

Содержание и стоимость
Приборы, имеющие дорновую конструкцию, требуют осторожного обращения и периодической чистки. Основными элементами конструкции являются сложносопрягающие механизмы, которые нуждаются в обслуживании. Стоимость аппаратов достаточно высока
Это обусловлено тем, что их предполагается использовать для масштабных работ. Наиболее дешевые модели применяются для обработки мелкоформатных труб. Бюджетная группа приборов представлена полуавтоматическим оборудованием. Автоматическими станками обзавестись сложнее по причине более высокой стоимости. Они применяются в промышленных целях
Стоимость аппаратов достаточно высока. Это обусловлено тем, что их предполагается использовать для масштабных работ. Наиболее дешевые модели применяются для обработки мелкоформатных труб. Бюджетная группа приборов представлена полуавтоматическим оборудованием. Автоматическими станками обзавестись сложнее по причине более высокой стоимости. Они применяются в промышленных целях.
Это интересно: Гидравлические прессы — работа, видео, фото, чертежи, схемы
Смазка дорна
Смазка дорна является очень важным процессом, она способствует равномерному сгибу трубы. Смазка нужна для того, чтобы снизить силу трения при сгибании трубы, находящейся под давлением. Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Трубогибы со стабилизирующей деталью (дорном) — гораздо более профессиональное оборудование, нежели ручное или самодельное. Такой станок быстрее и лучше выполняет работы по сгибанию труб под практически любым углом, что позволяет производить прочные и долговечные конструкции без каких-либо соединительных элементов. Но не стоит забывать, что гибка металлических труб с дорном — это процесс, который требует соответствующей подготовки.
https://youtube.com/watch?v=EILOSwyuxoc
Виды дорновых трубогибов
Трубогиб может быть автоматический или полуавтоматический. Полуавтоматические трубогибы стоят дешевле. Но часть работы производится вручную, а это часто требует больших усилий. Управление автоматизированным рабочим процессом производит машина ЧПУ, оснащённая компьютером. Предварительно в него заносят схему сгиба со всеми параметрами и цифрами. Для обслуживания всего процесса достаточно одного человека.
Трубогиб может придавать трубе самые разные углы загиба. Но радиус не должен превышать двух радиусов самой трубы. Если исключить изгибание и придать нужную форму конструкции с помощью соединительных элементов (фитингов), то прочность и надёжность конструкции будет гораздо ниже, нежели у её монолитного аналога.
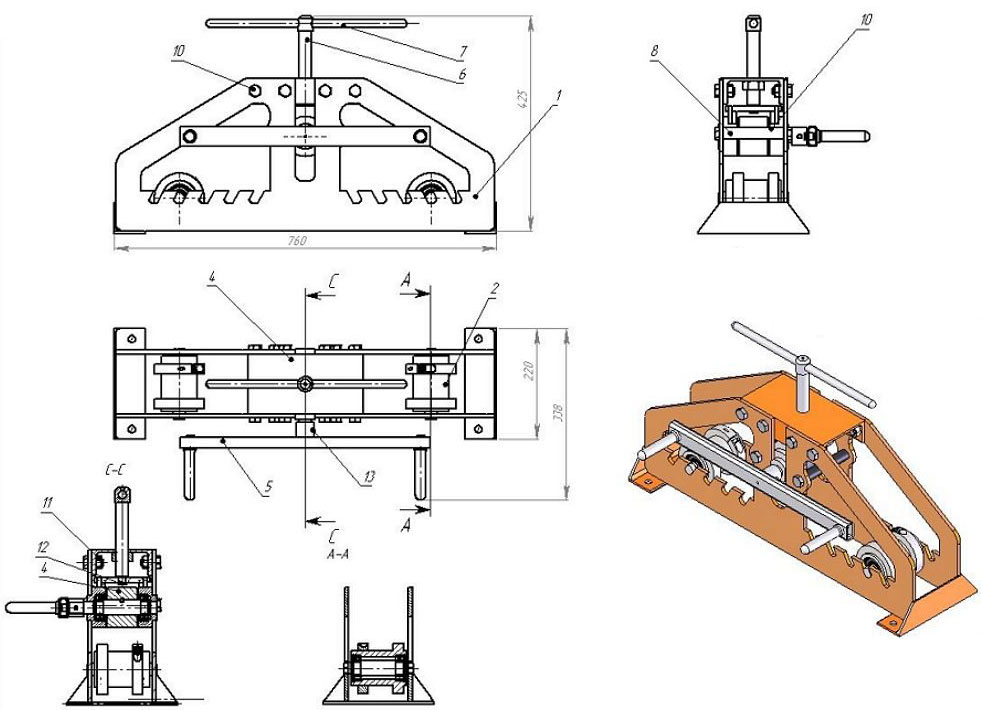
- арбалетный — рама в форме буквы «Т». Включает в себя держатель трубы и подвижной рычаг, расположенный перпендикулярно. Ручной аппарат применяется в основном при монтаже отопительных и водопроводных систем. Способен загибать трубы, образуя угол до 180°;
- гидравлический — бывает ручным и стационарным. Ручные предназначены для сгиба труб с небольшим диаметром, а стационарные используются на производствах и могут сгибать заготовки размеров в поперечнике до 100 мм. Такой трубогиб выполняет угол вплоть до 90°;
- электрический — этот тип применяется в широкопрофильном смысле. Выполняет сгибы практически любой сложности. Его работа полностью контролируется автоматикой, поэтому точность сгиба детали получается идеальной.
