

Технологии литья бронзовых изделий
Литье из бронзы можно разделить на несколько видов в зависимости от технологического процесса и использования литейных машин. Для плавки сплава используются индукционные печи. Сам металл покрывается флюсом.

Литье под давлением
В процессе вакуумного всасывания расплавленный металл начинает втягиваться в форму кристаллизатора. Далее начинается охлаждение заготовки, которое происходит от краёв к центру. В качестве кристаллизатора использует емкость с тонкими стенками. Она охлаждается водой. После охлаждения заготовка сама отходит от формы.
Центробежное литье
Центробежное литье бронзы применяется для изготовления деталей цилиндрической и конусовидной формы. К ним относятся уплотнительные кольца, втулки для промышленного оборудование и другие детали. С помощью центробежной технологии изготавливаются червячные колёса и шестерни. Технологический процесс подразумевает под собой вращение формы, благодаря чему расплавленный металл уплотняется.
Художественное литье
Технология художественного литья из бронзы используются в случаях создания декоративных элементов. К ним относятся различные скульптуры, светильники, решётки, ограды, сувенирная продукция. Этапы художественного литья из бронзы:
- Изначально изготавливается чертеж будущей заготовки.
- Далее мастер создаёт форму, в которую будет переливаться расплавленный металл.
- Расплавляется исходное сырье — шихта.
- Форма для литья заполняется расплавленным металлом.
- Процесс охлаждения.
- Извлечение заготовки из формы.
Последним этапом считается очистка и дальнейшая обработка детали. Если конструкция составная, изначально создаются и обрабатываются отдельные детали. После этого они соединяются в одну конструкцию. Швы зачищаются и обрабатываются защитными составами. При правильном выполнении технологического процесса создания декоративных элементов из бронзы, можно избежать ошибок и снижения качества готовой продукции.
Возможно ли литье бронзы в домашних условиях
Для того чтобы выполнять литье изделий из бронзы в домашних условиях, требуется создать для этого все необходимые условия. Наиболее важными из таких условий является хорошая вентиляция в рабочем помещении, а также использование средств, обеспечивающих пожарную безопасность. Если вы собираетесь изготавливать из бронзы изделия небольшого размера, для этого будет достаточно площади небольшого помещения, если же в ваших планах изготовление габаритных отливок, то вам потребуется просторное помещение (например, гараж). Обязательное требование к таким помещениям – пол из негорючего материала.
Чтобы расплавить такой материал, как бронза, вам потребуется муфельная печь. Желательно, чтобы это устройство было оснащено регулятором температуры нагрева. Если же такой печи нет в вашем распоряжении, то для плавления бронзы в домашних условиях подойдет обычный горн.

Самодельный горн с вентилятором от старой вытяжки
Кроме печи, которая позволит расплавить металл, для литья изделий из бронзы потребуются:
- тигель – стальной или чугунный сосуд с носиком (для плавления и разливки металла по формам);
- щипцы, при помощи которых тигель извлекается из печи;
- крюк;
- литейная форма, в которую заливается расплавленный металл;
- древесный уголь, используемый в качестве топлива (если для плавления металла применяется горн).

Тигель для плавки несложно сделать из обрезка толстостенной стальной трубы
Процедура литья изделий из бронзы проходит следующим образом.
Металл, который необходимо расплавить, измельчают и помещают в тигель. Тигель устанавливают в печь и разогревают ее до необходимой температуры. После того как металл полностью расплавился в тигле, его оставляют в печи еще 4–5 минут для прогрева. Такой прогрев необходим для того, чтобы металл приобрел максимальную текучесть и хорошо заполнял все углубления в литейной форме. Тигель с расплавленным металлом, используя крюк и щипцы, извлекают из печи. Жидкий металл через специальное литниковое отверстие заливают в форму
При этом важно следить за тем, чтобы струя заливаемого сплава была тонкой и не прерывалась

