

Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности
Другими словами, минус подается на электрод
При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата. При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками
Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности. Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности
При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками. Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности. Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
 Примерная стоимость угольных электродов на Яндекс.маркет
Примерная стоимость угольных электродов на Яндекс.маркет
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
 Примерная стоимость графитовых электродов на Яндекс.маркет
Примерная стоимость графитовых электродов на Яндекс.маркет
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².










 Примерная стоимость инверторов для сварки на Яндекс.маркет
Примерная стоимость инверторов для сварки на Яндекс.маркет
Достоинства графита, принцип сварки проводов
Особенностью этого вида электродов является их способность проводить ток и при этом не плавиться, что свойственно электродам иных типов. Графитовый электрод может выпускаться с разными формами наконечников, различной длины. Бывает обычный или омеднённый (имеющий медное покрытие, до 5% состава). Среди достоинств этого вида электродов выделяют следующие:
- невысокая цена, доступность, медленный расход;
- материал стержня не прилипает к соединяемым элементам;
- графит нагревается до температуры плавления металла очень быстро;
- для появления дуги достаточно тока 5–10 А.
Кроме того, если сварка медных проводов осуществляется графитовым электродом, то получаемое соединение получается устойчивым к коррозии и термостойким, а сами электроды не склонны к образованию трещин в процессе работы.

Для того, чтобы не допустить плавления изоляции проводов к месту выхода скрутки из изоляции присоединяют металлический радиатор (чаще всего медный, поскольку медь имеют высокую теплопроводность). Тепло от скрутки отводится за счёт большой площади контакта. Перед сваркой медных проводов их нужно подготовить, очистить от изоляции и/или лакового покрытия. Скрутку нужно делать плотно, чтобы витки тесно прилегали друг к другу, длина скрутки должна составлять 5-6 см. Концы проводов должны быть отрезаны на одинаковом расстоянии, чтобы ни один из них не оказался вне зоны действия сварки.
В месте крепления радиатора к проводам присоединяется зажим «массы» аппарата, после чего к обрезанным краям подносится графитовый электрод. Контакт должен быть кратковременным, не более 1 секунды. После прекращения контакта на конце скрутки образуется шарообразный участок расплавленной меди.
Описание сварочного процесса
Электрические медные кабели состоят из нескольких жил, каждая из которых скручивается отдельно. При ремонтах работу приходится проводить прямо в распределительных коробках, что доставляет определенные неудобства. Чтобы каждую скрутку запаять по длине паяльником (точечного соединения будет недостаточно) на высоте, придется затратить много времени и сил. Сваркой достаточно соединить провода только в конце скрутки. А компактные аппараты, используемые при работе, облегчают процесс.
Сварка меди осложняется тем, что она становится хрупкой уже при 300°C, а плавится при 1080°C. Поэтому, кроме теоретических знаний, необходимо иметь опыт работы. Для тех, кто впервые столкнулся с необходимостью сварки контактов в распределительной коробке, рекомендуется попрактиковаться на опытных образцах.
Скрутки медных проводов можно заварить обычным инверторным аппаратом или с помощью самодельного устройства на основе понижающего трансформатора. Электрики пользуются узкоспециализированным аппаратом, предназначенным специально для сварки скруток. Порядок работы не зависит от выбранного устройства и выглядит следующим образом:
- Освободить от изоляции провод на расстояние около 100 мм.
- Сделать скрутки нужных жил. Длина каждой должна быть около 50 мм.
- Присоединить рядом со скруткой массу.
- Подвести электрод к проводам до образования дуги. Контакт – 1-2 сек. Скрутка сварена.
- Следующую скрутку варить после остывания предыдущей.
- Осталось провести изоляцию каждой скрутки с помощью термоусадочных трубок или изоленты.
Сила тока, которая необходима для сварки проводов, обычно составляет 30-90 ампер и полностью зависит от количества жил в скрутке и их сечения, а также от фактического напряжения питающей сети. Аппарат для сварки должен обладать функцией регулировки тока. Работа ведется при напряжении 12 или 36 вольт. В качестве электрода при сварке проводов идеальным решением будет выбор угольных с содержанием меди. Не забудьте обесточить свариваемые провода!
Различия угольных и графитовых электродов

