

Универсальная делительная головка токарного и фрезерного станка
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Классификация устройства
Делительная головка для фрезерного станка таблица технических параметров определяет то, какие именно работы можно проводить на той или иной оснастке. Рассматривая классификацию делительной головки, отметим следующие разновидности устройства.
- Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
- Совмещенная модель. Подобный вариант исполнения можно регулировать специальной рукояткой. Путем увеличения количества нажатий можно увеличить удаление центровой оси обрабатываемой заготовки от установленного режущего инструмента.
- Универсальные образцы, представленные комплексными моделями. Настройка в этом случае проводится при помощи дискового элемента и рукоятки. Сложность конструкции обуславливается наличием дифференциальных зубчатых шестерен.
Ремонт практически каждого варианта исполнения сложен, так как нужно знать принцип работы и проводить изготовление всех деталей.
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов. Выводится расчетное значение синуса угла. Диск выставляется согласно полученному результату
Важно соблюдать высокую точность при установке рассматриваемой оснастки. Проводится фиксация корпуса при помощи специального механизма или рукоятки
После этого можно проводить монтаж основной рабочей части инструмента
После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении
Как ранее было отмечено, важно учитывать правильность установки
ТПК, он же ЛУАЗ 967
22 октября 2012, 22:06
Идея снабдить токарный станок средствами точного позиционирования шпинделя не новА — на многих промышленных станках есть градусная шкала шпинделя, в интернете попадались конструкции, в которых на хвостовик шпинделя крепился делительный диск, превращая шпиндель в делительную головку прямого деления. Но при этом еще нужен тормоз шпинделя, да такой чтобы не сдвигал шпиндель при затяжке. Но неужели нет способа лучше? Вот например на шпинделе уже есть шестерня привода гитары (45 зубов), причем металлическая — а нельзя ли ее использовать как червячное колесо? Хм. а почему бы и нет?! А что у шестерни зубы прямые — так можно наклонить ось червяка!
Вспоминаем, что такое модуль зуба шестерни, и считаем шаг винта для него — получаем для модуля 1 шаг равен Пи, или
3.14мм. Указываем этот шаг в Программе расчета шестерен. Оказывается, с имеющимся набором шестерен гитары можно нарезать шаг 3.1429, что от требуемого отличается всего лишь на 0.04%, отлично!
Пять минут — и в руках готовый червяк. Примериваем к аналогичной шестерне:
Вроде неплохо. Теперь макетируем расположение оси на станке, меряем полученные размеры и углы, и делаем чертеж кронштейна. Из чертежа выходит что для удобия изготовления его лучше делать из нескольких частей. в процессе изготовления деталей еще пару раз переделываем чертеж, и наконец-то он приобретает окончательный вид, и уже готово некоторое количество простых деталей по нему. Тут возникает один тонкий момент — ось должна быть наклонена на 11 градусов «на себя» относительно оси станка, и на 10 градусов вправо, а как это сделать на токарнике? Оказывается легко — достаточно повернуть на нужные углы одновременно малый продольный суппорт и фрезерный стол, закрепив на последнем деталь.
Потом делаются остальные детали, и все собирается для первой примерки.
C неким волнением конструкция примеривается к станку.
И наконец-то становится понятно — идея здравая, конструкция жить будет!
Остается просверлить в алюминиевом корпусе гитары отверстие под винтик фиксатора, да изготовить делительный диск. Для диска была куплена и принесена в жертву новая алюминиевая сковородка. из нее лобзиком выпиливается средняя часть максимально обрабатываемого на станке размера, затем обтачивается.








В автокаде строится разметка, наклеивается на заготовку диска, и на сверлильном станочке для печатных плат твердосплавным центровым сверлом сверлятся отверстия прямо сквозь бумагу. Почему центровым? Во-первых его не уводит на входе как обычное, а во-вторых оно работает также и ограничителем глубины сверления, так что отверстия получились не сквозными, а значит появился бонус — у диска можно использовать и ВТОРУЮ сторону!
Всего на этой стороне 961 дырка. Немало, однако. одна сверлится секунды за 3-4, из них 2-3 на прицеливание и одна собственно на сверление. Можно было бы уложиться за час с хвостиком, но после пары сотен просверленных дырок перегревается моторчик сверлилки, да и пальцы к этому времени уже немеют, так что процесс растянулся на несколько дней. Так что сверление второй стороны, на которой будут простые числа от 71 до 113, а также высокие степени малых чисел — 64, 81 и 125 — решено отложить на потом.