Заливка бронзового расплава должна проводится быстро и аккуратно
Форму для литья необходимо предварительно подготовить, что заключается в ее прокаливании в печи. Для осуществления такой процедуры печь прогревают до температуры 550–600°, и только после этого в нее помещают литейную форму. Затем температуру в печи увеличивают до 900° и выдерживают форму под ее воздействием на протяжении 2–4 часов.
Чем большими габаритами обладает литейная форма, тем дольше ее необходимо выдерживать в раскаленной печи. После того как литейная форма полностью прокалена, ее надо извлечь из печи и охладить до температуры 500°, только после этого можно использовать ее для литья.
Более подробно познакомиться с правилами литья бронзы и применяемым для этих целей оборудованием позволяет видео данного процесса.
Применение изделий и отливок изготавливаемых центробежным литьем на ООО «Завод Литейных Заготовок»
Втулки бронзовые, крышки и вкладыши подшипников трения для строительной и сельскохозяйственной техники, карьерных экскаваторов, дробильно-размольного оборудования, направляющие для кузнечно — прессового оборудования.
Венцы бронзовые для редукторов подъемных кранов, лифтов, специального промышленного оборудования.
Венцы бронзовые для редукторов подъемных кранов, лифтов, специального промышленного оборудования.
- Бронзовые сухари соединительных и предохранительных муфт
- Клапаны насосов и компрессоров высокого давления
- Кольца для поршней двигателей внутреннего сгорания и компрессоров
Классификация
Бронзовые сплавы по составу делятся на:
Как понятно из названия, имеется в виду наличие или отсутствие в них олова. Вторые бывают алюминиевыми, кремнистыми, бериллиевыми и другими, в зависимости от главного легирующего компонента.
Добавки по-разному влияют на качество сплава:
- Олово – придает прочность, улучшает антифрикционные свойства. Большое количество олова охрупчивает металл.
- Бериллий – хорошо упрочняет материал, он сравним по свойствам со сталью.
- Свинец – улучшает коррозионную стойкость.
- Алюминий – снова стойкость к коррозии и антифрикционные качества.
- Железо – улучшает структуру и прочностные свойства.
По технологическим свойствам бронзы разделены на:
- Обрабатываемые давлением (деформируемые) – хорошо штампуются, куются.
- Литейные.
Технологии литья бронзовых изделий
Плавка, как и обработка резанием, широко распространенная операция получения деталей. Для плавки рекомендуется использовать индукционные плавильные или тигельные нагревательные печи. Выбор обуславливается экономным потреблением электричества.










