

Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
 Конструктивные элементы сварных соединений
Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.Сварку можно вести слева направо, справа налево,от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Сущность процесса электрошлаковой сварки
В процессе электрошлаковой сварки, электрический ток, подающийся через ванну расплавленного шлака, расплавляет основной и присадочный металл и поддерживает постоянную температуру расплава. Этот процесс стабилен при глубине шлаковой ванны в пределах 35-60мм. Ванну легче сформировать при вертикальном положении сварного шва. Наименее удобно электрошлаковую сварку выполнять в нижнем положении. Для принудительного охлаждения расплава и формирования сварного шва, в большинстве случаев, применяются медные устройства с водным охлаждением. Схема электрошлаковой сварки показана на рисунке:
При электрошлаковой сварке весь электрический ток подаётся к шлаковой ванне, а через неё к электроду и свариваемым кромкам. Стабильность этого процесса возможно только благодаря постоянной температуре расплавленной шлаковой ванны. Температура расплава может достигать 1900-2000°C.
Большая часть тепловой энергии из шлаковой ванны передаётся в металлическую ванну, а от неё – к свариваемым кромкам через капли электродного металла. Распределение всей тепловой энергии, выделяющейся в шлаковой ванне, распределяется следующим образом: 20-25% тепла расходуется на расплавление сварочной проволоки, 55-60% идёт на расплавление основного металла, 4-6% уходит на расплавление флюса и поддержание стабильно температуры шлаковой ванны, а 12-16% составляют потери тепла через ползуны и теплоотвод в свариваемых деталях.
Основные схемы процесса
Электрошлаковый процесс может быть применён не только для сварки, но и для наплавки, переплава и отливки. Электрошлаковую сварку (ЭШС) можно выполнять проволочными электродами, плавящимся мундштуком, или же электродами большого сечения. На рисунке ниже представлены схемы ЭШС проволочными электродами:
На практике наибольшее распространение получили схемы а и б, они позволяют сваривать металл толщиной от 20 до 450мм с помощью проволоки диаметром 3мм. Схема в предназначена для сварки металла, толщиной до 120мм. Схема г в 1,5-2 раза производительнее схем а и б. А схема д узконаправлена и предназначена для сварки низколегированных сталей толщиной до 100 мм без последующей термообработки.
Схема е применяется при монтаже крупных изделий больших габаритов без последующей термообработки. Толщина свариваемого металла до 60мм. Сварку по этой схеме отличает высокая производительность и повышенные мех. свойства сварного шва. Все эти схемы можно выполнить на обычном сварочном оборудовании.
На следующем рисунке представлены схемы электрошлаковой сварки мундштуком и электродами большого сечения:
Схемы а-в выполняются плавящимся мундштуком и предназначены для сварки металла очень большой толщины, более 450мм при помощи прямых и криволинейных швов. При сварке сталей и сварке титана этим способом применяется проволока диаметром 3-мм.
Схемы г-ж выполняются электродами большого сечения. По схеме г сварка выполняется одной, двумя, или тремя пластинами, подключенными к общему, или разным источникам сварочного тока. По схеме д сварку выполняют одной, двумя, или тремя пластинами, имеющими продольные разрезы. На схеме е изображён процесс контактно-шлаковой сварки. Схема ж представляет собой сварку пластинчатыми электродами с бифилярной схемой подключения электродов к источнику питания. Такой способ сварки редко применяется для сварки сталей, он получил наибольшее распространение при сварке алюминия, или при сварке меди.
Типы сварных соединений и виды сварных швов
На рисунках ниже представлены типы сварных соединений и виды сварных швов, которые можно выполнить при помощи электрошлаковой сварки:
При сварке стыкового шва между двумя кромками, обычно, предусматривается технологический зазор, являющийся одним из важных параметров режима сварки. Все конструктивные элементы сварных кромок и сварных швов для электрошлаковой сварки регламентированы в ГОСТ 15164.
В случае ЭШС в стык при разной толщине свариваемых деталей, либо утончают более толстую кромку, либо к более тонкой приваривают дополнительную пластину для уравнивания толщины.
