции;
- слишком твердые прутки могут ломаться при холодной навивке.
При этом данные недостатки компенсируются одним важным достоинством – сравнительной дешевизной метода и, как следствие, его распространенностью.
Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость. Смотреть галерею
Смотреть галерею
Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Технологический процесс изготовления пружин.
Пружины и рессоры обычно работают в условиях многократных повторных нагружений. Такие детали должны обладать высокими упругими свойствами и выдерживать при эксплуатации большое число повторных нагружений без поломок и без осадки. Последнее означает, что при снятии нагрузки пружина или рессора должна полностью восстанавливать свои первоначальные размеры и форму. Многочисленными исследованиями установлено, что на долговечность работы пружин и рессор большое влияние оказывает качество и чистота обработки поверхности. Риски, волосовины, царапины и другие дефекты поверхности недопустимы, поскольку они резко снижают работоспособность таких деталей. Пружины небольших размеров навиваются из твердой холоднотянутой проволоки диаметром до 6—8 мм. Проволока изготовляется из углеродистой стали и упрочняется путем особой термической обработки — патентирования. По существу это сочетание изотермической закалки с холодным волочением. После такой закалки проволока приобретает структуру сорбита и затем протягивается последовательно через несколько отверстий (фильер). Диаметр отверстия немного меньше диаметра проволоки, протягиваемой через него. В результате проволока постепенно утоняется до нужных размеров. Уменьшение диаметра проволоки происходит путем пластической деформации, которая сопровождается наклепом. Благодаря этому проволока приобретает высокие упругие и прочностные свойства.
После навивки пружин из такой проволоки термическая обработка нужна только для снятия напряжений, возникших при навивке. С этой целью проводится отпуск при 200—250 °С с выдержкой в течение 20 мин.
Для изготовления пружин небольших и средних размеров наряду с патентированной проволокой используется проволока, полученная методом деформационного упрочнения, который разработан на Горьковском автозаводе. Он заключается в том, что проволоку из сталей 45, 65Г и др. подвергают вначале нормализации, а затем холодному волочению. Из такой проволоки навивкой изготовляют пружины, а затем нагревают их до 280—300 °C и выдерживают в течение 20—40 мин. При этом происходит процесс, называемый деформационным старением, в результате которого получается необходимое упрочнение проволоки. Аналогичным образом можно изготовлять рессоры, производя вместо волочения холодную прокатку листов.
Пружины средних и больших размеров, а также рессоры изготовляют из легированных сталей 50Г, 60С2 и др. Углеродистые стали вследствие их низкой прокаливаемости не используются. Кремнистые стали имеют повышенную прокаливаемость, но склонны к обезуглероживанию. Марганцовистые стали обладают также повышенной прокаливаемостью, но в то же время склонны к трещинам при закалке.
Навивка пружин средних и больших размеров производится из прутков в горячем состоянии. После этого следует термическая обработка.
При этом рекомендуется руководствоваться следующими правилами:
1) нагрев пружин под закалку нужно проводить в горизонтальном положении либо подвешивать их на приспособлении типа елочки; в противном случае пружина под тяжестью собственной массы может дать осадку;
2) пружины растяжения, имеющие витки, прилегающие вплотную один к другому, нужно зажимать или обвязывать так, чтобы их не развело при нагреве;
3) длинные пружины малого диаметра во избежание коробления перед нагревом надо насаживать на оправку;
4) пружины в закалочную жидкость во избежание коробления нужно погружать в вертикальном положении;
5) независимо от марки стали закалку производить в масле;
6) для получения равномерных свойств отпуск пружин лучше проводить в селитряных ваннах, а если в камерных электропечах, то обязательно с вентиляторами;
7) проводить отпуск на твердость HRC 40—47.
Технологический процесс изготовления пружин больших размеров включает следующие операции: горячую навивку; разводку витков на заданный шаг; закалку; отпуск; шлифовку торцов; очистку. При механизированном производстве пружин можно совместить нагрев под навивку и закалку.









Основная трудность при изготовлении пружин — предупреждение коробления при закалке. С этой целью применяют оправки. При изготовлении пружин небольших размеров оправку применяют при отпуске. Если: такая пружина при закалке покоробилась, то при насаживании на оправку перед отпуском она выпрямляется, и в условиях нагрева при отпуске размеры ее фиксируются по оправке. Пружину больших размеров, покоробленную при закалке, трудно зафиксировать на оправке перед отпуском. В таких случаях следует производить закалку на оправке. Однако при этом конструкция оправки должна обеспечивать достаточно полный доступ закалочной жидкости к пружине.
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Стандартное создание пружины своими руками
Чтобы начать процесс собственноручно, в дополнение к уже перечисленным параметрам, следует уточнить марку стали, которая будет взята для работы.

Изготовление можно выполнить на оправке посредством шуруповерта. Дополнительно потребуются такие инструменты:
- источник нагрева;
- источник холода;
- кусачки;
- молоток;
- тиски;
- дополнительные детали.