Чтобы сохранить химический состав сплавов применяются флюсы. С их помощью можно:
- Защитить внешний слой поверхности расплава:
- от окисления;
- повысить объем годного расплава;
- исключить неметаллические компоненты;
- Дегазировать состав из-за чего снижается образование:
- газовых пор;
- раковин.
Для получения гладких поверхностей на отливке и легкости ее извлечения после охлаждения используются антипригарные краски. Их использование обеспечивает:
- смазку пресс-форм;
- защиту от разрушения при контакте с расплавом;
- отсутствие пригаров.
Литье под давлением
Литье под давлением происходит при воздействии избыточного или недостаточного (вакуумического) давления. Для подачи расплава под избыточным давлением используется прессовый принцип. На поршень действует усилие от гидро- или пневмосистемы. Высокая скорость подачи наряду с высокой вязкостью создают высокое давление, позволяющее полностью заполнить форму. У полученных отливок высокая точность и мелкозернистая структура.
За счет вакуумного всасывания расплав втягивается в форму кристаллизатора.Охлаждение происходит к центру формы. Требуемое количество расплава втягивается за определенный промежуток времени.
После восстановления нормального (атмосферного) давления излишки расплава стекают. После охлаждения за счет усадки деталь самостоятельно извлекается из формы. Автоматизация процесса вакуумного всасывания позволяет заполнять форму в минимальное количество времени, вплоть до 0,1 секунды.
Готовое изделие из бронзы
Центробежное литье
Целесообразно использовать центробежное литье, разливая бронзу и латунь при изготовлении деталей типа тел вращения. Формирование деталей происходит на машинах с горизонтальной и вертикальной осями вращения. На машинах с горизонтальной заливкой отливают:
Читать также: Что лучше электробритва или триммер
На машинах с вертикальной заливкой отливают:
- шестерни;
- червячные колеса;
- гребные винты.
В основе технологии лежит центробежная сила, которая образуется при вращении формы. Расплав уплотняется под действием сил, вытесняя сторонние компоненты.
Художественное литье
Современные тенденции диктуют применять литье не только при производстве деталей к механизмам и агрегатам, но и при получении элементов интерьера. Так, используя технологию художественного литья можно изготавливать:
- барельефы, скульптуры;
- элементы оград, решеток, ограждений ворот;
- сувенирную продукцию;
- светильники, бра;
- элементы интерьера.
Этапы технологии получения отливок следующие:
- изготовление модели;
- изготовление формы;
- подготовка формы;
- плавка шихты;
- подготовка расплава к заливке;
- охлаждение;
- извлечение из формы;
- обрубка;
- чистка и придание товарного вида.
Готовые отливки, по замыслу мастера, соединяются в единое изделие, если оно является многокомпонентным. После чего могут хромироваться, никелироваться, покрываться патиной и другими металлами.
Применение изделий и отливок изготавливаемых центробежным литьем на ООО «Завод Литейных Заготовок»
Втулки бронзовые, крышки и вкладыши подшипников трения для строительной и сельскохозяйственной техники, карьерных экскаваторов, дробильно-размольного оборудования, направляющие для кузнечно — прессового оборудования.
Венцы бронзовые для редукторов подъемных кранов, лифтов, специального промышленного оборудования.
Венцы бронзовые для редукторов подъемных кранов, лифтов, специального промышленного оборудования.
- Бронзовые сухари соединительных и предохранительных муфт
- Клапаны насосов и компрессоров высокого давления
- Кольца для поршней двигателей внутреннего сгорания и компрессоров
Центробежное литье бронзы
Минимизировать затраты на выполнение механической обработки поможет центробежное литье бронзы, выполняемое на недешевом оборудовании. Технологию применяют на производстве для изготовления деталей (шестеренки, втулки, вкладыши, кольца и др.) с повышенным требованием к износостойкости.
Главное отличие этого вида литья связано со способом заполнения расплавленной бронзой отливочных форм, подвергаемых действию центробежной силы. Под ее влиянием происходит разбрасывание заливаемого бронзового расплава по поверхности стенок формы, равномерно покрываемых горячей композицией.
Технологию центробежного литья реализуют на специально разработанном оборудовании с вертикальным либо горизонтальным расположением оси вращения литейной емкости. Производственный комплекс состоит из следующих элементов:
- тигля для расплавления металлического лома;
- желоба для подачи расплавленной массы внутрь литейных форм;
- изложницы (прямоугольная форма из прочного материала).
Для обеспечения вращения устройство оснащено электродвигателем, привод которого работает на клиноременной передаче. Центробежная технология плавления бронзы позволяет добиться высокого качества литья при изготовлении бронзовых конструкций, имеющих чрезвычайно сложный рельеф. Благодаря центробежному распределению расплавленного металла внутри литейной емкости повышается плотность поверхности отливки, стремительно возрастает износостойкость изделия.
- Hedden, Thomas Dexter. The Names of the Metals in Slavic and Baltic and Their Significance for the Ethnogenesis of the Slavs, University of California in Berkeley, 1988
- Ковшов А. Н. Технология машиностроения. — М.: Машиностроение, 1987.
- Hart, G. H. & G. Keeley, 1945. Metal Work For Craftsmen, London: Sir Isaac Pitman & Sons.
Бронза в «Forestry»
Слитки в Minecraft можно сделать не только в «Industrial Craft2». Скрафтить их можно и установив модификацию «Forestry». На самом деле, с этим модом добывать сплав даже выгоднее. Здесь ингредиентами выступают уже не пыль, а оловянные и медные слитки. Простейшая математика приводит к выводу, что такая стратегия даёт в два раза больше бронзы.
Часть чушек можно вернуть обратно, если отремонтировать в Майнкрафте сломанные предметы. Как, например, на этом скрине.

В этом моде сплав олова и меди применяется для крафта:
- Прочной машины
- Гаечного ключа
- Кирки
- Лопаты
- Биотопливного двигателя и пр.
Этот металл – компонент в создании электролампового завода Майнкрафт!