Электрошлаковая сварка угловых соединений и тавровых на практике встречается реже, чем стыковых. Если ЭШС выполняется плавящимся мундштуком, то на сварных кромках делают V- или К-образную разделку. Прямолинейные швы выполняются в вертикальном положении. Допустимая величина наклона составляет 15-20°. Выполнение кольцевых швов возможно на цилиндрической, конической или сферической поверхностях.
Природа возникновения явления
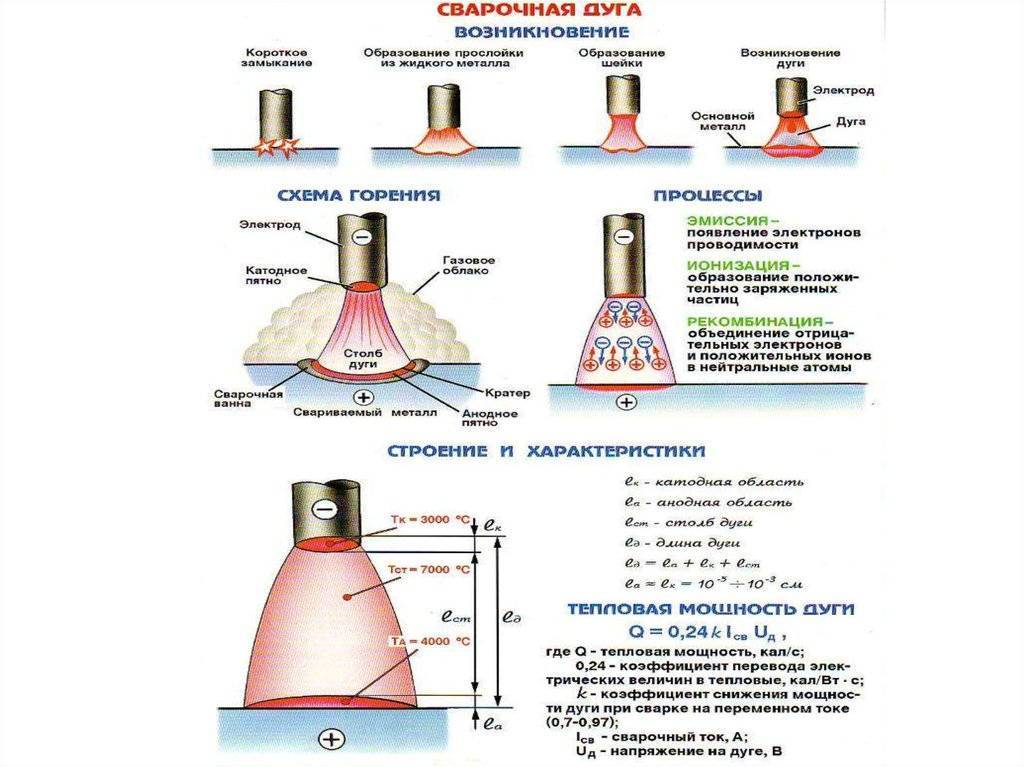
Процесс формирования дуги выглядит следующим образом:
- Сварщик на долю секунды касается электродом металлической заготовки.
- В момент контакта происходит короткое замыкание, сопровождающееся протеканием тока большой силы и, как следствие, мощным выделением тепла.
- Металл в точке прикосновения плавится. Он становится вязким, тягучим.
- В момент отрыва расходника от заготовки за ним тянется капля расплава.
- Удлиняясь, она утоньшается с образованием т.н. шейки. В какой-то момент та испаряется и превращается в облако заряженных частиц. Одновременно вследствие высокой температуры в данной зоне ионизируется воздух или защитный газ.
- Под действием электрического поля носители отрицательного заряда устремляются к аноду, положительного – к катоду. Начинается процесс протекания тока в плазме.
 В момент контакта происходит короткое замыкание, металл в точке прикосновения плавится. Каждый этап длится миллисекунды, разряд возникает практически мгновенно. Далее ток поддерживается эмиссией электронов на катоде. По пути к аноду они ионизируют газ и пары металла, увеличивая число свободных носителей заряда.
В момент контакта происходит короткое замыкание, металл в точке прикосновения плавится. Каждый этап длится миллисекунды, разряд возникает практически мгновенно. Далее ток поддерживается эмиссией электронов на катоде. По пути к аноду они ионизируют газ и пары металла, увеличивая число свободных носителей заряда.
При каких условиях начинается горение
Электрическая сварочная дуга возникает при силе тока от 10 до 1000 А и разности потенциалов 15-40 В. В холодном воздухе розжиг затрудняется, поскольку тот слабо ионизируется. В таких условиях прогревают заготовку либо подают теплый защитный газ.
Источники питания дуги
Для создания разряда используют и постоянное, и переменное напряжение. В первом случае сварной шов получается более качественным, а металл разбрызгивается меньше.
Ток из сети 220 В преобразуется трансформатором, дающим на выходе 15-40 В.
С целью уменьшения его габаритов в современных сварочных аппаратах используют схему, состоящую из таких узлов:
- Входного выпрямителя.
- Инвертора – электронного устройства с быстропереключающимися транзисторами, управляемого микросхемой.
- Трансформатора.
- Выходного выпрямителя.
 Инвертор является источником питания дуги. Инвертор превращает постоянный ток в переменный с частотой до 80 кГц. Это позволяет не только уменьшить размеры трансформатора, но и повысить КПД аппарата.
Инвертор является источником питания дуги. Инвертор превращает постоянный ток в переменный с частотой до 80 кГц. Это позволяет не только уменьшить размеры трансформатора, но и повысить КПД аппарата.
Параметры источника подбирают с учетом способа выполнения работ. Например, при ручной сварке длина дуги колеблется, поэтому нужен аппарат с крутопадающей вольт-амперной характеристикой. Благодаря ему разряд при растягивании не гаснет, а при его укорочении ток не становится слишком большим.
При сварке плавящимся электродом с него стекают на заготовку капли металла. В такие моменты возникает ток короткого замыкания, превышающий дуговой на 20%-50%. Он пережигает образовавшийся металлический мостик, и плазменный разряд образуется снова. Эти колебания происходят в короткие моменты времени, поэтому источник должен быстро реагировать на них, стабилизируя разность потенциалов.
Рекомендуем к прочтению Как используется ультразвуковая дефектоскопия
Чем и как определяется мощность
Плазма представляет собой проводник с протекающим по нему электрическим током. Значит, на вопрос о том, чем определяется мощность сварочной дуги, дается тот же ответ, что и для любого резистора: напряжением и амперажем. Скорость выделения тепла равна произведению этих величин.