Наиболее легкий вариант – ручным способом намотать проволоку на любой подходящий по размерам стержень
Очень важно следить, чтобы витки хорошо прилегали один к другому.. Изготовление пружины посредством шуруповерта можно изучить на видео
Изготовление пружины посредством шуруповерта можно изучить на видео.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).

На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).

На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
где:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Сварочная проволока
Сварочная проволока – альтернатива электродам для РДС для механизированной и автоматической сварки. В первом случае она подается на аппарат вручную, во втором – весь процесс полностью автоматизирован, сварщик только контролирует и корректирует его при необходимости. Детали варятся под флюсом или в защитных газах, что позволяет получить нужное качества шва. При этом ни проволока, ни прутки из нее не имеют покрытия, как у электродов.









Различают три основных вида этой группы метизов.
Полированная (светлая) сварочная проволока
Полированная проволока для сварки выпускается по ГОСТ 2246-70. В результате обработки имеет гладкую шлифованную поверхность, на которой содержание технологических смазок составляет тысячные доли процента. Оптимальный вариант для механизированной сварки в защитных газах низколегированных и углеродистых сталей. В ряду преимуществ:
- быстрая непрерывная подача;
- наилучший вариант, если сталь легирована молибденом;
- минимальное количество аэрозольных вредных выбросов при сварке.
Полированная проволока позволяет получить качественный сварной шов правильной геометрии. Широко используется в судостроении, мостостроении, машиностроении.
Омедненная проволока для сварки
Для производства омедненной сварочной проволоки применяются низколегированные (Св-08ГС-О, Св-08ГА-О, Св-08Г2С-О) и низкоуглеродистые (Св-08А-О, Св-08-О) стали. Изготавливается по ГОСТ 2246-70. Сварочные работы выполняются в защитной газовой среде – в углекислом газе или его смеси с аргоном.
Преимущества:
- мгновенный поджиг, поскольку медь – великолепный электропроводник;
- устойчивое горение дуги;
- экономно расходуется, благодаря минимальному разбрызгиванию;
- отличное качество шва.
В отличие от обычной и полированной, проволока с омеднением более стойка к коррозии, что выгодно отличает ее при длительном хранении. Назначение – монтаж трубопроводов, сварка изделий, работающих под давлением (резервуары и те же трубы), машиностроение, судостроение.
Порошковая сварочная проволока
Не имеет сплошного сечения, как другие сварочные проволоки, – сердечник наполнен смесью металлических порошков, шлако- и газообразующих компонентов. При сварке они создают защитную среду для сварочной ванны и обеспечивают легирование металла шва. Используется для соединения деталей из низкоуглеродистых и низколегированных сталей.
Подробнее о сварочной проволоке мы рассказывали ранее. Читать далее ->
В каталоге металлическая проволока представлена в широким ассортименте самостоятельно и в готовых изделиях:
- сетка рабица, сварная и тканая;
- стальные канаты и тросы;
- гвозди и дюбель-гвозди.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Источник
Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.

Витые пружины
Особенности конструкции
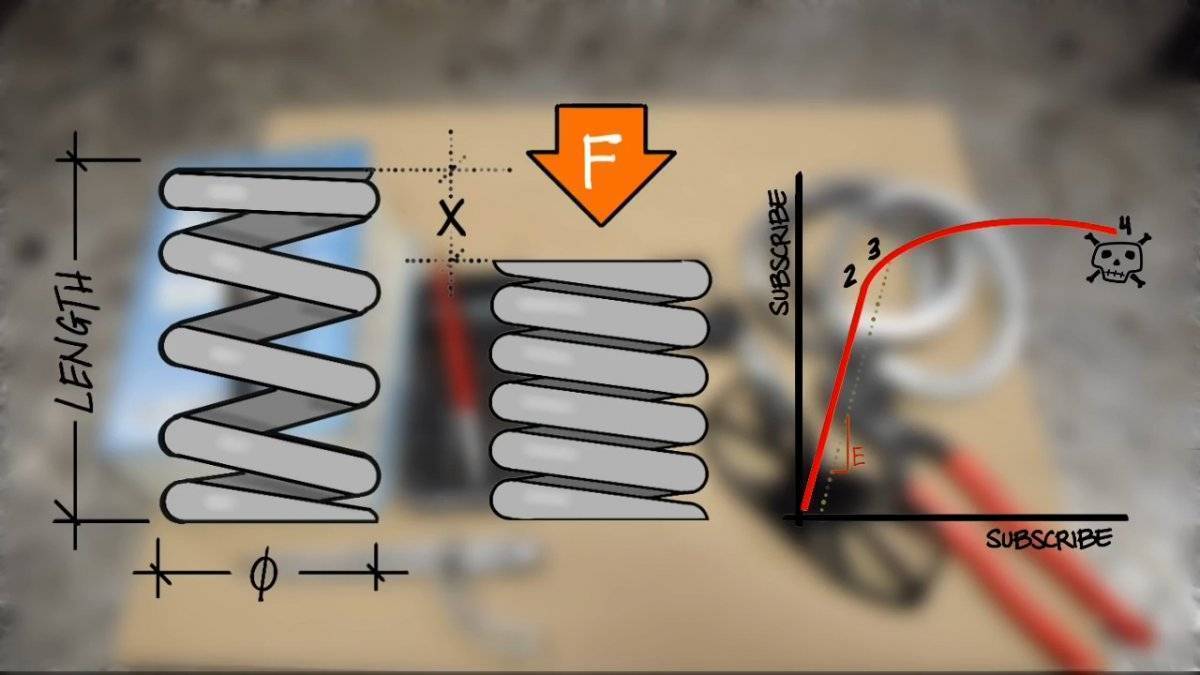
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.

