

Процесс закалки ножа в домашних условиях
Для проведения термообработки понадобятся:
- две емкости, в одной из которых вода, а в другой – масло;
- источник тепла;
- клещи или инструмент с аналогичными функциями;
- заготовка.
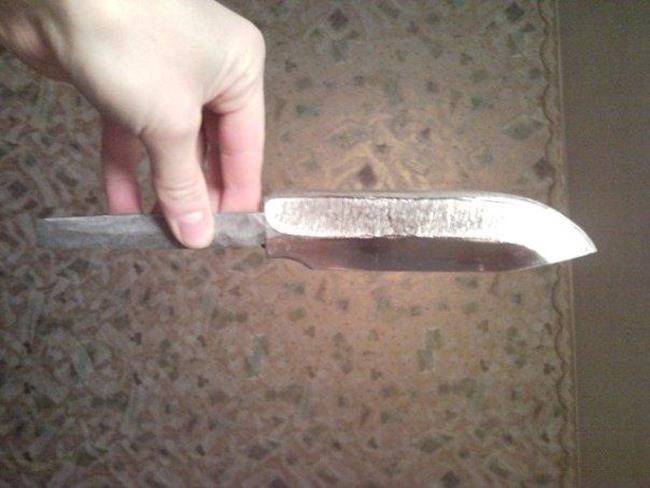
Нож можно закалить даже на обычном костре. Заготовку кладут на раскаленные угли, где она нагревается до нужной температуры
При этом необходимо обратить внимание на пламя. Белый цвет указывает на высокую температуру
В этом случае высок риск перегрева заготовки. Как показывает опыт, оптимальный цвет для выполнения обработки – малиновый. В процессе нагрева наблюдайте за лезвием: на его поверхности не должны появляться черные или синие пятна. Это свидетельствует о том, что процесс протекает с нарушениями технологии.
После того как нож приобретет равномерный темно-красный оттенок, его достают из огня с помощью клещей и опускают в масло. Это действие необходимо повторить 3–4 раза. Длительность первого погружения не должна превышать 3 секунд. По мере остывания лезвия интервал постепенно увеличивают. Данную процедуру следует выполнять четко и быстро, без лишних движений.
Последний этап – опускание заготовки в воду
Соблюдайте осторожность: при контакте с жидкостью частицы масла могут загореться или начать брызгаться
Выбор источника тепла
Речь идет о муфельной печи. Она позволит нагреть нож до необходимой температуры по заданному графику. Для сборки конструкции понадобится глина, обладающая огнеупорными свойствами. Из нее делают камеру нагрева и стенки печи. Приблизительные размеры приспособления:
- длина – 200–220 мм;
- ширина – 100–120 мм;
- высота – 70–80 мм;
- толщина стенок – 10 мм.
В первую очередь следует сделать каркас из картона с парафиновой пропиткой, которая предотвратит прилипание глины к стенкам. Печь и дверцу лепят отдельно. В процессе выполнения работ нужно учесть возможность усадки материала
Кроме того, важно, чтобы в стыках отсутствовали полости
Заготовки должны сохнуть в естественных условиях. Для удаления остатков влаги их прокаливают в печи при температуре 90–100 ºC. Окончательный обжиг выполняют при 900 ºC. Охлаждение должно протекать медленно. Для этого заготовки оставляют в печи до полного остывания.
Термоэлемент проще всего изготовить из нихромовой проволоки, сечением 0,75 мм и длиной 18 м. Обмотка должна быть ровной, без соприкосновений витков между собой.
В завершение рекомендуют выполнить в корпусе два отверстия. Первое необходимо для установки термопары, а второе – для визуального контроля над закалкой ножа.
Температура нагрева
Перегрев заготовки ведет к деформации изделия или появлению трещин. Для справки приведем рабочую температуру закалки отдельных сортов стали:
- низкоуглеродистая – 730–945 ºC;
- легированная – 850–1150 ºC;
- высокоуглеродистая – 678–851 ºC.
Охлаждение и графитовая закалка
Охлаждение заготовки – важный этап обработки. Особенности процедуры зависят от типа ножа. Например, низколегированную сталь охлаждают в воде. Для ножей из нержавейки используют минеральное масло со специальными присадками.