![Глава xxi. источники питания сварочной дуги [1979 рыбаков в.м. - сварка и резка металлов]](https://metallcore.ru/wp-content/uploads/9/0/6/906d3f688a988d012fcc4a5101d7b05e.jpeg)






Мощность варьируют силой тока, которая зависит от длины дуги.
Чаще мощность варьируют силой тока, которая, в свою очередь, зависит от длины дуги. Одновременно меняется и температура нагрева металла, а с ней и скорость выполнения работ.
Разновидности
Существует несколько классификаций дуг по различным признакам.
По схеме электрического соединения электрические сварочные дуги разделяют на:
- Прямого действия. Одним электродом является свариваемая конструкция, другой электрод плавящийся. Цепь образуют электрод и металл свариваемых деталей. В зазоре между ними разжигается дуга.
- Косвенного действия. Разряд разжигается между двумя параллельными неплавкими электродами и подносится к свариваемым заготовкам.
Классификация сварочной дуги по схеме электрического соединения
По типу газовой среды, в которой возбуждается разряд, они подразделяются на:
- Открытый. Действует в воздухе. Рабочую зону окружает облако из испарившегося металла, продуктов сгорания обмазки электродов.
- Закрытый. Разряд идет под слоем флюсового порошка, облако состоит из испарившихся частиц металлов и инертных газов, выделяющихся при плавлении флюсового порошка.
- С принудительным нагнетанием инертных газов. В рабочую зону вдувается под небольшим давлением смесь инертных газов с углекислым и водородом в определенных пропорциях. Цель такого нагнетания — защитить материал сварочной ванны и нагретой до температуры пластичности зоны заготовок от контакта с кислородом и азотом воздуха.
По длительности работы:
- постоянная (для длительной работы);
- импульсная (мощный однократный импульс, применяется для контактной сварки).
По конструкции и назначению применяемых электродов:
- Неплавкие (графит, вольфрам). Такие электроды не расходуются в процессе сварки, материал шва формируется из расплавившегося металла заготовок.
- Плавкие. Изготавливаются из стальных сплавов. В ходе процесса металлический стержень электрода плавится, стекает в сварной зазор и вместе с расплавившимися кромками заготовок формирует шовный материал.
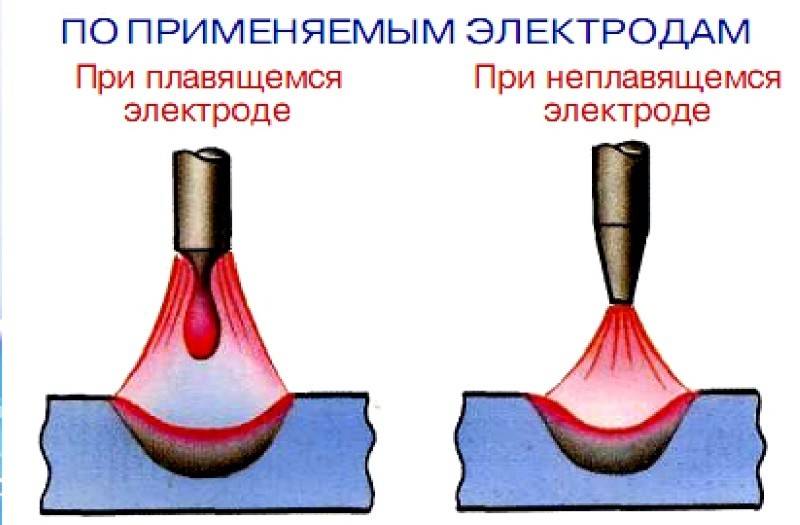