Дорновый трубогиб может быть ручным, его применяют при небольших объемах работ
Дорновые трубогибы используют разные схемы выполнения работы. В гидравлических, а также арбалетных системах деталь подвергается точной обработке. Широко распространены схемы, в которых присутствуют роликовые детали. В таких случаях изгибание происходит постепенным наматыванием детали на ролики. Из-за специфичности своей конструкции этот аппарат является стационарным оборудованием. Для работы трубогиба серийного типа требуется обязательное наличие электропитания.
Дорновый трубогиб своими руками — Металлы, оборудование, инструкции

В практике выполнения монтажных работ по сборке сантехнических коммуникаций, а также в процессе прокладки трубопроводов сложной пространственной формы требуется двух-, а то и трёхмерная гибка труб. Лучше всего с поставленными задачами справится дорновый трубогиб.
Дорновой трубогиб
Как использовать дорновый трубогиб правильно – правила эксплуатации
Наличие специального оборудования для быстрого и качественного сгибания труб под нужную конфигурацию делает процесс монтажа водопроводных, канализационных, отопительных и прочих систем намного проще и удобнее. В данной статье мы расскажем о таком современном станке, как дорновый трубогиб, о его особенностях, преимуществах и способе обслуживания.
Конструкция такого трубогиба предполагает наличие дорна – детали, размещенной в месте осуществления изгиба трубы, которая исключает заломы, трещины и деформацию изделия.
В этом и состоит основное отличие трубогиба с дорном от прочих типов станков – работы выполняются быстро, с минимальным процентом брака и с высоким качеством. На промышленных предприятиях трубогибы данного типа пользуются спросом, ведь изгиб получается очень ровным.
Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона. Примечательно, что изгиб трубы на станке с дорном получается практически идеальным, чего нельзя сказать о более простых моделях инструмента.
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: «Разновидности трубогибов с ЧПУ, преимущества и правила использования»). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Классификация
Дорновые трубогибы делятся на следующие виды:
- Полуавтоматические.
- Автоматические.
Полуавтоматические приборы имеют высокую производительность и используются промышленными предприятиями. Они позволяют осуществлять большие объемы работы. Имеют высокую стоимость, поэтому для бытовых целей используются редко. Полуавтоматическим прибором гибка труб выполняется с высокой точностью. Остальная работа осуществляется сотрудниками завода (оператором, или помощником оператора), на котором применяется агрегат.
Автоматический аппарат обладает большей функциональностью, и осуществляет всю работу самостоятельно. Прибор формирует проект, создает программу его осуществления, после чего выполняет необходимые задачи. У ручных аппаратов отсутствует числовое программное управление, поэтому для этой цели они почти не используются. Принцип действия полуавтоматических и автоматических агрегатов схож, но функции различаются в зависимости от конструкции.
По конструкции устройства делятся на приборы, имеющие:
- арбалетную комплектацию;
- гидравлический привод;
- электрическую систему;
- ручную систему;
- комплектацию, изготовленную своими руками.

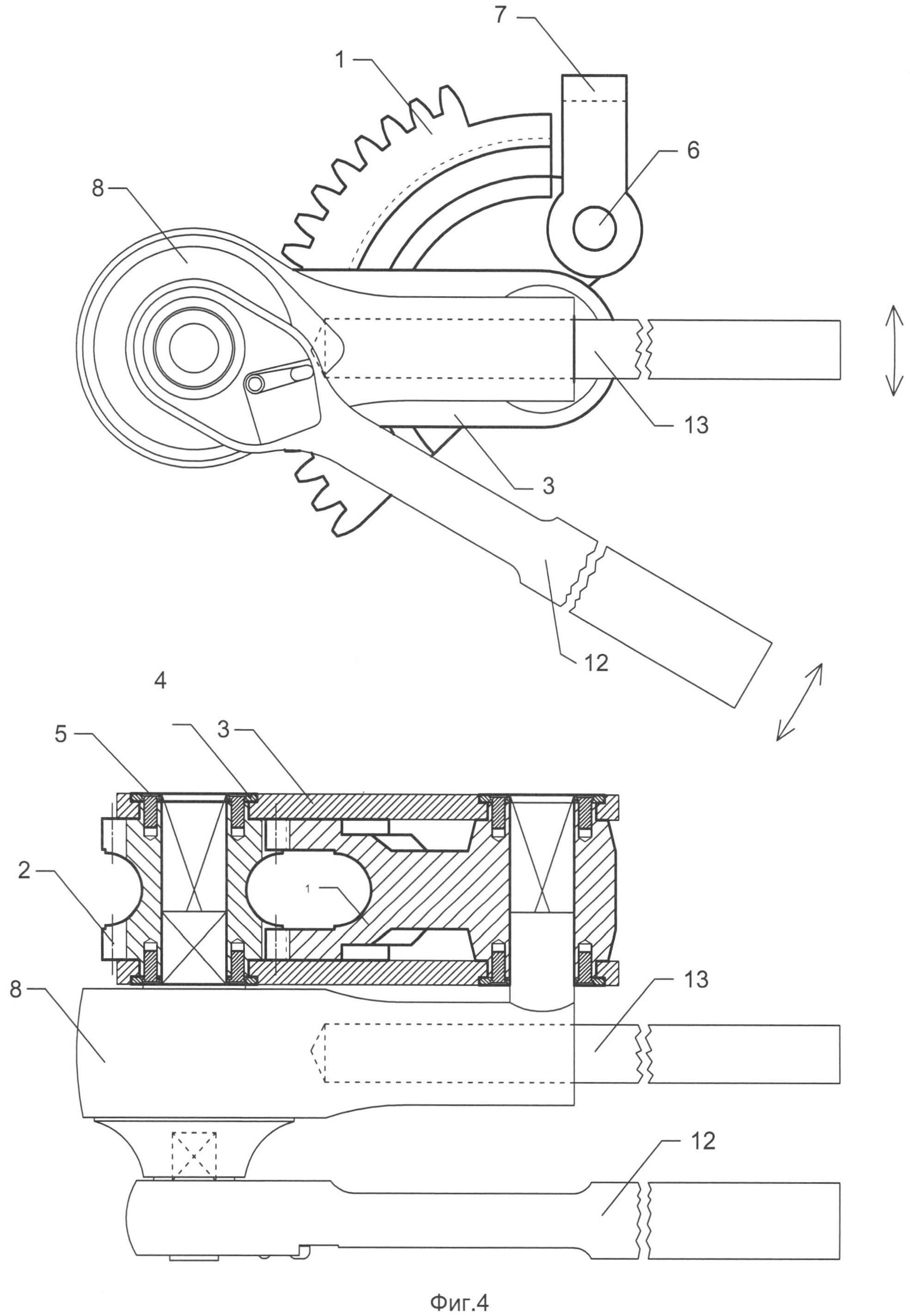
Аппарат имеет простой принцип работы: после фиксации заготовки обеспечивается нужный изгиб. Задача осуществляется под давлением. Схемы воздействия могут отличаться в зависимости от модели. Дорновым трубогибом задача выполняется благодаря наличию специального элемента. Этим элементом является дорн.