1 Красота и роскошь изделий из бронзы
Считается, что первая технология литья из бронзы простейших украшений и разнообразных предметов появилась около 12 тысяч лет тому назад. Уже в те далекие годы наши предки умели создавать бронзовые изделия, многие из которых были по-настоящему великолепными. С каждым веком методики литья из бронзы улучшались.
На сегодняшний день технологии такого процесса разработаны до совершенства. Причем роскошные изделия из бронзы в наши дни можно получить и на заводах, и в домашних условиях.

Бронзовые литые конструкции современности вызывают у человека с художественным вкусом ассоциации с аристократическими интерьерами средних веков, барочным шиком, искусством античных времен. Бронза, а также еще один сплав меди – латунь, являются идеальными материалами для создания интерьерных и монументальных шедевров, которые могут украсить любой дом.
Отметим, что максимальную популярность бронзовое и латунное литье обрело в эпоху классицизма и европейского барокко. Именно мастера тех столетий научились создавать изысканные и роскошные композиции, используя латунь и бронзу. Мы и сейчас можем любоваться ими, осматривая вживую или на видео Санкт-Петербургский Екатерининский дворец, залы и сады французского Версаля, другие шедевры прошедших веков.

Сейчас латунь и бронза активно используются для изготовления:
- элементов интерьера;
- ворот и заборов;
- скульптур и сувениров;
- барельефов и бра;
- решеток и лестничных ограждений.
Особенности работы с бронзой в домашних условиях
Сегодня множество красивых изделий изготавливается на основе сплава бронзы. Если есть желание и возможность заниматься этим в домашних условиях, необходимо прежде всего учесть особые характеристики этого материала.










Нужно обзавестись следующими вспомогательными устройствами:
- форма для заготовки;
- щипцы;
- горн;
- тигель;
- древесный уголь;
- печь, которая обеспечит нужную температуру плавления.
 Печь для литья из бронзы
Печь для литья из бронзы
Для достижения желаемого результата нужно соблюдать строгую последовательность в выполнении процесса литья бронзы.
Сначала необходимо поместить тигель на печь и заложить в него куски металла. Установив регулятор нагрева, достигается температура плавления, бронза меняет форму. Затем с помощью крючка тигель вынимается из печи, и сплав заливают в специально подготовленную форму.
Так как температура плавления бронзы относительно невысокая специальную печь специалисты рекомендуют заменить паяльной лампой или автогеном.
Одной из наиболее трудоемких процессов в этой работе является формовка – изготовление специальной формы для литья. Для этих целей используются специальные формовочные смеси из глины или кварцевого песка
Важность этого этапа определяется тем, что от него будет зависеть идеальная форма будущего отливаемого изделия
Заключительная обработка
После извлечения из литейной формы изделия, как правило, имеет непрезентабельный вид. Оно имеет различные поверхностные дефекты. Чтобы придать изделию из бронзы нормальное состояние и его нужно очистить шлифовальной машинкой или металлической щеткой.

Многофункциональная шлифовальная машина
Помимо очистки, потребуется и чеканка, хотя бронза имеет неплохую текучесть и при заполнении формы с легкостью проходит во все углубления. Тем не менее для того чтобы добиться на изделии четкого рисунка не обойтись без чеканки. Этот этап работы часто занимает долгое время, особенно если изделие имеет ажурные элементы.
Чеканка является наиболее творческим этапом литейной процедуры, и от ее качества будет зависеть окончательный внешний вид изделия. Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Изделия, отличающиеся сложностью конструкции, могут отливаться отдельными частями, а не целиком. После, элементы изделия соединяются специальными замками. Рекомендуется маркировать каждую часть, чтобы не спутать замки при сборке.
Общие характеристики металла
Литье металла: процесс, способы, методы Бронза не относится к однородным металлам, а представляет собой сплав на основе меди, усиленный легирующими добавками алюминия, бериллия, свинца, кремния, олова. На основе количества и типа дополнительных компонентов, кроме латуни, бронзовый сплав приобретает определенную расцветку, ряд химических и физических характеристик.
Бронзу относят к особо прочным и стойким сплавам, температура ее плавления составляет 900–1100 градусов. С учетом базовых показателей материала, его применяют на производстве, а также для получения художественного литья благодаря обилию полезных свойств:
- высокой прочности, износостойкости;
- исключительно низкому уровню коррозии;
- простоте обработки, паростойкости;
- способности проводить ток и тепло;
- устойчивости к внешним повреждениям.
С точки зрения химического состава, бронза может быть двух вариантов – безоловянные и оловянные сплавы. Сочетание олова с медью наделяет конечный материал крепостью, но понижает температуру плавления и теплопроводность. В качестве примера бронзово-оловянного сплава можно назвать колокольную бронзу, но изделия из нее приобретают повышенную хрупкость.

