Основные виды зажимов
Устройство зажимов может быть различным. В сложных ситуациях они ведут себя по-разному. Это неизбежно следует учитывать при покупке.
Крокодил
Сварочные зажимы этого типа имеют мощную пружину и зубья для удобства зацепления. Они устанавливаются и снимаются одним движением руки.

К их достоинствам можно отнести:
- удобство применения;
- легкая адаптация к деталям любой формы;
- высокая степень раскрытия.
Есть у них и недостатки:
- постепенное ослабление пружины;
- не всегда надежный контакт.
Магнитный зажим
Такая конструкция предполагает наличие сильного постоянного магнита и клеммы для подключения кабеля.

Это дает убедительные преимущества:
- простота и долговечность;
- возможность крепления к деталям любой формы и размера;
- применение в труднодоступных местах;
- отсутствие движущихся частей;
- большая площадь контакта.
Но не надо забывать и про недостатки:
- низкая надежность крепления к деталям с малой поверхностью контакта;
- чувствительность к загрязнениям;
- размагничивание при высоких температурах;
- невозможность применения по нержавеющей стали, чугуну и цветным металлам.
Струбцина
Крепление кабеля массы с применением винтового механизма распространено не так широко и чаще всего используется в специальных условиях.

Его достоинства:
- исключительно высокая надежность соединения;
- широкая область контакта.
Недостатки:
- значительные габариты изделия;
- трудоемкость закрепления.
Сварочный кабель
Подача напряжения к месту сварки и подключение к массе соединяемых деталей осуществляется с применением сварочных кабелей. Они в большинстве случаев имеют одну токопроводящую жилу круглого сечения и обычно заканчиваются стандартными клеммами. К ним предъявляются повышенные требования:










- механическая прочность и устойчивость к воздействию химически активных веществ;
- возможность многократного скручивания и выпрямления;
- высокая гибкость;
- невосприимчивость к загрязнениям и влаге.
Наибольшее распространение получил кабель гибкий марки КГ. Он рассчитан на работу с постоянным током до 1 кВ или с переменным током напряжением до 660 В и частотой до 400 Гц. У него есть ряд разновидностей:
- КГ-ХЛ, устойчивый к морозам до -60оС;
- КГ-Т, предназначенный для тропического климата;
- КГН, оснащенный негорючей изоляцией;
- КГ-КОГ, отличающийся особой гибкостью.

Кабель КГ 1х25
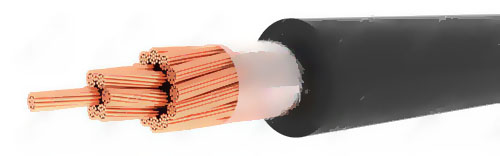
Кабель КОГ 1 1х16
Помимо одножильных кабелей нашли распространение:
- двужильные провода для импульсной сварки и резки;
- трехжильные кабели, используемые при различных типах автоматической сварки.
Максимальные параметры проходящего по кабелю тока напрямую связаны с материалом исполнения и площадью поперечника. При выборе необходимого сечения следует воспользоваться специальными таблицами. Для бытового инвертора, работающего от сети 220 вольт, подойдет одножильный медный провод на 6,7 мм2, а для мощных автоматических агрегатов чаще используют 35,6 или 47,2 кв.мм.
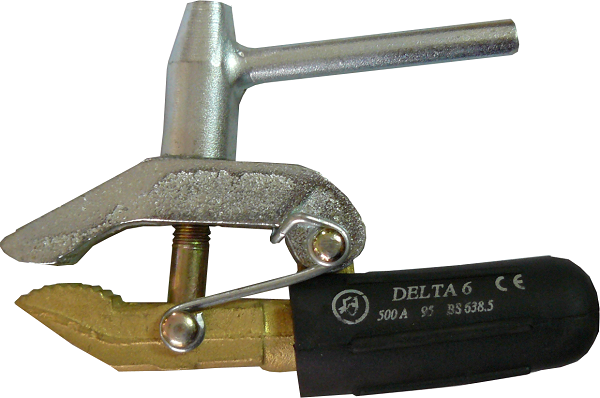
Зажим массы
Для правильной работы электрической цепи свариваемые детали должны быть надежно соединены с массой. Только в этом случае получится качественный шов, а сварщик будет защищен от поражения током. Функцию контакта при этом призван выполнять зажим массы. Штатные аксессуары не всегда соответствуют поставленным задачам, поэтому опытные мастера стараются подобрать оборудование самостоятельно. Важнейшими характеристиками электрических зажимов являются:
- максимальная сила пропускаемого тока;
- достаточная плотность контакта;
- способность удерживать вес кабеля;
- угол раскрытия клеммы.
Самостоятельное изготовление держателя электродов
Своими руками из подручных средств проще всего изготовить держатель в форме трезубца. Для этого используется стальная проволока круглого или переменного сечения диаметром порядка 8 мм. От нее отрезают три куска длиной около 20-25 см. Два из них слегка изгибают и сваривают между собой нижними концами так, чтобы куски располагались в одной плоскости, а их верхние концы образовывали крайние зубья вилки.
Третий кусок делают чуть короче остальных. Ему также придают легкий изгиб, ориентируя его в плоскости, перпендикулярной первым двум заготовкам.










