

Что представляет собой муфта для ПНД?
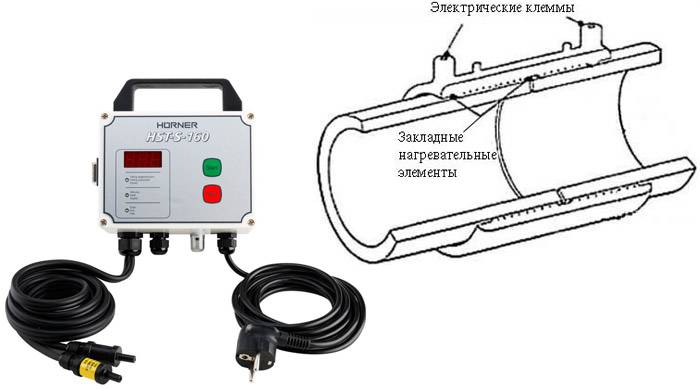
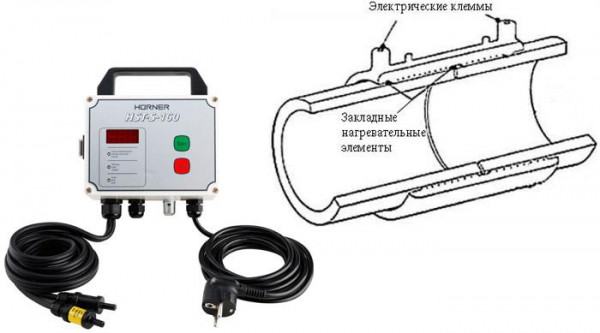
По своим основным задачам такие муфты схожи с традиционными трубопроводными фитингами. Их конструкция выполняется по тем же принципам, но с некоторыми отличиями. В первую очередь муфта электросварная, фото которой представлено выше, изготавливается на основе электронагревательного материала с сопутствующими элементами, обеспечивающими высокую электротехническую сопротивляемость. Как и основные трубопроводные коммуникации, так и вводимая в их инфраструктуру муфта изготавливаются из пропилена низкого давления. Что это дает на практике применения? На трубопроводный контур с муфтой можно подавать электроток, благодаря которому линия будет нагреваться. То есть электрическая энергия в самом материале ПНД преобразуется в тепловую. В таких условиях реализуется сварка, формирующая монолитное соединение. Специально для осуществления электромонтажных операций на поверхности муфты предусмотрены две клеммы, к которым и подключаются электроды.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах; После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты
После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления;
Далее, нужно отводы установить в муфту. Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.. После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Дополнительные аксессуары для электромуфтового аппарата.
Позиционеры.
Очень часто соблюдение соосности труб при сварке с помощью электромуфт является не простой задачей. Что отрицательно сказывается на дальнейшем монтаже системы в целом, так и на качестве сварных соединений. Мы рекомендует приобретать дополнительно позиционеры для фиксации труб:

Позиционеры позволяют получать отличный профессиональный результат (соосность) при сварке труб при минимальных затратах сил и времени.
Рекомендуем следующие наиболее популярные позиционеры:
- Позиционер Ritmo UNIVERSAL ALIGNER 63 (от D 20 до D 63 мм)
- Позиционер Ritmo UNIVERSAL ALIGNER 160 Light с сумкой для транспортировки (от D 63 до D 160 мм)
- Позиционер Ritmo Aligners 500 (125-500 мм) 2 Оси
- Позиционер Ritmo Aligners 500 (125-500 мм) 3 Оси
- Двойной позиционер Rothenberger на D63 мм
- Двойной позиционер Rothenberger на D90 мм
- Двойной позиционер Rothenberger на D110 мм
- Двойной позиционер Rothenberger на D160 мм
- Двойной позиционер Rothenberger на D225 мм
Turbo насадки для обработки пластиковых труб.
Лучше 1 раз увидеть, чем 100 раз услышать: Уникальные патентованные насадки для торцевания и снятия оксидного слоя !!
- Ritmo TURBO 20 мм
- Ritmo TURBO 25 мм
- Ritmo TURBO 32 мм
- Ritmo TURBO 40 мм
- Ritmo TURBO 50 мм
- Ritmo TURBO 63 мм
Скребки для снятия оксидного слоя.