Классификация сварочной дуги по применяемым электродам
В состав плавких электродов включают специальные легирующие добавки, повышающие прочность и долговечность получившегося соединения.
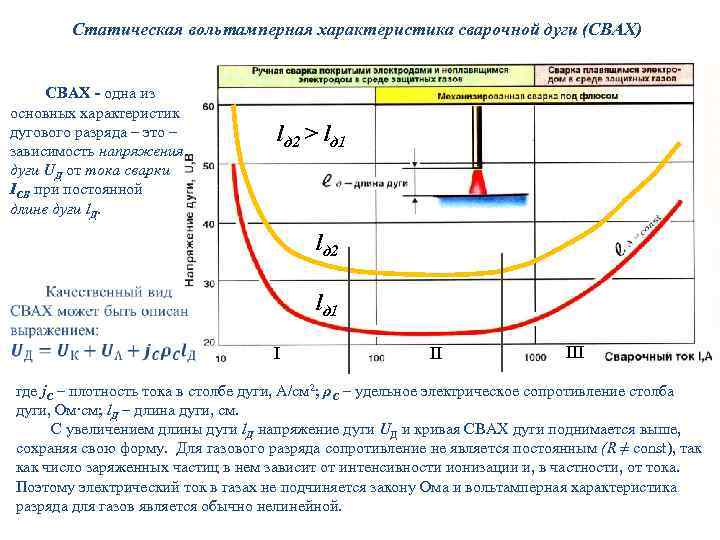
Вольт-амперная характеристика дуги.
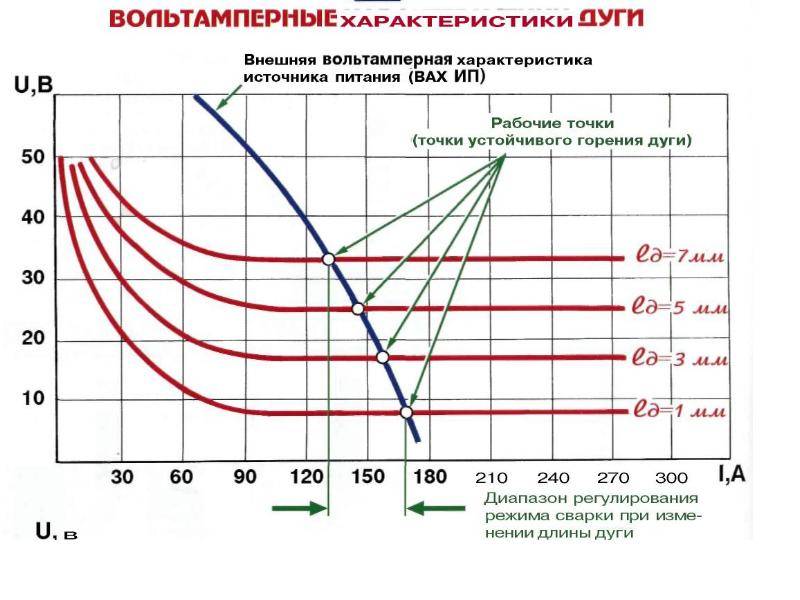
Вольт-амперная (статическая) характеристика дуги – зависимость напряжения дуги от тока внешней сети.
Напряжение на дуге при сварке напрямую зависит от величины сварочного тока и длины самой дуги. В ручной дуговой сварке, чем меньше напряжение тока, тем меньше напряжение на дуге. В автоматическом сварочном процессе напряжение дуги зависит лишь от длины самой дуги: чем длиннее электрическая дуга, тем выше ее напряжение, в результате чего увеличивается количество тепла, идущее на плавление металла и флюса.
Напряжение дуги увеличивается до максимального значения, после чего остается неизменным до погасания электрической дуги.
Напряжение на дуге влияет на конечный результат сварки – качество шва и толщину провара. Чем выше напряжение, тем шире шов и меньше глубина провара изделия. Изменение напряжения дуги может привести к появлению так называемых пор и капель расплавленного металла.
Напряжение дуги при ручной сварке колеблется в небольших пределах – 15-30 Вольт, однако в момент замены электрода напряжение может увеличиться до 70 Вольт.
Дуговая сварка в защитном газе
(рис. 15). При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струёй защитного газа. В качестве защитных газов применяют инертные газы (аргон и гелий) и активные газы (углекислый газ, азот, водород и др.), иногда – смеси двух газов и более. В нашей стране наиболее распространено применение аргона Аr и углекислого газа СО2.
Аргонодуговой сваркой можно сваривать неплавящимся и плавящимся электродами. Сварку неплавящимся электродом применяют, как правило, при соединении металла толщиной 0,5 – 6 мм; плавящимся электродом – от 1,5 мм и более. В аргоне неплавящимся вольфрамовым электродом (Т = 3370 оС) можно сваривать с расплавлением только основного металла (толщиной до 3 мм), а при необходимости получения усиления шва или заполнения разделки кромок (толщина более 3 мм) – и присадочного материала (прутка или проволоки).