Сварка угольным электродом с подачей присадочного металла в дугу: а — «левый» способ; б — «правый» способ.
Несмотря на схожесть угольных и графитовых стержней в области применения, характеристики их несколько различаются:
- Первое различие – цена. Графитовые изделия более доступны.
- Если стержни из угля абсолютно черные, то электроды из графита обладают темно-серым цветом с металлическим отливом.
- Сварка угольным электродом требует от сварщика определенного опыта, так как этот стержень создает дугу очень высокой температуры, которая может стать причиной разрушения скрутки. В то же время высокие температурные значения достигаются при минимальном токе, поэтому электроды из угля пригодятся обладателям слабых трансформаторных устройств.
- Владельцам инверторных аппаратов, оснащенных регуляторами силы тока, лучше использовать графитовые стержни. Они менее требовательны к квалификации мастера. Кроме того, сварное соединение после их использования отличается лучшим качеством, большей прочностью, повышенной сопротивляемостью к окислению, нежели после сварки углем.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Сварка нержавеющей стали угольным или графитовым электродом.
Сварка угольным электродом выполняется дугой прямого воздействия, то есть дуга проходит между свариваемым металлом и электродом. Сварка угольными электродами сопровождается, как правило, испарением самого электрода.
Сам процесс сваривания происходит постоянным током при прямой полярности. Вследствие того, что температура кипения и плавления электродов из угля имеет разницу примерно в 400 градусов.
При сварке угольными электродами процесс ведется без присадочного материала. Иногда он может проводиться и с присадочным материалом. Также сварку Вы можете проводить сваривание, предварительно уложив присадочный материал в разделку кромок. Сваривание без присадочного материала заключается в том, что происходит оплавление дугой кромок деталей будущего изделия. Сварку металлов с использованием подачи присадочного материала можно выполнять правым и левым способом.
Сварочный ток подбирают на основании толщины и вида покрытия электродов
Также в этом случае важно брать во внимание толщину свариваемых листов или деталей. В наше время сваривание графитовыми электродами достаточно распространено, однако многие профессиональные сварщики решают использовать другие электроды для сварки нержавеющей стали
Все-таки многие используют угольные или графитовые электроды и с их помощью без проблем исправляют дефекты литья материала или готового изделия
Такую особенность многие профессиональные сварщики оценивают по достоинству, ведь не каждым видом электродов можно без проблем исправить дефекты литья или механические повреждения
Все-таки многие используют угольные или графитовые электроды и с их помощью без проблем исправляют дефекты литья материала или готового изделия. Такую особенность многие профессиональные сварщики оценивают по достоинству, ведь не каждым видом электродов можно без проблем исправить дефекты литья или механические повреждения.
Если сварка нержавейки происходит внахлест, то качество сварки только поднимается. Многие профессиональные сварщики сваривают нержавейку стык в стык. Они это делают из эстетических соображений или по желанию заказчика. Никто не должен осуждать кого-то, если тот человек сваривает металла тем или иным способом. Разумеется, для более высокого качества и прочности сварного шва нужно сваривать внахлест. Однако если Вы профессиональный сварщик, то Вам уже можно производить сваривание стык в стык, потому что только профессионал может качественно сварить при таком сложном стыке деталей изделия.
Нержавеющая сталь очень востребована, поэтому если Вы хотите превратиться из новичка-сварщика в профессионала, Вам нужно обязательно научиться варить нержавейку. Без такого полезного умения Ваши услуги будут не сильно востребованы, ведь нержавейка применяется во многих отраслях производства.










Технология сварных работ
Сварные работы необходимо производить с использованием защитной маски, очков, рукавиц, специальной одежды. Существует возможность обжечься раскаленным металлом, «поймать зайчиков».
Сварка медных проводов в домашних условиях инвертором производится с применением графитовых, угольных электродов. Заменить электроды можно угольным стержнем отработавшей батарейки.
Ориентировочный диапазон сварочного тока:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Используемая при изготовлении электропроводов медь – разного состава, качества, что определяет применяемый режим сварки. Показатели оптимально подобранного режима: электрод не липнет к сварному месту, дуга устойчива. Данное сочетание удается удерживать при наличии опыта сварных работ.
Сварочный процесс:
- Снимается изоляционная оболочка медного кабеля (7-10 см);
- Выполняется скрутка многожильных проводов;
- Скруток медных проводов подрезается, чтобы образовался ровный срез. Оставшаяся длина скрутки – 5 см;
- На скрутке размещается медный зажимной механизм отведения избыточного тепла, подключается заземление («масса»);
- Срез скрутки подносится к электроду;
- Производятся сварные работы до появления на конце проводов расплавленного медного шарика, достаточно 1-2 сек;
- После сварка медных скруток прекращается, чтобы изоляционный материал остался целым;
- Остывшие концы проводки необходимо изолировать (изолента, термоусадочная трубка).