Снимать оксидный слой надо обязательно перед электромуфтовой сваркой. Иначе мы не получим качественного сварного соединения. Для малых диаметром удобно применять Turbo насадки. А для больших мы рекомендуем специальные скребки. И опять небольшой фильм для демонстрации:
- Скребок для удаления оксидного слоя RTC 160 (от D 50 до D 160 мм)
- Скребок для удаления оксидного слоя RTC 315 (от D 75 до D 315 мм)
- Сребкок для удаления оксидного слоя RTC 710 (от D 355 до D 710 мм)
В наличие также есть сребки серии Ritmo PS:
- Скребок для удаления оксидного слоя PS 180 (от D 75 до D 180 мм)
- Скребок для удаления оксидного слоя PS 400 (от D 125 до D 400 мм)
Сварочные аппараты и их разновидности
По характеристикам все приборы данного назначения делятся на два класса:
- Устройства для сварочных работ с полиэтиленовыми трубами встык либо в раструб.
- Агрегаты для пайки с помощью электромуфты.
Обе разновидности состоят из трех частей:
- Трансформаторный блок — обеспечивает подачу электричества.
- Модуль мощности — контролирует поток напряжения во время плавки частей труб.
- Узел регулировки температурного режима — определяет нужную температуру плавления и поддерживает ее на требуемом уровне.
Аппараты для стыковой пайки
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Сварочное зеркало ручного типа
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.











Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
Способы сваривания
Сварка труб марки ПНД выполняется такими способами:
- фланцевый или раструбный;
- неразъёмный или сварной.
Выбирать надо, учитывая условия эксплуатации, например, когда строят магистраль высокого давления, то используют электромуфтовый вариант или встык.
Именно такой метод позволит получить в результате надежность соединения труб ПНД, а в трубопроводах, где жидкость протекает самотёком, применяются разъёмные соединения, так как их конструкция намного проще.
Соединение неразъемного типа
Вариант сварки встык применяется для монтажа труб с диаметром от 50 мм и более, качество выполнения работ гарантирует использование аналогичного типа аппарат.
Стыковой вариант сварки
Принцип прост — торцы трубы разогреваются до температуры плавления, а затем соединяются под давлением, пластик застывает и образует единое целое. Место стыковки имеет прочность не хуже, чем труба. Для выполнения такого метода трубы жестко закрепляются фиксаторами аппарата, затем торцы нагревают круглой пластиной. Когда пластик начинается плавиться, плиту убирают, а трубы с силой прижимаются торцами.
Процесс имеет такие особенности:
- Используют только для соединения труб или фитингов идентичных диаметров.
- Толщина стенок должна быть не менее 5 мм.
- Температура среды — от +15 C.
- Станок отличается низким потреблением электрической энергии.
Параметры сварки полиэтиленовых труб методом встык берут из специальных таблиц.
Важно! Аналогичную технику лучше брать в аренду у монтажной фирмы, так как в быту вы ее часто использовать не будете, поэтому приобретение в магазине —нерентабельно
Электромуфтовый способ
 Применяется при прокладке магистралей с внутренним давлением до 16 атмосфер, на практике обходится дороже из-за использования муфт для каждого стыка. Методика простая:
Применяется при прокладке магистралей с внутренним давлением до 16 атмосфер, на практике обходится дороже из-за использования муфт для каждого стыка. Методика простая:
- Торцы труб предварительно зачищаются.
- В муфту вставляются трубы, жестко закрепляемые струбцинами.
- К специальным отверстиям подключается напряжение. Внутри изделия происходит расплавление материала, после остывания получается монолитная конструкция.
До окончания процесса все составляющие должны оставаться неподвижными, как в период нагревания, так и при остывании.
Такая методика применяется, если нужно сделать врезку в действующую магистраль, при сварке большого количества стыков рентабельнее применение стыковой методики.
Разъемные методы
Аналогичная стыковка труб ПВХ и ПНД не столь надежна, чем сварная, но этот способ имеет свои преимущества. Среди них:
- для осуществления стыковки магистрали нет нужды приобретать дорогостоящее оборудование;
- соединение производится в любом месте, где сварочное оборудование использовать нельзя, например, под водой;
- такая методика позволяет быстро соединить трубы.
Кроме перечисленных достоинств, немаловажен тот факт, что работать может не квалифицированный исполнитель.
Фитинги из ПНД
Установка происходит таким способом:
- Конструкция разбирается, открутив накидную гайку.
- Торцы зачищаются, снимается фаска специальным изделием.
- На трубе делается отметка, указывающая глубину ее вхождения в фитинг.
- Дли облегчения скольжения, законцовки труб смазывают раствором мыла.
- После введения трубы гайка затягивается, но при этом надо быть осторожным, чтобы не переусердствовать.
Соединение производится самостоятельно, без помощи специалистов-сантехников.