Процедура отпуска
После термической обработки в структуре ножа накапливаются внутренние напряжения. Они негативно влияют на эксплуатационные качества, снижая прочность, твердость и упругость. Для устранения внутренних напряжений выполняют отпуск металла. Эта процедура начинается с нагрева ножа до пластичности материала.
Основное отличие от закалки заключается в методе охлаждения. Процедура протекает в естественных условиях, без резких перепадов температуры.
Для достижения наилучших результатов рекомендуют выполнять отпуск в муфельной печи. В ней процедура охлаждения будет протекать плавно.
Для проверки качества обработки рекомендуем использовать обычный напильник. При недостаточной обработке изделие будет липнуть к нему, а кромка лезвия согнется. В этом случае можно попробовать спасти изделие путем повторного отжига и закалки.
Некоторые считают, что наилучший эффект достигается при использовании сургуча и скипидара.
А вы пробовали выполнять закалку ножа самостоятельно? Какой метод обработки вы считаете наилучшим? Напишите ваше мнение в блоке комментариев.
История ножа
Как самостоятельный вид сельскохозяйственного орудия мачете впервые начал использоваться при уборке сахарного тростника. С его помощью расчищали джунгли под новые плантации. Тяжелое широкое лезвие без труда перерубало заросли кустарников и помогало прокладывать дорогу. Длина клинка от 35 до 60 см и толщина 3-4 мм превратили его в грозное оружие, которое впоследствии стали использовать повстанцы и вооруженные силы разных стран.

Подобное оружие применялось не только в странах Южной Америки. В Непале воины народности Гуркха, начиная с 15-го века, пользуются кукри, аналогом ножа мачете. В зависимости от своего предназначения он имеет несколько разновидностей:








- Бадхум – боевой нож с очень толстым клинком – 0,8 см.
- Ханши – сельскохозяйственный инструмент, заменяющий Гуркхи серп.
- British army service – боевое оружие, используемое на вооружении британской армии.
Современный нож мачете значительно расширил свой функционал в сравнении с прототипом. Лезвия некоторых моделей дополнительно обзавелись пилой. Ножи, сделанные для туризма, получили полые рукоятки, в которых можно хранить набор для выживания: леску, рыболовные крючки, огниво. Для вооружения спецподразделений США выпускается складной нож мачете для безопасного десантирования.
Применение рессорной стали
65Г считается одной из самых дешевых пружинных сталей. При этом она обладает рядом уникальных свойств, делающих ее незаменимой для создания пружин. Рессорная сталь для ножа содержит хром, никель, марганец, кремний. Эти элементы придают свойства, за которые изготовителями выбирается именно этот материал:
- хорошая гибкость;
- высокая ударная вязкость;
- твёрдость;
- износостойкость;
Термообработка играет большую роль в улучшении качеств материала. Сталь становится прочнее, повышается ее твердость. К сожалению, она недостаточно устойчива к коррозии – имеет обыкновение ржаветь. Но достоинства перевешивают недостатки и ее часто используют как материал для клинка.
Такие ножи применяют в самых разных сферах. В первую очередь в качестве кухонных – крепкие, прочные, долговечные – что ещё нужно для ежедневной работы на кухне и, например, для разделки мяса? Те же соображения заставляли охотников, рыбаков и туристов стараться заполучить в свой арсенал эту качественную «самоделку». Поэтому многие мастера делали на продажу туристические и охотничьи ножи.
Благодаря хорошим характеристикам стали, эти ножи были популярны среди военных. Солдаты срочной службы, имевшие доступ к инструментам для металлообработки, в кустарных условиях изготавливали армейские ножи.Со временем, изготовители начали замахиваться на более серьёзные изделия: топоры, мечи, мачете, катаны. Из-за хорошей ударной вязкости рессорные стали прекрасно подходят для ковки. Ковкой можно изготовить клинок любой формы, даже самой причудливой.
Как выточить нож из рессоры своими руками
Резать или ковать – персональный выбор ножедела. Чтобы выгнуть заготовку нужна печь. Рессору лучше взять потоньше, иначе будет много возни с толщиной заготовки: устанешь её убирать и сотрёшь несколько кругов.