Сварку неплавящемся электродом ведут на постоянном токе прямой полярности. В этом случае дуга легко зажигается и горит устойчиво при напряжении 10 – 15 В. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость её горения и снижается стойкость электрода. Однако дуга обратной полярности обладает одним важным технологическим свойством: при её действии с поверхности свариваемого металла удаляются оксиды. Указанное свойство дуги обратной полярности используют при сварке алюминия, магния и их сплавов, применяя для питания дуги переменный ток.
Сварку в углекислом газе выполняют только плавящимся электродом на повышенных плотностях постоянного тока обратной полярности.
Преимущества по сравнению с ручной дуговой сваркой и автоматической под флюсом:
- высокая степень защиты расплавленного металла от воздействия воздуха;
- отсутствие на поверхности шва при применении аргона оксидов и шлаковых включений;
- возможность ведения процесса во всех пространственных положениях;
- возможность визуального наблюдения за процессом формирования шва и его регулирования;
- более высокая производительность;
- относительно низкая стоимость сварки в углекислом газе.
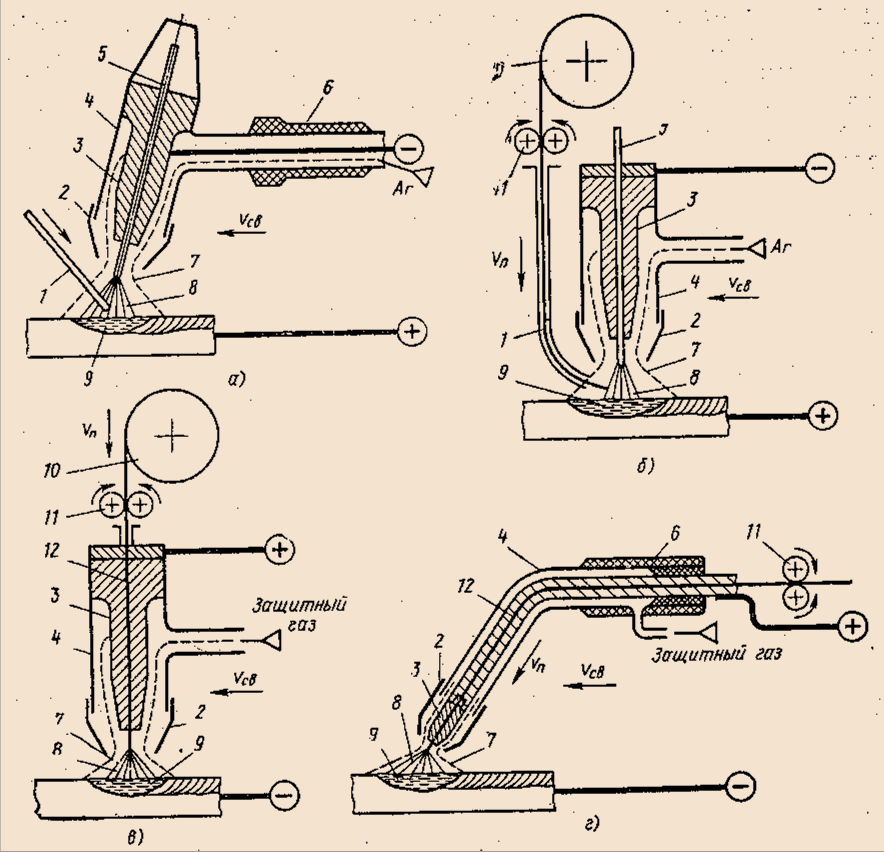
Рис. 15. Виды сварки в защитных газах: 1 – присадочный пруток или проволока; 2 – сопло; 3 – токоподводящий мундштук; 4 – корпус горелки; 5 – неплавящийся вольфрамовый электрод; 6 – рукоять горелки; 7 – атмосфера защитного газа; 8 – сварочная дуга; 9 – ванна расплавленного металла; 10 – кассета с проволокой; 11 – механизм подачи; 12 – плавящийся металлический электрод (сварочная проволока)
Применение: сваривают узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов и т.п. Аргонодуговую сварку применяют для цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов, а также легированных и высоколегированных сталей.
В углекислом газе сваривают конструкции из углеродистой и низколегированной сталей (газо- и нефтепроводы, корпуса судов и т.д.). Преимущества полуавтоматической сварки в СО2 с точки зрения её стоимости и производительности часто приводит к замене её ручной дуговой сварки покрытыми электродами.
На рис. 16 приведена схема сварки в защитных газах.
На рис. 17 показан рабочий момент сварки в защитном газе.