Виды и отличия
В основном трубогибы делятся на дорновые и бездорновые. Дорновый трубогиб дороже, это всегда мощный стационарный станок. Бездорновый трубогиб может быть как мобильным, так и стационарным.
Этих моделей намного больше. Бездорновый трубогиб стоит дешевле дорнового, но только если речь идет о сравнении моделей из одной категории. Это надо четко понимать.





Дорн – всего лишь полезная надстройка над гибочным станком. Она отнюдь не играют решающей роли, хоть и действительно помогает людям справляться с задачами эффективнее и быстрее. Как дорновый так и бездорновый трубогиб стационарного типа работает на электричестве.
В этом плане их делят на:
Дорновый и бездорновый трубогиб автоматического образца – самый дорогой и продвинутый вариант. Работает такая техника за счет специально встроенного процессора или ЧПУ. Она нуждается в минимуме рабочего персонала и максимально эффективна.
Насадка с фиксатором дорнового трубогиба
Вам нужно всего лишь задать несколько рабочих параметров, таких как: класс трубы, тип материала, угол и радиус загиба, а затем запустить систему. Остальные операции станок проделает сам.
Полуавтоматические модели нуждаются в большем контроле. Здесь уже разброс по степени управления может быть очень большим.
От моделей, полностью зависящих от внешнего управления, до образцов с примитивным ЧПУ, успешно выполняющих деформирование простейших изделий, но все еще нуждающихся в контроле.
Автоматические трубогибы намного дороже полуавтоматических. Впрочем, это не значит, что они явно лучше. Хороший мастер, использующий полуавтоматический бездорновый трубогиб со своей работой может справиться и быстрее.
Не говоря уже о качестве работ. Автоматика, конечно, может идеально отработать по заданным параметрам, но что делать, если в параметрах ошибка, или же они не соответствуют действительности?
Например, производитель указал не тот класс качества материала, был использован более мягкий металл и т.д. Робот такие вещи не заметит, а вот человек – вполне.
Использование дорновых станков
Рассмотрим процесс взаимодействия с полуавтоматическими дорновыми станками на примере стандартного оборудования, наматывающего трубу на круглый вал.
- Устанавливаем трубу в заготовку.
- Фиксируем ее зажимами.
- Просовываем внутрь дорн.
- Фиксируем дорн.
- Устанавливаем круглую насадку в рабочее положение.
- Крепим насадку к загибочному валу.
- Затягиваем фиксаторы до упора.
- Плавно загибаем трубу до нужного угла. Если пережали – ничего страшного, можете дать обратный ход. За счет действия дорна заготовка не разрушается, поэтому такие действия допустимы.
Вот и весь процесс. Ничего сложного, не так ли? Всего-то нужно правильно зафиксировать трубу (это делается сразу в нескольких местах, с помощью винтовых зажимов), просунуть внутрь дорн, установить насадку и выполнить работу.
Трубогиб дорновый является устройством, в состав которого входит рабочая деталь — дорн, она располагается в точке сгиба и предотвращает ненужную деформацию трубы, сечения и заломы. Отличия станка, имеющего дорн, от других типов оборудования такой же направленности состоит в том, что он имеет специфическую конструкцию, которая позволяет выполнять работу по сгибанию труб на высоком уровне, с небольшим процентом брака. Такое оборудование позволяет получить ровный сгиб и пользуется огромным спросом на производственных предприятиях.