Бронзы без олова
К материалам без содержания олова относят следующие виды:
- особо стойкая свинцовая с широким спектром антифрикционных свойств, тугоплавкая;
- бериллиевая – самая прочная и пластичная после закаливания;
- кремниецинковая с высоким показателем текучести при расплавлении;
- алюминиевая – стойкая к агрессии химических элементов, окружающей среды.
В составе многокомпонентного сплава без присутствия олова содержится 2,5 % легирующих элементов, значительно улучшающих набор полезных качеств бронзового металла. Наличие железных примесей способствует улучшению структуры и прочностных характеристик сплава. Для маркирования бронзы применяют сочетание букв «Бр», после которых следует первые буквы названия добавки (алюминий, бериллий, свинец и т.д.) и процент ее содержания в сплаве.
Температура плавления
Сведения о температурах плавления и литья отдельных видов бронзы приведены в таблице ниже:
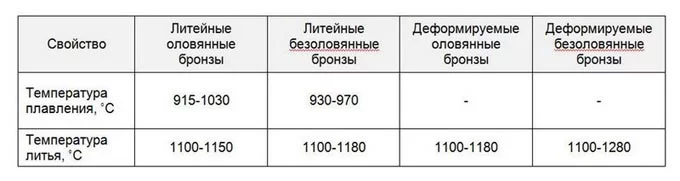
По технологическим характеристикам бронзы бывают двух типов:
- деформируемый вид, отлично выдерживающий механическую обработку, используют для штамповки, изготовления проволоки, производства листов;
- литейную разновидность стойкую к высоким температурам, используют для отливки изделий больших габаритов с особо сложной конфигурацией.
Используемые материалы
 «Семёркой древних» называют перечень из железа, меди, олова, свинца, серебра, золота и ртути — с ними человечество знакомо не одну тысячу лет. Драгоценные металлы использовались для изготовления ювелирных изделий, а основным материалом для художественного литья в прошлом были сплавы на основе меди. В новое время к ним добавились чугун и алюминий.
«Семёркой древних» называют перечень из железа, меди, олова, свинца, серебра, золота и ртути — с ними человечество знакомо не одну тысячу лет. Драгоценные металлы использовались для изготовления ювелирных изделий, а основным материалом для художественного литья в прошлом были сплавы на основе меди. В новое время к ним добавились чугун и алюминий.
Художники на протяжении всей истории не ограничивали себя ассортиментом материалов для плавки. Например, в XIX веке в Европе и России были популярны изделия из цинка и свинца, а современные скульпторы нередко обращаются к нержавеющей стали. Но классическими материалами для художественного литья даже на сегодняшний день являются бронза и чугун.
https://youtube.com/watch?v=GHBak_el3CU
Бронзовые сплавы
Сплавы меди с некоторыми цветными металлами (свинцом, оловом, алюминием, бериллием) без присутствия цинка и никеля называют бронзой. Медь с большими примесями цинка — это латунь. Последнюю применяют в основном для изготовления кабинетной скульптуры и дорогой мебельной и интерьерной фурнитуры. Главным материалом для художественного литья больших и малых форм оставалась несменной на протяжении веков оловянная бронза. Её преимущества:
- ничтожная усадка;
- высокая текучесть;
- не подверженность пористости при остывании;
- высокая теплопроводность;
- прочность;
- коррозионная стойкость;
- упругость;
- свариваемость.
Литьё из бронзы — одно из старейших искусств. Применение её в разных частях древнего мира было повсеместным: люди готовили в бронзовой посуде, носили бронзовые украшения, пользовались бронзовыми инструментами, застёгивали одежду на бронзовые пуговицы. Эта эпоха известна по удивительно высокому качеству исполнения и небывалой художественной силы скульптурам, сохранившимся до наших дней. С тех времён берёт начало литейная бронзовая традиция, надолго пережившая свой век с одноимённым названием. Безусловно, сплавы совершенствовались на всём протяжении истории, но большая часть технологических процессов художественного литья оставались неизменными.
Серый чугун
Бронза и железо, пожалуй, самые важные материалы в истории человечества. Недаром они дали названия двум эпохам технологической эволюции — бронзовому и железному векам. Поскольку для железного литья требовались более высокие температуры и сложные печи, плавку железа человечество освоило несколько позже бронзы. По некоторым сведениям, чугун лили в Китае ещё 2 тыс. лет назад. Первыми массовыми изделиями из него в Европе и России были стволы пушек и ядра к ним в XV веке.