Установка фланца
Такой метод выбирается, когда ПНД труба присоединяется к стальному аналогу, а также при врезке для установки вентилей, задвижек или регуляторов. Все работы выполняются с такой последовательностью:
- на законцовке трубы нарезается резьба;
- затем накручивается переходник;
- надевается отвод трубы;
- место стыковки прогревается муфтой или при помощи строительного фена;
- выдерживается вся конструкция до остывания.
Перед одеванием фланца убедитесь, что внутри нет заусенцев и острых кромок, которые могут повредить торец ПНД трубы при контакте.
Электромуфтовая сварка. Технологический процесс:
- обработанные концы труб вводят внутрь соединительной детали до упора(для седловых отводов – одевают отвод на трубу);
- закрепляют трубы вместе с соединительной деталью в специальном центрирующем и фиксирующем приспособлении (позиционере);
- подсоединяют аппарат к электрической сети или автономному электрогенератору, обеспечивающему необходимое напряжение и мощность;
- присоединяют сварочный кабель к выводам закладного нагревателя детали;
- вводят в память аппарата требуемый режим сварки (предпрогрева) и контролируют по его дисплею заданное напряжение и время;
- запускают процесс сварки (предпрогрева) нажатием кнопки «пуск» (после запуска цикла весь необходимый технологический процесс проходит в автоматическом режиме);
- контролируют визуально прохождение процесса сварки (по дисплею аппарата) и образование сварного соединения (по выдвижению индикаторов сварки);
- после окончания сварки и естественного остывания полученного соединения извлекают трубы из зажимов позиционера и проставляют на сварном соединении его порядковый номер краской или маркерным карандашом.
Аналогичным способом сварное соединение маркируют, проставляя на нем номер клейма сварщика. Параметры режимов сварки вводят в память сварочного аппарата в соответствии с принятыми для используемого типа детали принципами и возможностями самого сварочного аппарата (штриховой код, система обратной связи или ручной ввод).
Особенности муфтового метода
У муфтовой сварки полиэтиленовых заготовок в сравнении со стыковым методом обработки имеет целый ряд достоинств, несмотря на то, что с чисто экономической точки зрения она менее выгодна.
Преимущества её проявляются в тех случаях, когда работать предстоит в очень стесненных условиях (в ограниченных пространствах).
Этот метод сварки труб ПНД чаще всего применяется при необходимости восстановительного ремонта или для обустройства разветвлений в действующих трубопроводах.
Электрическая муфта внешне выглядит как фасонное изделие из полиэтилена с размещёнными в её основании электрическими спиралями. Эти изделия выпускаются в расчёте на трубы ПНД разного диаметра и дополнительно калибруют посредством специального штрих-кода.
Код содержит в своём обозначении данные о допустимых температурных режимах, а также о предельной продолжительности нагрева труб при данном виде сварки.
В случае соединения прямолинейных участков ПНД труб применяются муфты обычной (продольной) формы. При работе со сложными конструктивными образованиями потребуются дополнительные элементы нагрева, такие как тройники, отводы седлообразной формы и некоторые другие полиэтиленовые переходники со встроенными в них спиралями.









Принцип работы таких соединителей при сварке труб ПНД своими руками проще всего представить таким образом. После включения муфты и подачи тока на спираль нагревателя температура прилежащего слоя повышается, вызывая его расплавление. Одновременно с этим нагреваются торцы полиэтиленовых изделий, находящиеся под муфтой.
Вследствие этого сплавляемая часть ПНД трубы расширяется и создаёт давление, достаточное для качественной сварки заготовок. После снятия напряжения питания зона сплавления остывает и по мере затвердевания на её месте образуется жёсткое шовное сочленение.
Способы соединения труб
Соединения труб ПНД бывает двух видов:
- неразъемные (соединение встык сварочным аппаратом и электромуфтовая сварка);
- разъемные (с помощью соединительных деталей).
Неразъемные соединения
применяются обычно на участках, где трубам предстоит работать в сфере высоких давлений. Соединения при помощи сварки подходят для всех ПНД труб диаметром более 50 миллиметров. Полученный в результате сварки шов прочнее самой трубы в несколько раз и обеспечивает абсолютную герметизацию стыка.
Сварка труб встык
Стыковая сварка труб пнд осуществляется при помощи специального аппарата. Суть такого соединения состоит в нагревании торцов труб специальным нагревательным элементом до вязкого состояния. Смягченные концы труб соединяют под давлением и оставляют остыть место соединения естественным способом. Предварительно концы труб обезжиривают и очищают от загрязнений.
Полученный сварочный шов должен быть ровным, высота его выступа – одинаковой. Только в этом случае он будет максимально прочен и надежен.