Дорновый трубогиб позволяет получать точные сгибы и полностью исключить деформацию труб во время операции
Особенности самодельного трубогиба
Чтобы изделие получилось качественным, сечение профиля не должно изменяться при изгибании. Поэтому конструкция трубогиба должна быть внимательно просчитана.
Простой трубогиб должен включать такие узлы:
- Рама. Лучше всего делать из швеллера.
- Ролики для подачи трубы, смонтированные с разных сторон рамы.
- Подающий узел из винта и рукоятки.
- Опорные детали, смонтированные посередине рамы.
- Подающая рукоять, соединённая с роликами.
Соорудить подобный инструмент достаточно легко и в домашних условиях. Крепить детали лучше болтами для увеличения надёжности. Оптимальное основание для инструмента – слесарный верстак.
Прижимной узел нужно делать на основе винта, чтобы точно контролировать угол изгиба. Таким образом можно в домашней мастерской выполнять качественную и точную гибку практически любых труб.
Дорновый трубогиб своими руками — Металлы, оборудование, инструкции
В практике выполнения монтажных работ по сборке сантехнических коммуникаций, а также в процессе прокладки трубопроводов сложной пространственной формы требуется двух-, а то и трёхмерная гибка труб. Лучше всего с поставленными задачами справится дорновый трубогиб.
Дорновой трубогиб
Как использовать дорновый трубогиб правильно – правила эксплуатации
Наличие специального оборудования для быстрого и качественного сгибания труб под нужную конфигурацию делает процесс монтажа водопроводных, канализационных, отопительных и прочих систем намного проще и удобнее. В данной статье мы расскажем о таком современном станке, как дорновый трубогиб, о его особенностях, преимуществах и способе обслуживания.
Конструкция такого трубогиба предполагает наличие дорна – детали, размещенной в месте осуществления изгиба трубы, которая исключает заломы, трещины и деформацию изделия.
В этом и состоит основное отличие трубогиба с дорном от прочих типов станков – работы выполняются быстро, с минимальным процентом брака и с высоким качеством. На промышленных предприятиях трубогибы данного типа пользуются спросом, ведь изгиб получается очень ровным.
Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона. Примечательно, что изгиб трубы на станке с дорном получается практически идеальным, чего нельзя сказать о более простых моделях инструмента.
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: «Разновидности трубогибов с ЧПУ, преимущества и правила использования»). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
сохранение диаметра трубы при гибке – фото
Металлические трубы – стальные, железные, медные, алюминиевые, поступают в продажу и применяются в уже готовом виде, и не предполагает его изменения, так как при монтаже используется резьбовое или сварочное соединение. Изделия из мягких металлов – медь, алюминиевые сплавы, и небольшого сечения изгибать своими руками возможно, хотя и нежелательно.

Процесс загибания
Если же речь идет о железных трубах с большой толщиной стенок, то такого рода процесс должен производиться только в заводских условиях.

Классификация изделий
Трубопровод, помимо материала, сечения, формы и толщины стенки отличается методом производства. Последнее имеет весьма большое значение при эксплуатации изделия.





- Сварные – прямошовные или спиралешовные. Имеют сварной шов по всей длине, при этом сваренные кромки характеризуются разной толщиной. При изгибании форму сечения и диаметр изделия крайне сложно сохранить.
Бесшовные – производятся методом прессования, волочения и так далее, и, в свою очередь, подразделяются на две категории.
2.1. Горячекатаные – характеризуются небольшой гибкостью. Толщина стенки неравномерна, что обусловлено технологией изготовления.
2.2. Холоднокатаные – менее всего склонны к деформации при изгибании. Поэтому несмотря на высокую стоимость при создании сложных инженерных систем, используется эта категория продукции.
Деформации при гибке
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.
Что такое дорн
Это механическая составная часть станка или комплекса, на котором осуществляется гибка изделий. С конструкционной точки зрения различают два вида устройства:
- Жесткий дорн – являет собой стержень определенной формы, классифицируется по форме сечения трубопровода.
- Составной или шаровой – включает подвижные сегменты, благодаря которым можно изгибать трубы с очень малым диаметром.
На фото демонстрируется трубогибочный станок.

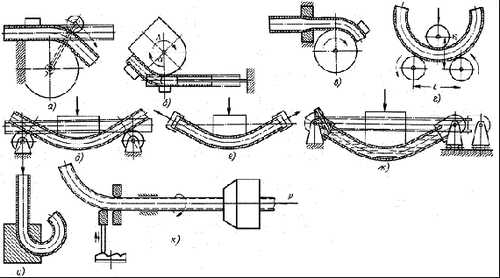
Технология гибки
Применяются два основных варианта. Выбор зависит от радиуса изгиба трубопровода и толщины стенки – больше 3 мм.
- Гибка без дорна – осуществляется при большом радиусе гиба – 3D и более (D – диаметр трубопровода). Для предотвращения деформаций требуются дополнительные операции, например: набивка дробью или песком. Технология считается устаревшей и используется в тех случаях, когда высокое качество не требуется.