Затем зажимаем диск скобами, и растачиваем центральное отверстие.
Для предотвращения ошибочного пуска мотора станка при включеной делилке установлен микровыключатель, замыкающий цепь питания мотора только когда червяк вышел из зацепления с шестерней.
И вот наконец конструкция занимает свое законное место:
У защитного кожуха приходится срезать верхнюю часть по ширине 30мм, чтобы его можно было надеть даже с установленной делилкой, и изготовить кронштейн для правого болта — его отверстие перекрывается делилкой.
PS. В процессе нарезки червяка пострадала мелкая шестерня трензеля, оказавшись пластиковой. Поэтому первым делом на новой делилке была изготовлена ее замена, уже бронзовая и с посадкой на подшипник. А заодно — и вторая шестерня трензеля
Но с трензелем неожиданно получилось как в той шутке — «чем дальше в лес, тем толще партизаны», хотя это уже совсем другая история.
Дополнение. Для удобства работы с делилкой сделана программа.
Виды делительной головки
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации. В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности
В некоторых случаях подобное устройство делают самостоятельно
В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
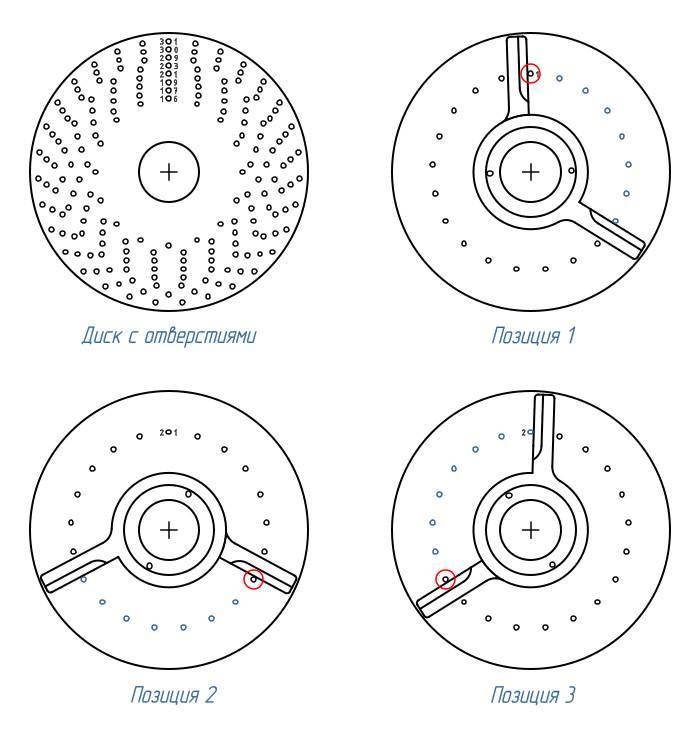