Для надежного и плотного соединения сварочного кабеля с полученной конструкцией его конец оголяют на 6-8 сантиметров и плотно обматывают стальной проволокой малого диаметра. Получившийся наконечник приваривают к длинным нижним концам крайних прутков держателя. Рукоятку делают из куска резинового шланга, эластичной пластмассовой трубки или диэлектрической оболочки провода нужного диаметра, натягивая его с тыльной стороны. Наглядно процесс изготовления продемонстрирован в следующем видео
Виды сварочных держателей
Сварочные электродержатели классифицируются по конструкции и принципу захвата электрода. Почти все они имеют удобную рукоятку и механический фиксатор стержня.
Держатель-прищепка
Держатели этого типа используют пружинный или рычажный механизм зажима электрода. Поверхности контакта у них выполнены в виде зубчатых деталей, позволяющих быстро и прочно фиксировать стержень в любом удобном для сварщика положении. Большинство моделей имеет диэлектрическое наружное покрытие, повышающее безопасность для персонала и исключающее непреднамеренное искрение. Основным недостатком данной конструкции является недостаточная надежность захвата при ослаблении пружины и истирании контактов.

Вилка-трезубец
Такой электродержатель уже не встретить в специализированных магазинах, но сварщики старой школы продолжают его использовать. Удержание электрода здесь происходит за счет пружинящего действия трех стальных прутков, сваренных вместе в единую конструкцию, отдаленно напоминающую вилку. Это приспособление легко изготавливается вручную, но обладает рядом серьезных недостатков:
- наличием незащищенных поверхностей, находящихся под напряжением;
- сложностью извлечения огарка;
- низким удобством применения.

Цанговый держатель
Держатели с цанговым принципом зажима электрода имеют чуть более сложную конструкцию, которая нуждается в высокой точности изготовления деталей. Они нашли применение в горелках, используемых для аргонной дуговой сварки. У них узкая сфера использования и достаточно большая стоимость.

Безогарковый держак
Держатель такого вида состоит из рукоятки и контактного штыря. Электрод перед началом применения приваривается к его торцу, что позволяет практически полностью использовать металл стержня в процессе сварки. Приспособления подобной конструкции востребованы при работе с дорогим расходным материалом.
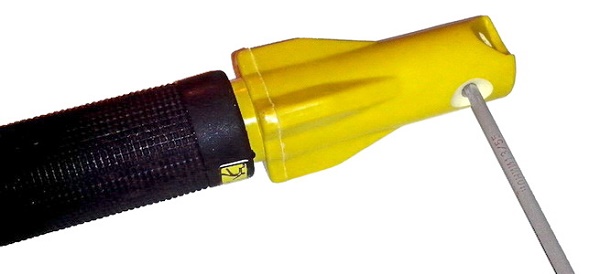
Винтовой держатель
Винтовой электрический держатель для сварочного инвертора пользуется высокой популярностью среди профессионалов. Он наиболее надежно фиксирует электроды любого сечения за счет резьбового способа прижатия. Изделия этой конструкции практически не имеют оголенных участков, а это благоприятно отражается на безопасности. Необходимость периодически крутить винт несколько увеличивает время закрепления стержней, что компенсируется прочностью контакта и удобством работы.