Сварка встык – основной способ соединения труб ПНД. При четком соблюдении технологии сварки получаются прочные и долговечные соединения
Сварка встык считается одним из самых популярных способов соединения трубопроводов, однако нельзя сбрасывать со счетов и второй, не менее эффективный способ – соединение при помощи электромуфт.
Электромуфтовая сварка
Для этого типа сварки используется фасонная муфта из полиэтилена. В нее вставлены электрические спирали и при прохождении электрического тока по ним муфта разогревается до нужной температуры и приваривается к трубам, прочно скрепляя их при застывании. Как и при стыковой сварке, перед началом работы концы труб тщательно очищают.
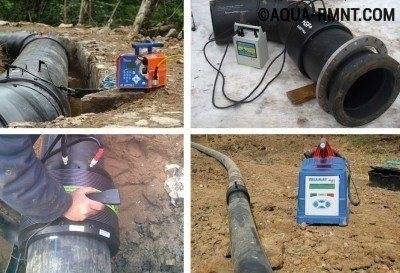
Технологию электромуфтовой сварки активно применяют в стесненных условиях – при создании врезок в ранее соединенные трубы, в колодцах, при ремонте и монтаже отводов и др.
Сварные соединения должны отвечать следующим требованиям:
- смещение свариваемых отрезков по отношению друг к другу не должно составлять более 10% от толщины стенки полимерной трубы;
- стыковой шов не должен располагаться ниже внешнего уровня поверхности трубы;
- качественный сварной шов имеет высоту валика не более 2,5 миллиметра на трубах с толщиной стенки до 5 миллиметров, а на толстостенных трубах, толщина стенок которых составляет 6-20 мм, его высота не должна быть больше 5 миллиметров.
Разъемные соединения
Такой вид соединения осуществляют на участках, где в будущем может потребоваться реконструкция или ремонт и появится необходимость в разборке. Это встречается в частном домовладении, когда нужно подсоединить трубу от источника водоснабжения к участку водопровода, ведущего к дому.
Бывают также ситуации, когда невозможно применить сварочный метод (нет необходимого оборудования или соединение нужно выполнять в воде). В таких случаях используется муфтовое соединение. Специально выпускаемые для труб ПНД муфты надежно скрепляют стыкуемые отрезки.
Разъемное соединение труб осуществляется двумя способами:
- раструбным соединением (с использованием эластичных уплотнительных прокладок);
- фланцевым и фитинговым соединением, для которого используются специальные крепежные элементы.
Для сборки монтируемых деталей нет необходимости в инструментах и приспособлениях, кроме специального ключа, при помощи которого откручивают и закручивают прижимные гайки на соединительных фитингах. Этот метод подходит для соединения труб небольшого диаметра (20-35 мм).

Применение компрессионных фитингов дает возможность производить соединение ПНД труб без использования сварочного аппарата — их монтаж осуществляется путем сборки элементов фитинга резьбовым способом
Достоинством компрессионных фитингов является возможность разборки при необходимости смонтированных деталей, причем делать это можно неоднократно и выполнить такую работу сможет даже человек без специальной подготовки. Кроме того, этот вид монтажа можно выполнять даже при весьма низких температурах, а наличие в продаже большого ассортимента соединяющих элементов различных диаметров позволяет собрать любые нужные разводки и разветвления в трубопроводе.
Технология сварки ПНД-муфт
Процесс сварки ПНД-муфт выглядит так.
- Концы труб обрезают.
- Верхние слои на месте стыков снимают скребком.
- Все поверхности обезжиривают.
- Диаметры труб уменьшают при помощи хомутов (это нужно для того, чтобы коммуникации свободно входили в муфту).
- Трубы вставляют в фитинг.
- При помощи сварки получают надежное соединение (аппарат подключается, считывает штрих-код муфты и устанавливает необходимые параметры автоматически).
- Коммуникации остывают (длительность варьируется в зависимости от диаметров труб).
- Проверка на герметичность. На стыки наносят пену, а внутрь вводят сжатый воздух. Если на пене нет пузырьков — все в порядке.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.
Штрих-код, расположенный на фитинге
Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 — 30 мин после охлаждения соединения.







Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
Преимущества электросварных муфт
Распространение фитингов подобного типа связано с присущими им значимыми достоинствами, к которым следует отнести:
- долговечность (они могут прослужить более пятидесяти лет);
- относительно невысокую стоимость (если сравнивать с соединениями, выполненными из других материалов);
- неподверженность коррозии;
- способность не утрачивать с течением времени стойкости к гидравлическим ударам и расширениям;
- многообразие конфигураций и размеров;
Подобные фитинги выпускаются в различных размерах и конфигурациях, что обуславливает их широчайшее применение
- возможность применения при соединении труб как разного диаметра, так и изготовленных из разных материалов (особенно при соединении металлических труб с полиэтиленовыми);
- легкость установки, не требующая профессиональных навыков;
- невероятную быстроту монтажа;
- недоступную для аналогичных соединений, выполненных из других материалов, возможность установки в самых сложных местах трассы трубопровода. Они совершенно незаменимы, когда требуется соединение на повороте, разветвлении, присоединениях арматуры.
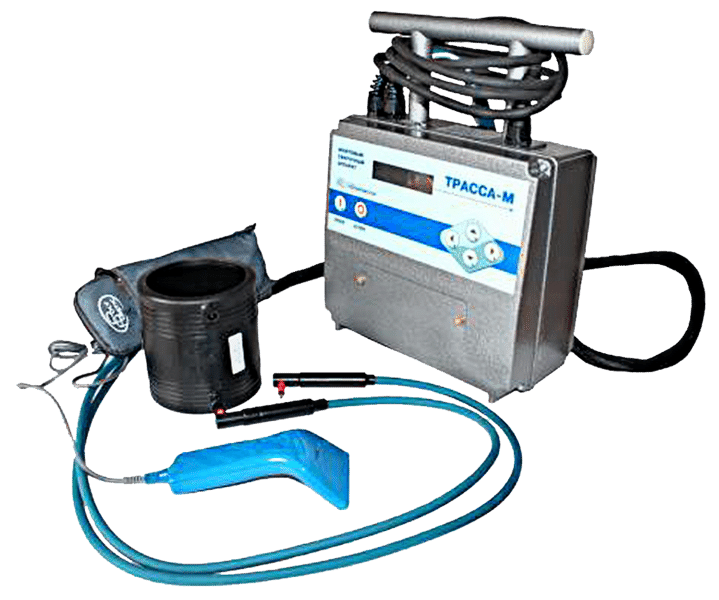
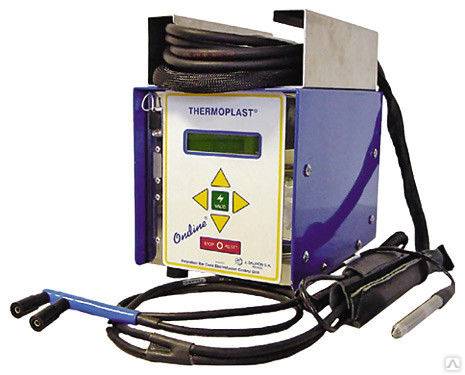
Аппарат
Аппарат для муфтовой сварки полиэтиленовых труб обеспечивает монолитное соединение, устойчивое к вибрациям и ударам. Качество образуемого шва находится в зависимости от устройства конкретной модели. В зависимости от выбранного оборудования можно будет работать различных режимах – ручным или автоматическим. Имеются аппараты со смешанным режимом. С помощью такого оборудования имеется возможность управления параметрами дуги, снижения уровня шума и количества брызг.
Основными элементами конструкции являются трансформатор, регулятор напряжения, блок управления в виде микропроцессора. Помимо этого аппарат электромуфтовой сварки снабжен жидко-кристаллическим индикатором, памятью, встроенными вольтметром и омметром. Имеется выключатель с индикацией зеленого цвета. Важным элементом является регулятор температуры. Фитинги для электромуфтовой сварки играют роль соединительных деталей.
Конструктивно фитинг представляет собой полый стержень, изготовленный из полиэтилена высокой плотности, внутри которого имеется закрытая нагревательная спираль. По краям муфты расположены желобы, функция которых заключается в обеспечении плотного прилегания к поверхности трубы во время сварочного процесса. Это препятствует попаданию внутрь грязи и пыли. Функцию несущего элемента муфта не выполняет. Для этого имеется такое устройство как позиционер
Важной характеристикой при сварке является выставление соосности трубы и фитинга, а также обеспечение их надежной фиксации

Аппарат для электромуфтовой сварки имеет возможность контроля процесса сваривания и его корректировки при необходимости в случае работы в автоматическом режиме. Все данные заносятся в специальный протокол. При его анализе можно выяснять имеющиеся недочеты. Имеется возможность изменять режим в зависимости от температуры и влажности окружающего воздуха. Начинать сварочные работы на следующем участке имеется возможность уже, установив новые данные, что будет способствовать улучшению соединения. При этом отключать источник энергии не требуется.