Устройство пружины
Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.

Применение пружины в быту
Приспособление для навивки пружин на токарном станке
Качество и технологии
Рабочий инструмент и приспособления для навивки пружин
Для горячей навивки необходимы кузнечные клещи, молотки, гладкие цилиндрические оправки, клинья, нап
равляющие устройства и другие приспособления.
Клещи служат для удержания, поворота и установки нагретых заготовок пружин на гладкие оправки при навивке. На рис. 19, а показаны наиболее часто применяемые клещи. В зависимости от формы поперечного сечения заготовки клещи имеют соответствующую










форму губок, которыми они сжимают заготовку. Клещи должны соответствовать размерам сечения заготовки. Для удержания в губках клещей тяжелых заготовок применяют кольца или скобы, которые надевают на тот конец клещей, который держит рабочий.
Молотки (рис. 19, б) служат для установки и крепления заготовки клином на гладкой оправке. Молоток, имеющий массу 0,5—1,5 кг, насажен на ручку, изготовленную из прочного и вязкого дерева, например из березы или клена. Ручка молотка должна быть тщательно расклинена во избежание соскакивания с нее молотка при ударах.
Оправка необходима собственно для навивки пружины, а клин — для крепления заготовки на оправке.
Мелкие и средние пружины навивают в холодном состоянии. Пружины можно навивать вручную с применением несложных приспособлений, а также на токарных станках, оснащенных специальной оснасткой, и на холоднонавивочных пружинах автоматах.
Для изготовления небольших партий пружин применяют простейшие приспособления. Приспособление для навивки пружин, работающих на сжатие и растяжение (рис. 20), состоит из цилиндрической неподвижной оправки 4, установленной во втулке 5 и закрепленной стопорным винтом 3. Оправка имеет паз для крепления конца проволоки. Рукоятка / с втулкой устанавливается на оправку 4. Втулка имеет выступ с направляющей канавкой. Проволока 2 заправляется в паз и вращением ручки вокруг оправки осуществляется навивка пружины. Натяг пружины производится выступом втулки.
Оснастка, применяемая при навивке пружин на токарных станках, состоит из гладких оправок, приспособлений для направления и натяга проволоки на гладкие .оправки, вращающейся катушки. Гладкие оправки могут иметь цилиндрическую, коническую и бочкообразную форму. Материалом для оправок служит конструкционная углеродистая сталь. Форма гладких оправок зависит от формы пружин. Один из торцов гладких оправок имеет глухое центровое отверстие, которое служит для установки центра задней бабки. Конец проволоки крепится кулачком патрона передней бабки токарного станка. Для безопасной навивки пружины гладкая оправка поджимается центром задней бабки токарного станка.
Приспособление для направления и натяга проволоки при навивке пружин на токарных станках состоит из двух пар вращающихся роликов. Верхние ролики вращением винта могут перемещаться в вертикальном
направлении. Винт обеспечивает необходимое давление роликов на проволоку, увеличивая силы трения между ними. Приспособление обеспечивает постоянный натяг проволоки при навивке пружины.
Вращающаяся катушка представляет собой карусель (рис. 21). Катушка состоит из массивного основания с подшипником, в котором установлена вертикально стойка, свободно вращающаяся вокруг своей оси. На стойку надета катушка с мотком пружинной проволоки. Конец проволоки пропускают через установленную перед токарным станком стойку, которая при резке проволоки не позволяет ей спутаться на катушке.
Основным инструментом и оснасткой пружинонавивочных автоматов моделей ПН-1, А520, А521, А-522А, А524, А524А и другие являются: вращающиеся ролики правильного механизма для правки пружинной проволоки
входные, средние и выходные направляющие планки механизма подачи (см. рис. 39), навивочный палец (рис. 22), неподвижная оправка навивочного механизма (рис. 23), шаговая лапка с пальцем шагового механизма (см. рис. 45) и отрезной резец отрезного механизма (рис. 24).
Направляющие планки, неподвижная оправка, навивочный палец и отрезной резец обеспечивают надежную работу пружинонавивочного автомата, испытывают большие нагрузки при подаче и отрубке проволоки.
По вопросам размещения заказов на изготовление пружин обращаться:
голоса
Рейтинг статьи