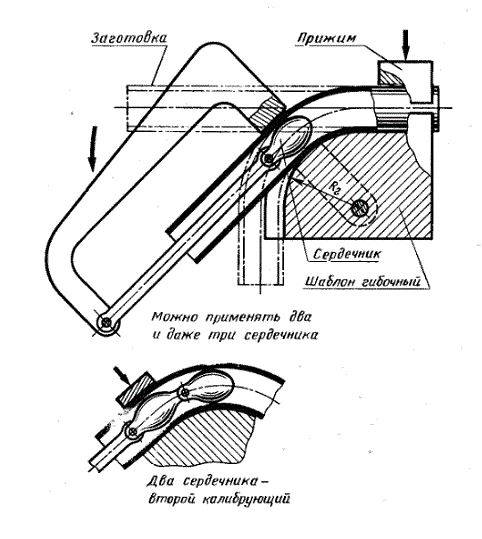
- Гибка с дорном – труба размещается на дорне и под действием соответствующих инструментов изгибается под нужным углом. Применяются оба вида устройства в зависимости от характеристик изделия. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Осуществляется процедура двумя методами.
2.1. Проталкиванием – в этом случае изделие прокатывается через конструкцию из трех вальцов. Последние сообщают величину радиуса изгиба. Технология более известна как трех- или четырех- вальцовая гибка.
2.2. Гибка с поджимом – производится при помощи каретки или направляющей линейки, в зависимости от типа оборудования. Во время работы труба поджимом прижимается к гибочному ролику. Когда последний приходит в движение, изделие снимается с дорна и изгибается на заданную величину. Поджим предотвращает изменение толщины стенки при изгибе и позволяет подвергать трубы изгибанию с очень малым радиусом – 0.95 D и даже 0,78 D. Как правило, при этом используется составной дорн, так как последний позволяет получать трубопровод без прямолинейных участков.

При изгибании трубы с тонкими стенками или из мягких металлов – алюминий, медь, рекомендуется применять метод с поджимом, так как он более точен и предохраняет стенки от утоньшения.
1 Трубогибочный станок — что это?
Трубогиб — устройство, используемое для обработки круглых труб либо профильных изделий квадратного, прямоугольного и овального сечения, изготовленных из стали, меди или алюминия. Такое оборудование широко распространено в промышленности, ремонтной и строительной сфере.
Ранее для гибки труб применялось крупногабаритное оборудование, работающее по принципу индукционного нагрева (металл на месте сгиба прогревается до температуры повышенной пластичности). Современные устройства, в сравнении с ними, обладают следующими эксплуатационными преимуществами:
- компактные размеры, которые не требуют обустройства капитального фундамента под установку станка;
- минимальная высота загрузки трубы — не более 140 см от пола, на которую не влияет диаметр изделия;
- меньший расход электроэнергии благодаря отсутствию потребности в нагреве, воды и смазочных материалов;
- полное отсутствие грязи, которая наблюдается при индукционной гибке с последующим водяным охлаждением;
- низкий уровень шума в процессе работы, комфортная температура в непосредственной близости к оборудованию;
- высокая продуктивность и скорость обработки — современный электрический агрегат способен согнуть крупногабаритную трубу диаметром 400 мм и толщиной стенки 25 мм за 2-3 минуты.
Универсальный электронный гибочный станок
Существует достаточно большое количество разновидностей оборудования по принципу сгибания. Основными методами сгибания являются:
- обкатка;
- волочение;
- вальцовка;
- наматывание.
Для изделий диаметром до 150 мм наиболее часто применяется наматывающее оборудование, которое выполняет изгиб (намотку) трубы вокруг ролика, давя на ее торцевые части. Ранее такой метод имел немало эксплуатационных недостатков, основные из которых — утончение стенки на месте сгиба и возникновение гофр.
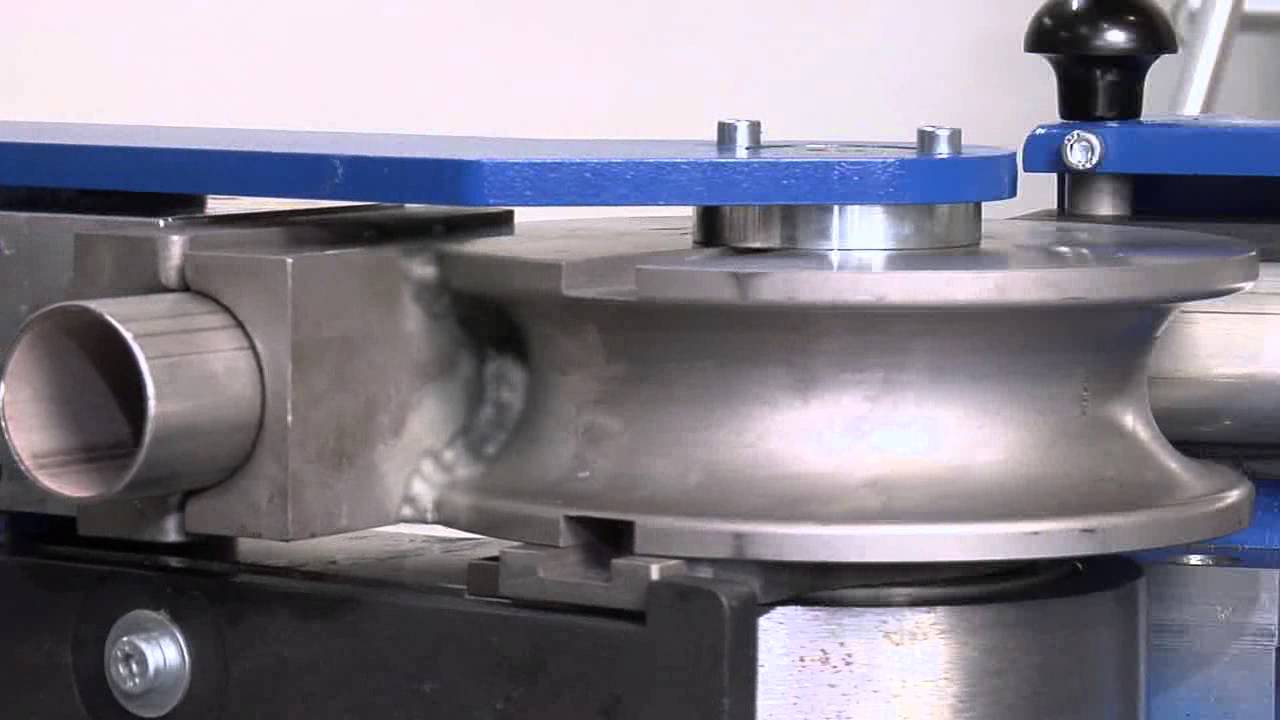
Крупногабаритный гибщик с дорном
Однако с развитием технологии появились станки с дорном, при гибке на которых данные проблемы не возникают. Под дорном подразумевается металлическая вставка, которая размещается внутри сгибаемой трубы и предотвращает деформацию ее стенок. Станки с дорном имеют в комплекте набор вставок разных размеров под конкретные диаметры труб.