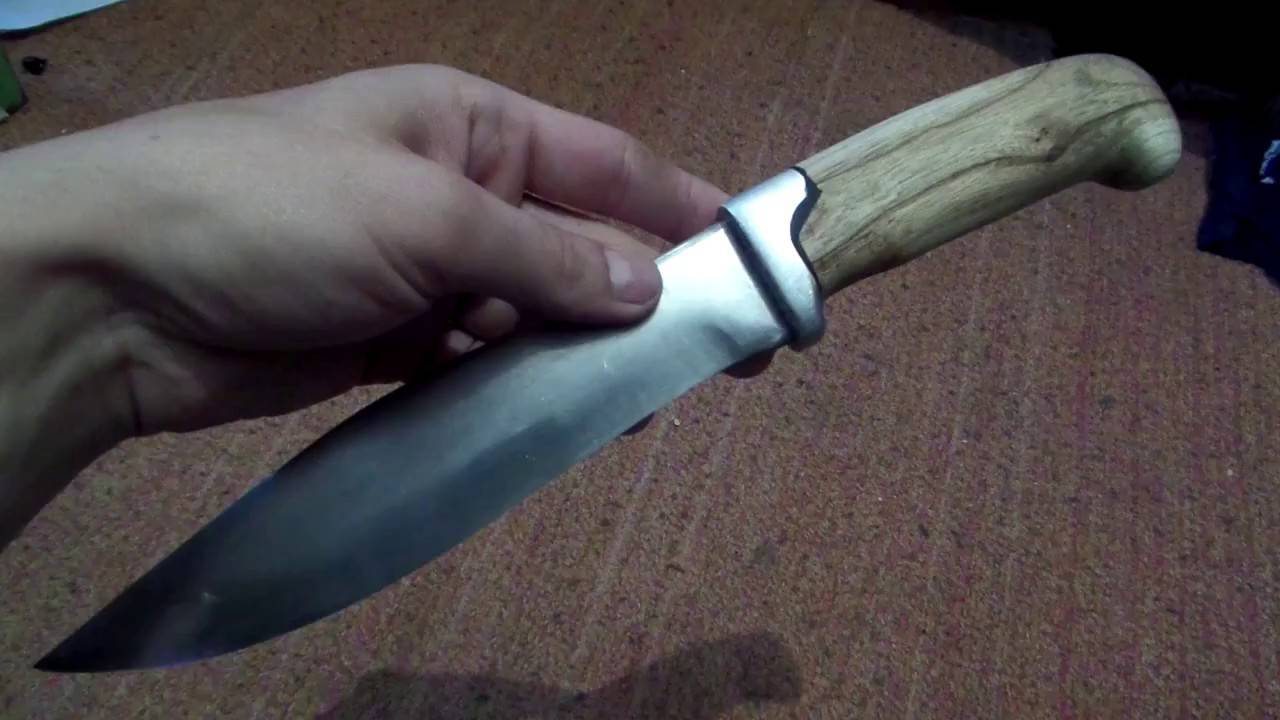
Выточенный нож из рессоры.
Требуемый инструмент немного отличается от ковочного варианта
- УШМ, шлифовальный станок, круги к ним с разным зерном;
- печь и заготовка рессоры;
- напильники, молоток, наковальня;
- маркер, бумага;
- наждачка с разным зерном.
Молотом работать не придётся, больше мороки с болгаркой и шлифстанком. Приступая к работе, защитите глаза и руки.
Процесс изготовления ножа из рессоры
Следуя инструкции, клинок выйдет не хуже кованного
Важно, не перегреть заготовку и точно провести закалку:
- Произведя процесс отжига, и выпрямив заготовку, необходимо изготовить шаблон будущего клинка. Фантазия ножедела и интернет позволят создать уникальный шаблон клинка.
- Эскиз выполнить необходимо с запасом в пару миллиметров, на случай перегрева металла. Обвести его маркером на заготовке и приступить к трудоёмкому процессу – вырезанию.
- Толстую рессору придётся снять до 3-4 мм, сделать это поможет УШМ или шлифстанок. Снарядив болгарку отрезным кругом, и закрепив заготовку в тиски, вырезаем по контуру будущий клинок. Следите за цветом металла, не допускайте его изменения. Меняет цвет – перегрев. Поливайте больше водой.
- По заключению процесса вырезания снять заусенцы помогут напильники. Разметьте симметрично спуски и на шлифмашине снимите их.