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
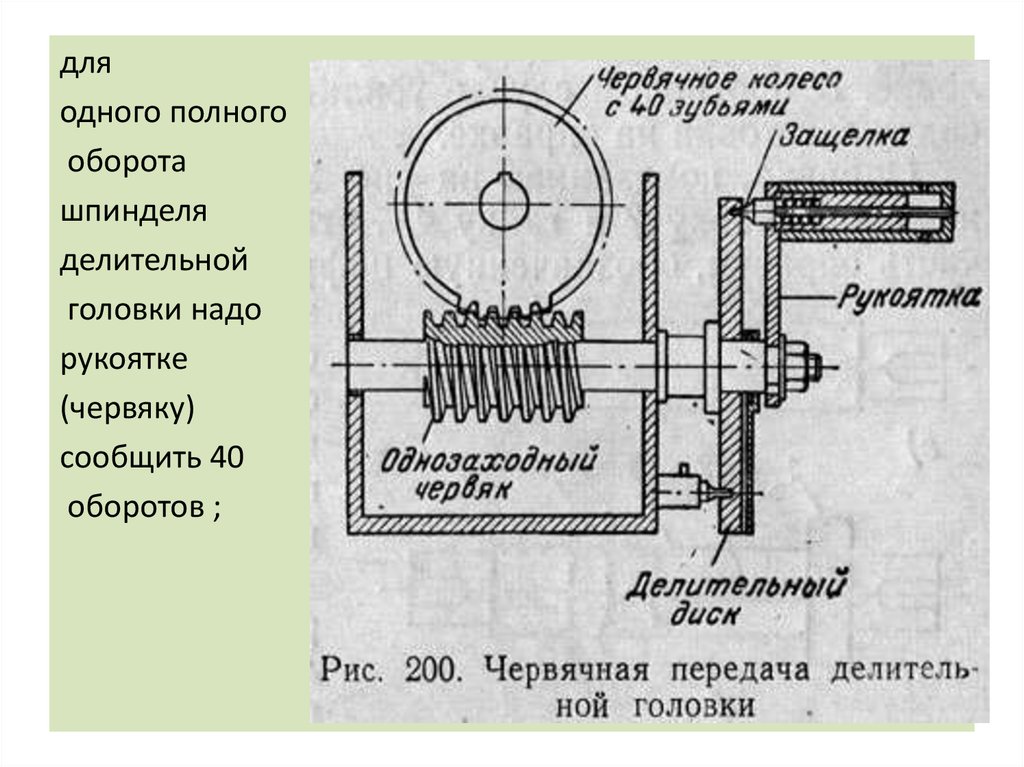
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Делительные головки своими руками
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой.
Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка.
При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.










Самодельная делительная головка
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки.
Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска.
Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве.
Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции
Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо; также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров
Их можно взять из чертежного кульмана; для того чтобы ограничить ход обработки устанавливается стопорящий винт
Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана; для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
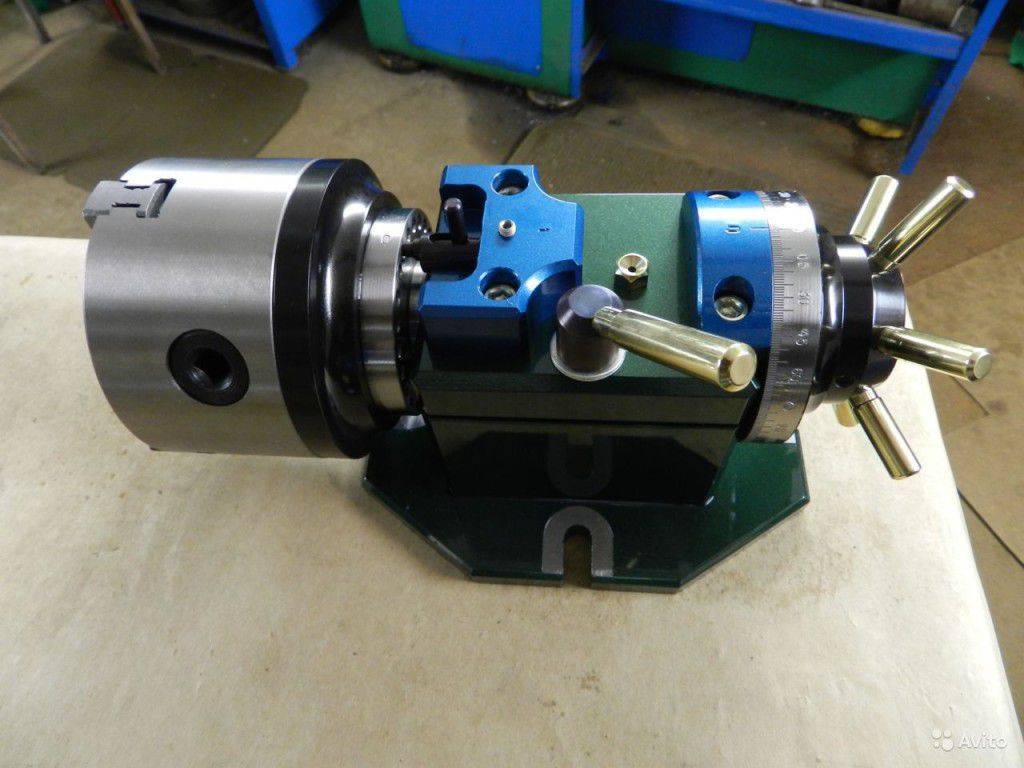
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.










Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Это интересно: Делительные головки для фрезерных станков — виды, инструкции