Кроме того, необходимо своевременно менять наконечник медный сварочный, который удерживает электрод во время сварки. Основная функция – подавать электрический ток электродному стержню. Его состояние определяет качество сварного шва: отверстие внутри наконечника должно плотно удерживать стержень, но оно быстро теряет свои свойства в процессе сварных работ. Наконечник медный сварочный изнашивается, требует замены чаще всего.
Газовая сварка никеля и никельсодержащих сплавов
Газовую сварку никеля используют, в большинстве случаев, для сварки никелевых листов или полос, толщиной до 3-4 мм. Сварку ведут без подготовки кромок. Часто газовой сваркой соединяют малогабаритные детали, т.е. в таких случаях, когда другие способы сварки плавлением не позволяют обеспечить качественное формирование сварного шва. После сварки шов зачищают от шлака.
Подготовка металла под сварку
Подготовка никелевых листов и полос для газовой сварки заключается в зачистке кромок и выполнении прихваток на расстоянии 200мм друг от друга. Листы, с толщиной, не превышающей 1,5мм, отбортовывают, и сваривают без применения присадочного металла.
Тонкие никелевые листы при сварке подвергаются значительным деформациям. Поэтому, необходимо предварительно раздвигать свариваемые листы под небольшим углом. Рекомендуемый зазор между кромками под сварку выбирают из расчёта 1,5-2% от длины сварного соединения. Фиксирующие приспособления не используют, т.к. они существенно увеличивают риск образования горячих трещин при сварке металла.
Газы для сварки, сварочное пламя и мощность горелки
Газовую сварку никеля ведут нормальным сварочным пламенем, при соотношении кислорода к ацетилену, примерно, 1,1-1,15. Применение других газов для газовой сварки никеля не рекомендуется, и.к. они не обеспечивают требуемого качества шва из-за выделения большого количества воды.
Ацетилен перед сваркой необходимо сушить и освобождать от сероводорода. Поэтому воду в ацетиленовом генераторе следует менять чаще. Для этой цели, также, хорошо подойдёт фильтр-осушитель, наполненный хлоридом кальция CaCl. Осушитель следует располагать за водяным предохранительным затвором, чтобы осушенный газ проходя через затвор, вновь не насыщался водой.
Мощность газосварочной горелки можно определить по формуле:
W=(140…200)s, л/ч, где s — толщина металла, мм
Выбор присадочного металла
Присадочный металл по химическому составу должен быть приближен к свариваемому металлу. Часто в качестве присадочного металла используют нарезки из основного металла. Хорошие результаты показывает присадочная проволока, легированная такими металлами, как кремний, марганец, железо, или титан.
Для того, чтобы снизить риск возникновения трещин, рекомендуется выбирать присадочный материал, содержащий, приблизительно, 20% марганца, 0,06% магния и 0,2% кремния. Можно использовать присадочную проволоку из нихрома. Диаметр проволоки выбирают не менее чем половина свариваемой толщины, но не более 5мм.
Выбор флюса для газовой сварки никеля
При газовой сварке никеля выбирают активные флюсы, способные растворять оксиды, образующиеся в процессе сварки металла, в частности, оксид никеля NiO. В составе флюса не допускается наличие вредных элементов и флюс должен плавиться при более низкой температуре, чем основной металл, чтобы повышать жидкотекучесть сварочной ванны. Для газовой сварки никеля чаще всего выбирают многокомпонентные флюсы. Возможно применение флюсов, использующихся при газовой сварке меди. Наиболее часто встречающиеся марки флюсов представлены в таблице ниже:
| Компонент | № флюса | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Бура | 100 | 50 | 15 | 30 | 6 | 10,5 |
| Борная кислота | — | 50 | 50 | 50 | 28 | 52,5 |
| Хлорид марганца | — | — | 10 | — | 11 | 5,3 |
| Хлорид магния | — | — | 5 | — | 11 | 5,3 |
| Ильмени | — | — | 15 | — | — | — |
| Алюминий (порошок) | — | — | 5 | — | — | 5,3 |
| Хлорид натрия | — | — | — | 10 | — | — |
| Карбонат бария | — | — | — | 10 | — | — |
| Пероксид бария | — | — | — | — | — | 5,3 |
| Хлорид лития | — | — | — | — | 11 | 5,3 |
| Хлорид кобальта | — | — | — | — | 11 | 10,5 |
| Феррованадий | — | — | — | — | 11 | — |
| Концентрат титана | — | — | — | — | 11 | — |
Флюсы №5 и 6 в таблице, не нашли широкого распространения, т.к. они достаточно сложны по составу, но при этом, преимуществ перед другими флюсами они не дают. Флюс №4 рекомендуется для сварки никелевого сплава нихрома. Все флюсы замешиваются на воде или на спирте. При этом спирт предпочтительнее, т.к. снижена вероятность попадания воды в сварочную ванну.
Техника газовой сварки никелевых изделий
 Сварку осуществляют правым способом газовой сварки, т.к. при таком способе металл сварного шва и зоны термического влияния охлаждается медленнее. Положение сварочной горелки должно быть под углом 45° к свариваемым поверхностям и под углом 90° к присадочному прутку. В большинстве случаев сварка выполняется за один проход. При этом присадочный пруток окунается попеременно, в ёмкость с флюсом и в сварочную ванну.
Сварку осуществляют правым способом газовой сварки, т.к. при таком способе металл сварного шва и зоны термического влияния охлаждается медленнее. Положение сварочной горелки должно быть под углом 45° к свариваемым поверхностям и под углом 90° к присадочному прутку. В большинстве случаев сварка выполняется за один проход. При этом присадочный пруток окунается попеременно, в ёмкость с флюсом и в сварочную ванну.
Чтобы избежать коробления, в случае большой длины сварного соединения, сварку выполняют обратно-ступенчатым способом, отступая при этом от края соединения, приблизительно, на 300мм. После заварки длинного участка соединения, возвращаются к не заваренному краю и сваривают его, также обратно-ступенчатым способом. Рекомендуемые схемы сварки длинных швов никеля показаны на рисунке.
Как пользоваться
Перед началом сварки свободный крокодил от минусовой клеммы аккумулятора зажимается на одной из заготовок. Он будет выполнять функцию массы. Стержень при этом будет работать как электрод. Его конец кратковременными касаниями прикладывается к месту наложения шва. Электрод греется, поэтому его лучше удерживать плоскогубцами. Графит раскаляется и начинает плавить тонкий металл. Чтобы не прожечь деталь, электрод следует медленно вести по линии стыка заготовок, иногда прерываясь. В первые секунды графит сильно дымит, пока на нем не перегорят остатки электролита из батарейки.