Получив изделие близкое к клинку, затачивать сразу не следует. Не забывайте обработать хвостовик. Нож почти готов, осталось несколько нюансов.
Закалка лезвия
Вариантов закалки достаточно. Работая со сталью 65Г и аналогами, профессионалы рекомендуют, производить её в масле. Но присутствует мнение, что предпочтительнее процесс провести на воздухе. Остановимся на масляном методе:
- Разогрев печь до 900 °С, ниже отметки ковки, аккуратно помещаем клинок и следим за нагревом.
- Достигнув оранжевого цвета детали, вынимаем клещами и на три секунды опускаем в масло.
- Вытаскиваем, ждём полного остывания.
- Опять помещаем в печь, нагреваем и в масло. Время выдержки увеличиваем на одну секунду.
Сделать процедуру необходимо три раза с постепенным увеличением времени окунания на одну секунду. Клинок приобретёт высокую твёрдость и не потеряет пластичных качеств.
Наш ресурс содержит более подробную процедуру закалки ножей в домашних условиях.
Важный момент – отпуск клинка. Производят отпуск при температуре от 200 до 300 °С. Процесс произвести реально в духовом шкафу газовой плиты. Нагрев заготовку до необходимой отметки, следует оставить её на 2-3 часа, не уменьшая показатели термометра.
Изготовление рукоятки
Существует два основных типа рукояти: накладная и всадная. Для клинков с высокой твёрдостью применяют первый вариант.
Чертеж элементов рукоятки ножа.
Способ несложный, потребуется:
- брусок древесины;
- дрель, свёрла;
- эпоксидный клей, штифты;
- наждачку;
- шлифовальный станок.
Древесину дозволительно заменить на: пластик, оргстекло и т.д. Материал подойдёт для применения различный. Вырезав подходящие по размеру накладки, насверливаем отверстия в хвостовике. В заготовках рукояти аналогично.
Доведя накладки наждачной бумагой до идеальной плоскости, приклеиваем их к хвостовику и вставляем штифты – их можно заклепать. Струбцинами закрепляем конструкцию, оставляем на 24 часа высыхать. На шлифовальном станке доводим рукоять до необходимых размеров.
Дерево обязательно требуется пропитать маслами или средствами против старения древесины. На нашем ресурсе имеется подробная статья о монтаже рукояти.










Заточка ножа
Твёрдость получившегося ножа составит 60-62 единицы по шкале Роквелла. Убедившись в симметричности спусков, можно приниматься за заточку. Процесс начинается с грубого точильного бруска с крупным зерном. Профессионалы советуют использовать алмазные камни для заточки ножей.
Заточка ножа бруском.
Движения осуществляются вдоль бруска до появления заусенца. Переходим к камню с зерном чуть меньше, двигая клинок поступательно. Процесс не требует быстрых и резких движений. Проводя заточку необходимо держать постоянный угол. Зависит он от будущего применения ножа. Оптимальным углом называют вариант в 20-25 град.
Для снятия заусенца необходимо работать на самом мелком зерне. Не забываем смачивать водой брусок. Заточка ножа потребует немалых усилий. Рессорно-пружинная сталь, после закалки, очень твёрдая.
Учитывая условия эксплуатации, наточив лезвие единожды – клинок затупится нескоро. Правильно заточенное изделие, способно резать жестяные листы без потери своих качеств.
Ковка ножа из рессоры проходит в несколько этапов
Этап 1. В первую очередь нужно собрать все материалы для работы, чтобы они были наготове. У автора исходным материалом послужил лист рессоры от старой машины.
Поскольку рессора выполнена в изогнутой форме, то ее необходимо выгнуть. Это делается так: металл нагревается, после чего постепенно остывает. Для нагрева подойдет горелка, также можно просто положить лист рессоры в хорошо разожженный костер.После того, как заготовка остынет, нужно взять молоток и наковальню, и обработать рессору так, чтобы она стала прямой пластиной. После отпуска металл стал более мягок, он будет легко поддаваться резке, сверлению, и т. д.
Этап 2.Сначала нужно изготовить шаблон ножа. Автор использовал готовый шаблон из интернета. Если есть желание – его можно улучшить. После распечатки шаблона бумагу нужно наклеить на картон и ножницами вырезать шаблон. Подержав его в руках, мы можем прикинуть, как будет выглядеть нож из рессоры.После этого нужно приложить шаблон к металлу и обвести маркером.