Эволюция печей и энергоёмкого топлива для них быстро сделала высокие температуры доступными не только для военной промышленности. Художественное применение литейного железа началось приблизительно в 1500 г. с производства плитки для печей, памятников и фонтанов. Мощным толчком для популяризации чугуна в искусстве было бурное развитие металлургических технологий во второй половине девятнадцатого века и последующая за этими событиями индустриализация.
Для приготовления скульптуры используют серый чугун с высоким содержанием фосфора как самый недорогой и приспособленный для литья сплав железа с углеродом. Фосфор улучшает текучесть — это помогает металлу полностью заполнять форму. Свойство фосфора повышать хрупкость железа для художественного литья значения не имеет, как и присущая серому чугуну пористость. Материал обладает ещё одним важным свойством — привлекательностью внешнего вида готового изделия.










ДЕКОРИРОВАНИЕ СКУЛЬПТУР ИЗ МЕТАЛЛА
Скульптурные произведения из металла — цветного, черного или драгоценного как завершение всего процесса изготовления обязательно нуждаются в декоративной отделке. Причем она не только улучшает внешний вид скульптуры, ажурной или кованой решетки камина, чеканного рельефа или художественного литья, но и предохраняют произведение, созданные в любой технике, от воздействия внешней среды, продлевает их век.
Известно немало рецептов нанесения тончайших защитных покрытий разного цвета, имеющих свою технологию. Перед химической обработкой скульптуры проводят механическую, затем скульптуру тщательно очищают, обезжиривают, отбеливают; предварительно отшлифованную и отполированную скульптуру покрывают тонкой защитной и в то же время декоративной тонирующей пленкой. Выбор того или иного вида декоративной отделки металлического скульптурного изделия диктуется качествами самого металла, а также предназначением того или иного изделия.
Где и как используется
Бронзовые сплавы востребованы, диапазон применения – от ответственных узлов оборудования и инфраструктуры до сферы красоты и дизайна.
Промышленность, ЖКХ
Каждой сфере нужны сплавы с разными свойствами:
- Литьевые разновидности, особенно алюминиевая с ее плотной структурой, – материал аппаратуры для работы под водой либо в агрессивной среде (например, кислоте).
- Деформируемые виды заказывают производители высокоточных приборов.
- Из тепло-, электропроводной бериллиевой бронзы выполняют электротехнический ассортимент. Как самая твердая и пластичная, идет на мембраны, пружины, инструменты.
- Она же, как невосприимчивая к амплитудам динамических нагрузок, становится начинкой бортовых компьютеров продукции авиа- и автопрома.
- Для подшипников, работающих под повышенными нагрузками, выбирают свинцовый сплав. Его плюсы: сверхмалая истираемость, сопротивление ударам, прочность, тугоплавкость.
- Изделия сложных форм выполняют из цинковых либо кремниевых составов. Их расплавы особо текучи, остывший продукт мало поддается сжатию, не искрит при механических манипуляциях.