Рис. 16. Схема сварки в защитных газах

Рис. 17. Сварка в защитном газе
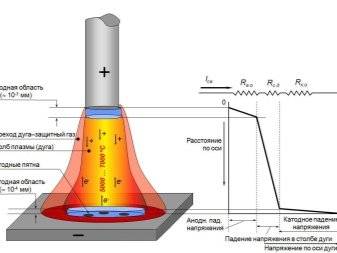
Условия горения
Со стандартными условиями температура в столбе сварочной дуги достигает 7000 градусов, в максимальном своем значении. Используя катод, необходимо добиться постоянной температуры, при которой будет возникать и горечь дуга. В этом случае также учитываются такие факторы, как диаметр, размер и температура окружающей среды.

Важно следить за тем, чтобы значение не колебалось, благодаря чему можно сваривать абсолютно любой материал. Исправный источник питания — залог постоянного показателя температуры элемента, именно это дает влияние на свойство работы элемента
Основные области сварочной дуги – это работа ионизированного газа, а также применение щелочной либо щелочно-земельной группы в виде калия или кальция, чтобы способствовать надежному и хорошему горению сварочной дуги. Вопрос, в какой среде может гореть сварочная дуга достаточно актуальный.



![Глава iii. сварочная дуга [1979 рыбаков в.м. - сварка и резка металлов]](https://metallcore.ru/wp-content/uploads/1/1/f/11fdf8ae4453ae6703a3cde1e18a28ff.jpeg)


Необходимо учитывать много физических и химических факторов, уметь рассчитывать, сколько энергии затрачивается для отрыва электрона от атома, в зависимости от природы газового новообразования и т.д.
Исходя из всего сказанного, можно сделать вывод, что при сварке дуговой металлические конструкции скрепляются надежнее всего. Сварочные работы сильно влияют на промышленную сферу сегодняшнего дня, из-за возможности под высокой температурой сварочной дуги припаивать различные материалы друг к другу.
Чтобы получить качественный и надежный шов нужно задействовать силы, действующие в сварочной дуге, изучить всю её характеристику, понимать каждое значение плотности тока, температуры, напряжения, что даст возможность провести процедуру быстро и без трудностей.
Источник
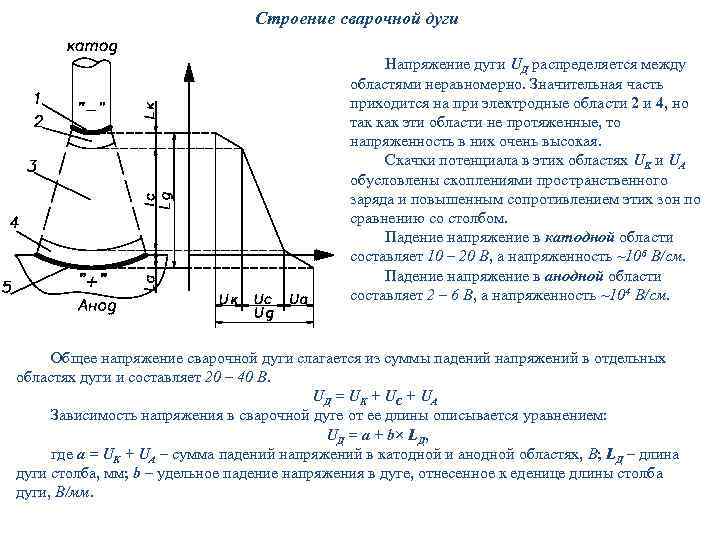
Структура дугового разряда
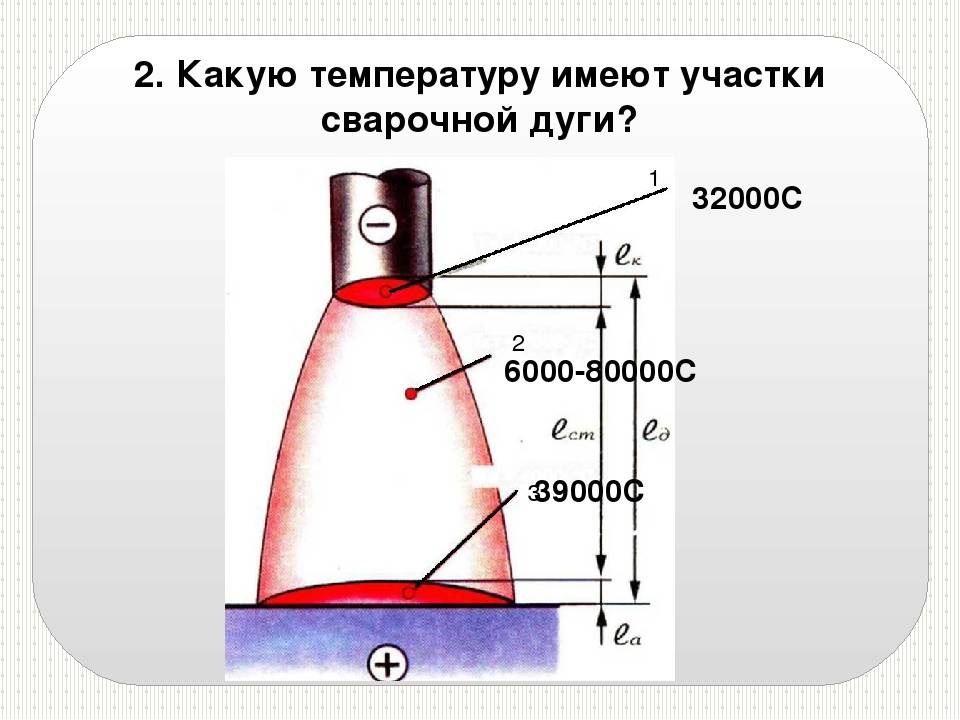
 Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт.
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при , наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Внешняя характеристика источников питания сварочной дуги
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги.
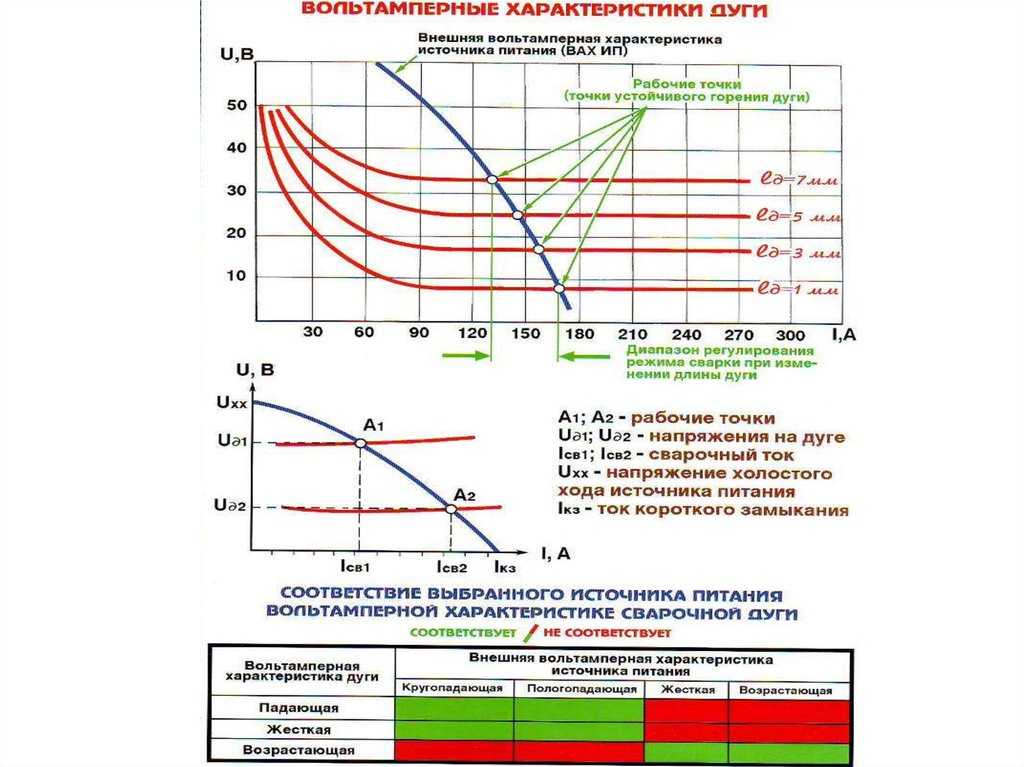
Внешние характеристики сварочных генераторов, показанные на рис. 1 (кривые 1 и 2), являются падающими. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. При одинаковом падении напряжения (изменении длины дуги) изменение сварочного тока неодинаково при неодинаковых внешних характеристиках источника. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1, при пологопадающей — а2.