Достаточно распространенным является и бездорновый трубогибочный станок, однако возможности применения таких устройств ограничены. Как правило они используются для обработки изделий больших диаметров с тонкими стенками.
1.1 Разновидности трубогибочного оборудования
Трубогибочные станки, в зависимости от конструктивного исполнения, классифицируются на следующие типы:
- ручные — применяются для обработки труб малых диаметров с приложением физических усилий оператором, в такой конфигурации выполняются компактные переносные станки, используемые непосредственно на строительных площадках;
- гидравлические — по конструкции схожи с ручным оборудованием, однако могут выполнятся и в стационарной конфигурации, укомплектованы гидравлическим усилителем, который позволяет без использования значительных усилий обрабатывать трубы диаметром до 20 мм;
- электрические — крупногабаритные промышленные станки стационарного типа, при обработке обеспечивают высокою точность угла и радиуса (в отличие от гидравлического оборудования позволяют гнуть тонкостенные трубы без деформации их стенок).
Ручной гидравлический гибщик
Электрические трубогибочные станки, в зависимости от степени автоматизации, классифицируются на три типа: ручные, полуавтоматические и автоматические (с ЧПУ управлением). Оборудование с ЧПУ является наиболее функциональным.
Система ЧПУ — числовое программное управление, позволяет программировать такие параметры обработки как угол и радиус сгиба. Данные агрегаты способны функционировать в автоматическом режиме, в том числе автоматизированы процессы подачи и фиксации заготовки, а также выдвижение дорна.
Преимущества
В сравнении со своими аналогами дорновые трубогибочные инструменты имеют ряд преимуществ, обеспечивших его востребованность:
- выполнение качественной и точной гибки на тонкостенных заготовках;
- низкий риск повреждения изделий из мягкого металла;
- наличие внутреннего стабилизатора, защищающего изделие от деформации.
В качестве стабилизатора используется прочная пружина. Покрытие из полиуретана усиливает прочность пружины, и улучшает ее функции. При использовании устройств другого типа образуется волнистость или гофра. Даже если автоматический дорновый инструмент создаст деформацию, она не станет причиной утолщения или сужения стенок. Высокая скорость работы, достигаемая трубогибами, позволяет его использоваться для серийной обработки заготовок.
Опции:
- Гидравлический зажим;
- Индукционный двигатель на гибку;
- Станки работают в полуавтоматическом режиме;
- Высокая точность гибки: погрешность не превышает по подачи 0,1 мм и 0,1 по сгибу;
- Возможность гибка квадратных профилей;
- Возможность аварийной остановки работы станка;
- Система быстрой смены инструмента увеличивает производительность оборудования;
- Станок оснащен современными системами защиты, что делает работу на нем безопасной.
- Современные системы охлаждения;
- Компоненты станка представлены от ведущих европейских производителей.
- Гидравлическое управление подачей дорна;
- Гидравлическое управление прижимной планкой;
- Сенсорный 7-ми дюймовый дисплей;
- Каретка для подачи и поворота трубы в пространстве.
Достоинства трубогиба дорнового типа
При эксплуатации трубогиба без дорна формирование изгиба производится под давлением, передаваемым на заготовку ручным или гидравлическим приводом. Под воздействием давления на трубу, стенка, расположенная внутри радиуса изгиба, начинает потихоньку деформироваться, образуя угол.
В результате получается волнистая поверхность. С противоположной стороны металл стенки растягивается и ослабевает. Произведенная по такому способу гибка приводит к утрате прочности трубы и ухудшению ее эксплуатационных характеристик.

А вот если воспользоваться трубогибом, оснащенным дорном, процесс изгиба трубы производится максимально равномерно и плавно, так что прочность стенок заготовки по всей поверхности является примерно одинаковой.
1 В чем особенность дорнового трубогиба?