Этап 3.Сейчас мы приступаем к самому тяжелому этапу работы – нам нужно вырезать профиль ножа. Это делается с помощью болгарки – орудуя этим инструментом, не рекомендуется перегревать металл. Если в месте резки сталь начинает менять цвет – это значит, что он перегревается. В таком случае металл нужно полить водой. В тех местах, где нельзя вырезать, металл можно просверлить рядом отверстий и потом эту часть обломать.
Этап 4.Это заключительный этап формировки основного профиля лезвия. Для такой работы очень удобен и прост ленточный шлифовальный станок. Умельцы с большим опытом могут использовать болгарку. Наружную плоскость ножа следует отшлифовать, чтобы она блестела. Для прижатия заготовки к шлифовальной ленте автор воспользовался бруском. Здесь также нужно следить, чтобы металл не перегревался.
Другой ответственный момент шлифовки заключается в изготовлении на ноже скосов.
Этап 5.Чтобы надежно закрепить накладки на рукоятке, в данном ноже используется 4 штифта. Для них нужно просверлить отверстия. Для подбора диаметра ориентируемся на имеющиеся штифты, которыми традиционно служат стержни из латуни. Для этого случая подойдут и обычный стальные гвозди.
Этап 6.После закалки клинок приобретает твердость и долго не тупится. Чтобы закалить лезвие, нужно взять масло – подойдет моторное или растительное, печка или хороший костер. Металл необходимо нагреть до такого состояния, при котором к нему не будет притягиваться постоянный магнит. Как отмечает автор, во время нагрева металл отличается тусклым красным цветом. После этого нужно опустить заготовку в масло. Следует быть осторожными, поскольку масло часто воспламеняется с дымом и брызгами, летящими в разные стороны. Емкость для закалки нужно брать металлическую.
Случается, что во время закалки металл начинает деформироваться. Такую ситуацию можно исправить. Для решения проблемы нужно нагреть заготовку, выровнять, и затем опять попробовать закалить.
Этап 7.Для изготовления накладок на рукоятку, берем две дощечки небольшой толщины. Вырезаем их до требуемого размера и сверлим в них отверстия для штифтов.
Теперь склеиваем заготовки при помощи эпоксидного клея, нанеся по хорошему слою на обе накладки. Затем нужно вставить штифты и хорошо зажать ручку струбциной. Оставляем в таком виде на 24 часа, чтобы клей полностью высох. Сразу для удаления остатков клея берем тряпочку или туалетную бумагу.
После того, как клей высохнет, нож нужно достать и окончательно сформировать форму рукояти. Для этих работ используем ленточный шлифовальный станок.
На завершающем этапе нож полируем, если нужно – делаем поверхность клинка зеркальной. Можно отполировать и рукоятку, так она станет гладкой.Деревянные накладки в обязательном порядке пропитываем льняным маслом или другими пропитками. Иногда для этого нагревают пчелиный воск и смешивают его со льняным маслом.
В конце работы наш нож нож из рессоры своими руками следует хорошо наточить. Самым доступным вариантом является мелкозернистая наждачная бумага.
Особенности
Чтобы уяснить, как из рессоры сделать нож, обязательно нужно изучить особенности материала. Сталь имеет повышенную износостойкость, хорошие показатели пластичности, вязкости, стойкости к ударным нагрузкам. Перечисленные характеристики необходимы таким ножам, как охотничьи, туристические, армейские, кухонные и мачете.
Популярность изделий из рессоры также связана с доступностью материала – его можно найти практически в любом гараже. Для обработки понадобится минимум инструментов. Чаще всего клинки изготавливаются из стали 65Г, реже встречаются варианты из 50ХГСА и 50ХГА – разница между тремя вариантами будет незаметна и никак не отразится на свойствах изделия.