Рис. 1. Внешняя характеристика источников питания: 1 — крутопадающая внешняя характеристика; 2 — пологопадающая; 3 — жёсткая; 4 — пологовозрастающая |
Рис. 2. Внешняя характеристика источников питания и сварочной дуги: а — сплошная линия — генератора, штрихованная — дуги в момент возбуждения; штрихпунктирная — дуги при горении; б — характеристика источников питания сварочной дуги. |
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 2).
В момент зажигания дуги (рис. 2, а) напряжение падает по кривой от точки 1 до точки 2 — до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3 — 5 мм напряжение возрастает по кривой 2—3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с, этой величиной оцениваются динамические свойства источника.
На рис. 2,6 показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В (повышение напряжения облегчает зажигание дуги, но одновременно увеличивается опасность поражения сварщика током). Для постоянного тока напряжение зажигания должно быть не менее 30 — 35 В, а для переменного тока 50 — 55 В. Согласно ГОСТ 7012 —77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 1, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (рис. 1, кривая 4).
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме сварочной дуги
Относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме характеризуют повторно-кратковременный режим работы источника питания.
Величина ПР определяется как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы и выражается в процентах
где tp — непрерывная работа под нагрузкой; tц — длительность полного цикла. Условно принято, что в среднем tp = 3 мин, а tц = 5 мин, следовательно, оптимальная величина ПР % принята 60%.
Различие между ПР% и ПВ% состоит в том, что в первом случае источник питания во время паузы не отключается от сети и при разомкнутой сварочной цепи работает на холостом ходу, а во втором случае источник питания полностью отключается от сети.
Длина дуги, кратер, провар.
Сам процесс электродуговой сварки протекает следующим образом.
Как только мы касаемся заготовки токоведущим электродом и сразу же возвращаем ее на определенное расстояние, образуется дуга в вольтах и сразу начинается плавление основного металла и металла проводника. В результате конец электрода всегда находится в расплавленном состоянии, а жидкий металл с него в виде капель переходит в сварной валик, где металл электрода смешивается с расплавленным металлом заготовки.
Хотя дуга развивает очень высокую температуру, она выделяет тепло в очень небольшом пространстве чуть ниже дуги.