В жизни человека встречается множество конструкций из труб. Из этих полых заготовок делают турники, различные элементы декора, но они имеют и куда более серьезное значение. Именно трубы являются основной составляющей водо-, газо- и нефтепроводов. А что говорить об автомобилестроении, где множество деталей сделаны именно из подобных элементов, например, выхлопная система.
В ответственных конструкциях желательно, чтобы изделие было монолитным, без лишних стыков, швов и т. д. Ведь места соединений очень ненадежные, в них образуются течи, что иногда может быть жизненно опасным. Чтобы не создавать швы на углах, берут монолитные трубы большой длины и сгибают. Для этого как раз и используется инструмент с вполне бесхитростным названием – трубогиб. Его особенность в том, что закругление получается почти ровным.
 Инструмент трубогиб
Инструмент трубогиб
Сегодня разнообразие трубогибов весьма велико. Можно найти роликовые, обкатные и арбалетные конструкции. Интересующие нас дорновые трубогибы используются для работы только с тонкостенными изделиями. Массивные трубы деформировать с его помощью не удастся. Они нашли свое предназначение в авиа- и кораблестроении, с их помощью сгибают различные декоративные элементы, части мебели. Также они являются незаменимыми инструментами при производстве транспортных средств, начиная от велосипедов и заканчивая автомобилями.







В чем особенность приспособления со столь странным названием? Для начала следует определиться с понятием “дорн”. Это просто направляющая, ее вставляют внутрь трубы и место изгиба получается ровным без складок и иных дефектов. Так могут работать как ручные, так и полуавтоматические или автоматизированные трубогибы. В металлобработке есть процесс дорнования, созвучность обусловлена схожим принципом обращения с подопытными изделиями.
 Автоматизированный дорновой трубогиб
Автоматизированный дорновой трубогиб
Естественно, автомат пользуется большим спросом, ведь в этом случае свести человеческие трудозатраты получается к минимуму, а производительность, наоборот, максимальная. Полуавтоматы могут выполнять те же задачи, только не с такой скоростью, но и их стоимость гораздо ниже автоматических машин. Конструкция и материал дорна для трубогиба определяется сферой использования инструмента и обрабатываемыми деталями. Например, гибка медных труб осуществляется посредством стальной, латунной либо пластиковой направляющей.
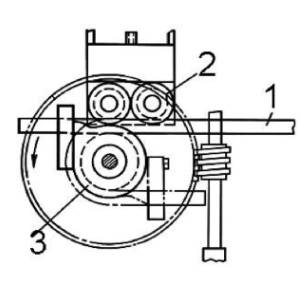
Самодельный роликовый трубогиб
Преимуществами роликовых трубогибов являются расширенные технологические возможности и повышенная точность гибки. Конструкция приспособления проста:
- Профилированный сменный ролик, свободно вращающийся на вертикальной (реже – горизонтальной) оси.
- Поворотный рычаг с рукояткой.
- Гибочный сменный ролик, закреплённый на противоположном плече рычага.
- Упор-проводка.
- Станина.
Для снижения усилия оба ролика должны свободно вращаться, для чего они устанавливаются в подшипниках качения. Поскольку каждая пара роликов приспособлена для изгиба труб с определённым внешним диаметром, то они должны быть быстросменными.
Материал деталей выбирают из тех же соображений, что и для предыдущего варианта. С целью повышения жёсткости упор-проводку можно приварить к корпусу. Радиус изгиба (выбираемый по вышеприведенным соотношениям) будет равен радиусу профиля гибочного ролика.
Для обеспечения должного качества деформирования радиальное биение осей роликов должно быть минимальным, а их оси – строго параллельны между собой.
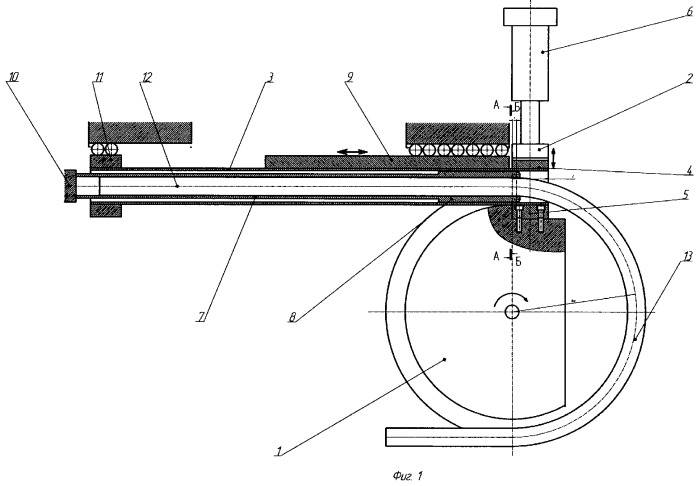
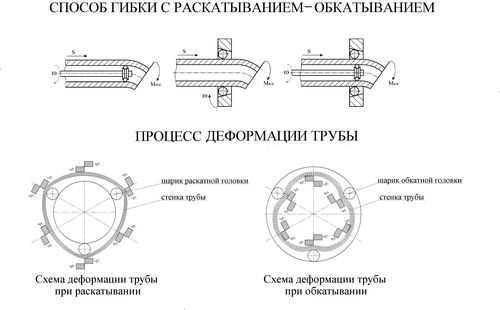
Как гнет дорновый трубогиб?