Несмотря на дороговизну, из бронзы изготавливают ответственные бытовые детали: фитинги, краны, смесители.
Изготовление форм
В качестве огнеупорной основы формовочных смесей применяют кварцевый песок, пылевидный кварц, плавленый кварц, электрокорунд, циркон, дистен-силлиманит, шамот, магнезит, графит. Связующими материалами служат этилсиликат, жидкое стекло, гипс.
Приготовление огнеупорной суспензии и гипсовой массы.
Огнеупорные суспензии (этилсиликаты и жидкостекольные), как правило, готовят в специальных установках.
Приготовление этилсиликатной суспензии. Для приготовления этилсиликатной суспензии рекомендуется использовать установки. У которых частота вращения крыльчатки составляет до 2500 мин-1. На практике суспензию иногда готовят вручную, если к качеству поверхности отливки не предъявляется высоких требований.
Этилсиликатную суспензию готовят двумя способами — раздельным и совмещенным.
При раздельном способе предварительно готовят гидролизрованный этилсиликат, затем в него вводят огнеупорную составляющую при постоянном перемешивании. Суспензию выдерживают в течении получаса до полного удаления из нее пузырьков замешанного воздуха.
При использовании совмещенного метода в этилсиликат сначала вводят, непрерывно перемешивая, растворитель ( гидролизный спирт, ацетон или изопропиловый спирт). Затем всыпают часть (0,7-0,8 от общего количества) огнеупорного материала и перемешивают в течении 10-15 мин. Далее вливают воду, подкисленную соляной или азотной кислотой, продолжая перемешивать в течении 30-40 мин. Наконец, добавляют оставшуюся часть огнеупорного материала и специальные добавки (глицерин, борную кислоту и др.), перемешивают еще в течении 10-15 мин.
Приготовление жидкостекольной суспензии. Для приготовления жидкостекольной суспензии в жидкое стекло добавляют сначала огнеупорную глину (глинозем или шамот, а затем пылевидный кварц. Огнеупорные составляющие вводят при непрерывном перемешивании в течении часа. Для улучшения технологических свойств в суспензию иногда добавляют 4% веретенного масла. Готовую суспензию выдерживают в течении 5-8 мин до удаления пузырьков воздуха.
Приготовление гипсовой массы. Жидкую гипсовую массу для форм, в которые заливают алюминиевые и магниевые сплавы готовят обычно в смесителях пропеллерного типа. В воду предварительно вводят замедлитель схватывания (0,15-0,30% от массы сухой смеси).
Если форма предназначена для литья магниевых сплавов, добавляют также 1% борной кислоты для предотвращения загорания магния при заливке. Кислота, кроме того, замедляет схватывание гипса.
Составы некоторых огнеупорных покрытий приведеныв таблице 3Таблица 3. Составы огнеупорных покрытий
| Заливаемые сплавы | покрытия | Состав суспензии | Закрепляющая присыпка | ||||
| Связующее | Массовая доля связующего, % | Огнеупорный материал | Массовая доля огнеупорного материала, % | Огнеупор | Размер зерна, мм | ||
| Углеродистые стали, чугун | Этилсиликатное | Гидролизованный этилсиликат | 30-40 | Пылевидный кварц | 60-70 | Кварцевый песок | 0,20-0,40 |
| Комбинированное с упрочняющим жидкостекольным покрытием | Гидролизованный этилсиликат (облицовочные слои) | 30-40 | Пылевидный кварц | 60-70 | Кварцевый песок | 0,20-0,40 | |
| Жидкое стекло (упрочняющие слои) | 40 | Пылевидный кварц + глина (Н2О до 10-15%) | 60 | Кварцевый песок | 0,20-0,40 | ||
| Титановые сплавы | Комбинированное | Гидролизованный этилсиликат | 43-48 | Электрокорунд (м5-М7-20%, М40-80%) | 52-57 | Электрокорунд | шлифзерно |
| Жидкое стекло | 40 | Электрокорунд М40 | 60 | Электрокорунд | |||
| Цветные сплавы | Гипсовая форма | Вода (99,7%), замедлитель схватывания (0,3%) | 40 | Гипс (40%), кварцевый песок (50%), асбест (10%) | 60 | — | — |
| Этилсиликатное | Гидролизованный этилсиликат (98%), борная кислота (2%) | 32 | Электрокорунд (м5 — 70%), М7-30%) | 78 | Электрокорунд | 0,40 |