Диаграмма длины дуги
Если мы рассмотрим дугу, возбуждаемую металлическим электродом через темное стекло, мы позаботимся о том, чтобы в точке образования дуги между электродом и основным металлом на основном металле выделялась раскаленная поверхность, которая непосредственно под выдувным стеклом имеет форму впадины, заполненной жидким металлом. Создается впечатление, что это углубление образовано так, как будто жидкий металл выбрасывается дугой. Это углубление называется сварочной ванной. Его окружает нагретый до белого каления металл, а температура нагрева прилегающего участка быстро падает до красного и уже на небольшом расстоянии, величина которого меняется в зависимости от диаметра электрода и силы тока, температура составляет относительно температуры свариваемого объекта.








Что это такое?
Сварочной дугой называют энергетический электрозаряд между электродами, который имеет длительную продолжительность и большое количество выделяемой энергии, ему характерна разница потенциалов, что возникает в среде газов. Определение данного понятия также свидетельствует о том, что металл с высокой плотностью электрического напряжения нагревается с высокой скоростью, изначально становясь пластичным, а в последующем готовым к плавке.

Максимальным показателем температуры, которую может достичь электрическая дуга, принято считать не более 7000 градусов по Цельсию. На практике в сварке известно, что таким образом обрабатываются металлы, которым присуще свойство плавки при температурном показателе более 3000 градусов. Согласно теоретическим данным о свойствах и строении данного электрического заряда он имеет вид проводника, в основе которого ионизированный газ. Он состоит из частей, зон, которые выделяют большой объем тепловой энергии во время протекания по ним тока.

Во время поджига дуги происходит создание гальванической цепи. В этом процессе принимает участие пара электродов, что представляют собой совокупность анода, катода, а также ионизированного газа. При протекании ток способствует нагреванию, свечению. Последнее обусловлено фотонным излучением.
При построении сварочных цепей не обойтись без участия таких областей:
- анодной;
- катодной;
- столба дуги, который имеет длину от 4 до 6 миллиметров.

На первых участках происходит возникновение активных пятен, также осуществляется максимальный спад напряжения и нагревание. Во время действия электрической дуги наблюдается не только повышенная температура, но и ультрафиолетовое излучение.

Благодаря вольт-амперной характеристике определяют мощность напряжения дуги, которая напрямую связана с источником питания. От того, какой будет мощность сварочной дуги, зависит множество иных факторов, например ее длина. Характеризуясь одинаковыми параметрами источников электричества, у дуги с большей длиной будет выше мощность.
Сварочную дугу используют при стандартном процессе сваривания, при этом она характеризуется простотой проведения процедуры. Помимо этого, данный энергетический электрозаряд нашел свое применение в газовой сварке полуавтоматического типа. В этом случае на дугу подают сварочную проволоку, что способствует расплавлению материала.


Также дуги используются в автоматах, которые считаются довольно простыми в создании, и поэтому распространены в промышленном производстве. В данном случае могут использоваться как плавкие, так и неплавкие электроды. Ручная дуговая сварка работает с обычной конструкционной сталью, при этом она обеспечивает стабильность горения и надежность швов.

Мощность сварочных дуг имеет прямую зависимость от следующих факторов:
- длины сварочной электрической дуги – она также способна определять объем тепла, что выделяется во время горения;
- силы тока – большая сила тока препятствует угасанию длинной дуги;
- напряжения – при повышении напряжения в небольшом диапазоне мощность возрастает.


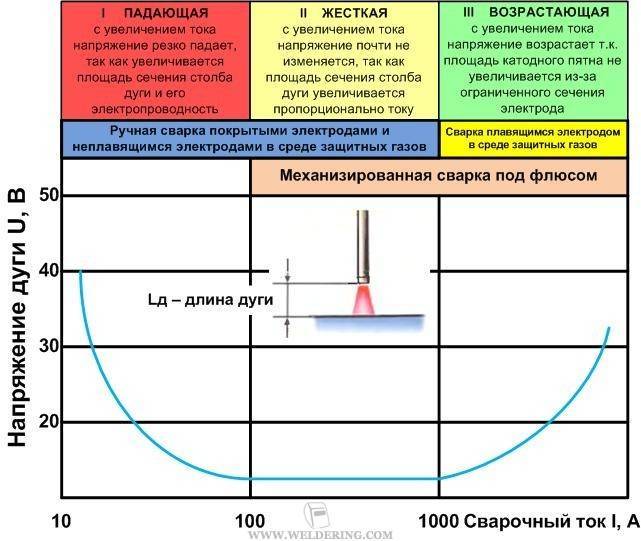
Вольт-амперная характеристика энергетического электрозаряда – это график, который выражает зависимость напряжения от смены тока. Данный показатель может иметь такие виды:
- нисходящий, который снижается при росте напряжения;
- стабильный, который не меняется при смене силы тока;
- восходящий, растущий при повышении силы тока, он обычно используется в сварках-автоматах.

По сравнению с другими электрическими зарядами дуге характерны такие особенности:
- высокая плотность тока;
- неравномерное падение напряжения вдоль по разрядному столбу;
- обратная пропорциональность температуры относительно ее толщины;
- большое число вариантов рабочего режима.
Электросварку можно назвать самым быстрым и при этом надежным вариантом неразъемного соединения деталей металлической конструкции. Ее можно применять в самых разнообразных сферах человеческой жизни, начиная от строительства и заканчивая транспортом.