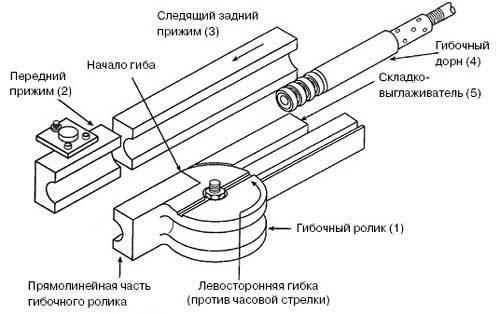
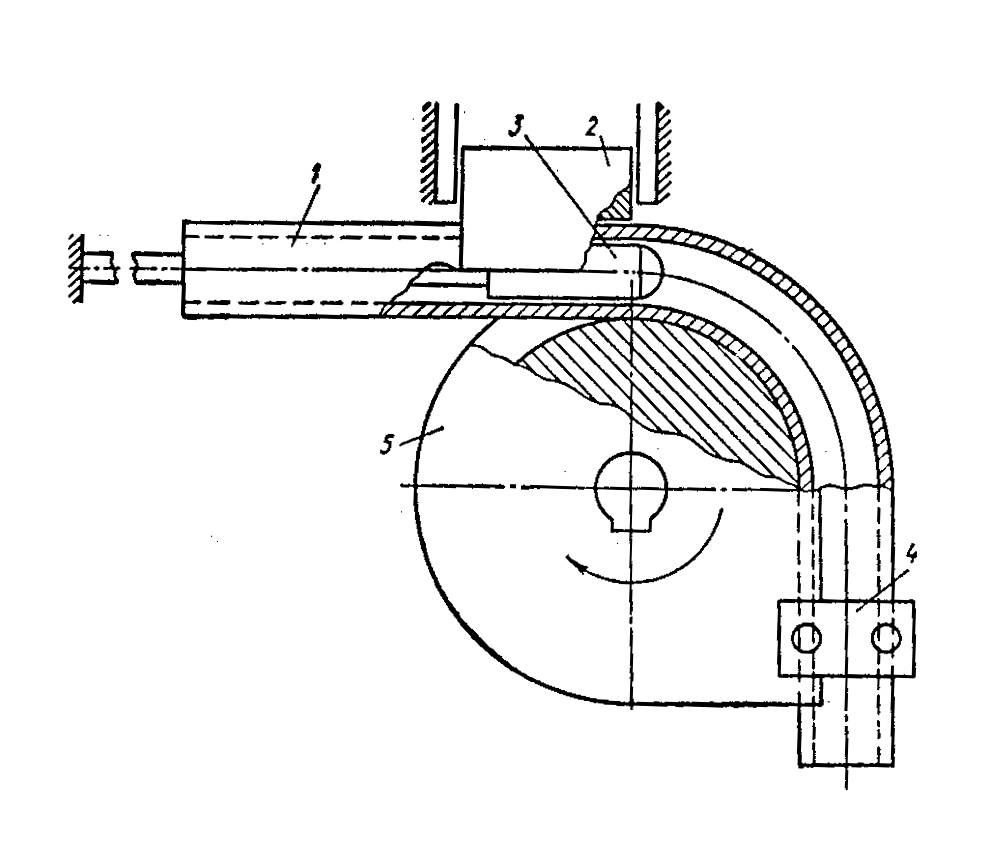
На рисунке слева изображена принципиальная схема гибки на трубогибе с дорном.
1 – изгибаемая труба
2 – оправка (колодка)
3 – дорн
4 – фиксирующий прижим
5 – сопровождающий прижим
Процесс гибки: труба 1
надевается надорн 3 , закрепленный на штанге. После этого труба прижимаетсяк оправке 2 с помощьюфиксирующего прижима 4 , также к трубе подводитсясопровождающий прижим 5 . После фиксации заготовки оправка вращается вокруг своей оси, фиксирующий прижим движется вместе с оправкой, а сопровождающий прижим движется линейно вместе с трубой, исключая трение. При этом дорн остается неподвижным в месте деформации, поддерживая трубу изнутри. После гибки труба разжимается и снимается с дорна. Это упрощенное описание работы дорнового трубогиба.
Подведем итог
На данный момент самым производительным
дорновым трубогибом является станокс ЧПУ и оснащенный устройством автоматической смены инструмента , благодаря возможности, не прерываясь гнуть детали с разными радиусами. А при использовании таких опций как «узел автоматической пробивки отверстия» или «узел резки заготовок»станок способен выпускать готовые изделия , не требующие дальнейшей обработки.
Конечно оборудование такого уровня используется на крупных заводах, ориентированных на массовое производство
одного изделия или однотипной продукции. Часто в условиях массового производства станки требуют некоторых спепциальных доработок, т.е
внесение конструктивных изменений, дополнения станка необходимыми узлами, внедрение станка в автоматическую линию и т.п., поэтому немаловажно, чтопроизводитель готов адаптировать станок под каждую конкретную задачу
Если у Вас есть потребность в гибке труб наши специалисты готовы помочь с подбором оборудования
, оснастки и опций, которые лучшим образом подходят для решения вашей производственной задачи, звоните по бесплатному номеру 8-800-100-42-28 и отправляйте заявки на электронную почту .