Варить можно швом или делать точечную сварку. В последнем случае стоит предварительно сверлить отверстия в верхней соединяемой детали. Это приспособление также подходит и для пайки. Им можно раскалять деталь, после чего прикладывать к ней припой.


Сварка аккумулятором изнашивает батарею, поэтому этим способом не стоит увлекаться
Важно держать электрод замкнутым не более нескольких секунд за один раз. При нагрузке от сварки батарея нагревается и может разорваться
Сигналом к этому будет исходящий от нее шум кипения электролита. Чем больше аккумулятор, тем крупнее и толще заготовки можно сваривать. Обычно заряда батареи достаточно для работы на протяжении нескольких минут.











Достоинства и недостатки графита
Графитированные электроды способны проводить ток, не плавясь при этом, что случается с проволокой из иных материалов. В этом заключается главная отличительная особенность таких изделий. Электроды из графита выпускаются с наконечниками разных форм и длины, бывают обычными или омедненными.
Опишем наиболее выгодные характеристики электродов данного вида:
- доступная стоимость, широка распространенность;
- экономичный расход;
- материал, из которого создают стержень, не прилипает к соединяемым деталям;
- способность быстро разогреваться до температуры плавления металла;
- для разжигания дуги при работе инвертором потребуется ток в 5-10 А.
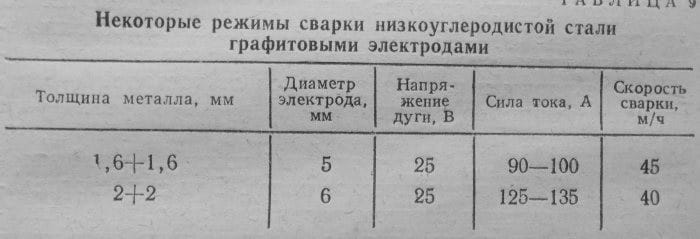 Таблица режимов сварки графитовыми электродами.
Таблица режимов сварки графитовыми электродами.
С их помощью можно сварить медностержень или алюминиевые провода, но у графитовых сварочных электродов существует несколько недостатков, чего не стоит забывать:
соединение сваркой с применением графитовых стержней отличается сложностью, поскольку они имеют маленький диаметр ‒ 6 мм;
эксплуатационные параметры соединяемых деталей могут ухудшиться в связи с повышенной концентрацией углерода в металле, которую провоцирует применение графитовых стержней;
электроды из графита с определенным видом наконечника нужны для выполнения узкого списка операций, поэтому важно подбирать разные виды такой детали для стержней при выполнении разных видов работ;
Инверторный сварочный аппарат
Инверторный аппарат обладает явными преимуществами перед другими приборами:
- Малогабаритные параметры;
- Небольшой вес;
- Регулировка параметров тока;
- Наличие переносного ремня (удобно производить работы на стремянке, в распределительной коробке);
- Устойчивая дуга, зажигающаяся при малых токах;
- Качество сварных соединений;
- Меньшее энергопотребление, не изменяющее напряжение бытовой электрической сети.
Кроме того, сварку производят трансформаторными приборами, аппаратами, станциями, устройствами, сделанными самостоятельно (при наличии определенных навыков).
Простота эксплуатации аппарата дуговой точечной электросварки скруток своими руками сделала его наиболее распространенным. Основные параметры данного оборудования:
- Ток электрической дуги;
- Напряжение сети, образующее дугу;
- Тип электрического тока (переменный, постоянный).