Формирование режущей кромки
Перед тем как приступить к формированию режущей кромки, необходимо провести подготовительную работу. Она заключается в нанесении разметки на кромке заготовки. Разметка размещена ровно по центру и служит ориентиром для изготовления симметричного спуска. Для этого маркером закрашивается кромка, которая будет режущей и, используя сверло, равное по толщине заготовке, процарапывается разметка. Сверло имеет конусную заточку. Поэтому, если расположить сверло и заготовку на одной плоскости, кончик сверла будет ровно посередине.  Затем, используя напильник с крупной насечкой, можно приступить к формированию режущей кромки. При отсутствии должного навыка для создания ровной кромки, можно воспользоваться простым приспособлением. Оно состоит из основания, уголка и направляющей с площадкой для наждачной бумаги. На площадку с направляющей наклеивается наждачная бумага зернистостью 180. В уголке должно быть заранее просверлено несколько отверстий вертикально одно над другим. Нож плашмя закрепляется на основании и направляющая вставляется в отверстие на той высоте, чтобы угол между плоскостью основания и площадкой с наждачной бумагой был таким, который выбрали для формирования спусков. Универсальным является угол от 22 до 30 градусов. Сделав ровный спуск до середины толщины заготовки, нож переворачивают, дальше делают такой же спуск на обратной стороне. Используя такое нехитрое приспособление, можно легко сформировать ровный клинок.
Затем, используя напильник с крупной насечкой, можно приступить к формированию режущей кромки. При отсутствии должного навыка для создания ровной кромки, можно воспользоваться простым приспособлением. Оно состоит из основания, уголка и направляющей с площадкой для наждачной бумаги. На площадку с направляющей наклеивается наждачная бумага зернистостью 180. В уголке должно быть заранее просверлено несколько отверстий вертикально одно над другим. Нож плашмя закрепляется на основании и направляющая вставляется в отверстие на той высоте, чтобы угол между плоскостью основания и площадкой с наждачной бумагой был таким, который выбрали для формирования спусков. Универсальным является угол от 22 до 30 градусов. Сделав ровный спуск до середины толщины заготовки, нож переворачивают, дальше делают такой же спуск на обратной стороне. Используя такое нехитрое приспособление, можно легко сформировать ровный клинок.
Изготовление рукоятки
Ручку можно изготовить практически из любого сырья, но особой популярностью пользуются дерево, пластик, кожа, кость. Красиво выглядят наборные ручки с чередующимися слоями, например, кожи и бересты.
Кость – это традиционный материал, для изготовления разнообразных безделушек и предметов быта. Обладая навыком резьбы по кости можно сделать уникальную, красивую ручку. Но проще всего взять две деревянные или пластиковые накладки, поместить их по обе стороны от хвостовика и закрепить между собой заклепками, а для большей прочности ещё и эпоксидным клеем. Иногда для крепления используют винты и гайки, но если важен внешний вид, то лучше их не применять.
Рукоять должна быть удобной, поэтому требуется уделить большое внимание ее обработке. Для этого используются сначала напильники, а затем наждачная бумага. Если накладки деревянные, то их обязательно надо пропитать маслом, чтобы обеспечить долговечность древесины
Пропитка подчеркивает структуру дерева и придает изделию привлекательный внешний облик. После закрепления рукоятки проводят ее окончательную шлифовку
Если накладки деревянные, то их обязательно надо пропитать маслом, чтобы обеспечить долговечность древесины. Пропитка подчеркивает структуру дерева и придает изделию привлекательный внешний облик. После закрепления рукоятки проводят ее окончательную шлифовку.







Принципы выбора
При покупке нужно обратить внимание на ряд критериев:
- Форму, размеры клинка. Кухонный инструмент должен быть острым, тонким, без дополнительных элементов. Метательный клинок должен иметь острый конец, точку баланса посередине. У охотничьих и походных ножей должно быть широкое лезвие.
- Назначение (кухонный, походный, боевой, метательный, складной). Выбор зависит от сферы применения клинка.
- Допустимые по закону размеры, наличие запрещенных элементов. Получить информацию можно из государственных документов.
Боевой клинок (Фото: Instagram / sturmoff)
Преимущества и недостатки
Положительные стороны:
- прочность;
- долговечность;
- надежность;
- износоустойчивость;
- привлекательный вид.
Недостатки:
- высокая цена;
- большая масса.
Производители и стоимость
Производители кованых ножей:
- «Донская оружейная фабрика»;
- «Железные братья»;
- «Русский витязь».
Средняя цена — 20 000 рублей.
Оптимальные технологические процессы термической обработки материала
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали. Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита. Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.

Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.





