

В каких случаях происходит появление цветов побежалости?
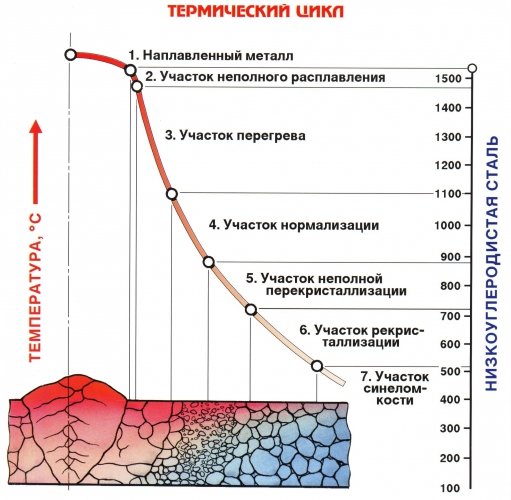
Цвета побежалости проявляются при температуре нагрева от 200 до 400 градусов по Цельсию. Они возникают на так называемом участке №7 – зоне синеломкости. Если речь идет о сваривании низкоуглеродистых стальных сплавов, отличающихся высоким содержанием кислорода, азота и водорода, то именно на участке №7 происходит снижение уровня ударной вязкости, а также пластичности материала.
Интересным является и тот факт, что во многих нормативных документах появление цветов побежалости не является признаком некачественной работы или дефекта при сварке. В то же время в таких документах идет речь о том, что сама побежалость мешает проведению качественного контроля и поэтому ее рекомендуют удалять.

Тем не менее в некоторых видах технической документации для сварки металлов говорится, что побежалость все же является дефектом. Но здесь скорее всего возникает путаница, так как для некоторых типов сплавов, например, титана, появление цветов побежалости действительно можно считать дефектом, свидетельствующим о недостаточном уровне газовой защиты. Но когда речь заходит о низкоуглеродистых сталях, то побежалость никак нельзя назвать дефектом.

Как возникают цвета побежалости?
Радужный перелив или отдельные цвета побежалости возникают из-за перераспределения интенсивности света в результате наложения нескольких световых волн. Подобная интерференция света возникает в микроскопических прозрачных пленках окислов, образующихся на отражающих поверхностях, а оксидирование металлов происходит в результате воздействия определенных химических реагентов или тепловой энергии. Чем меньше температура нагрева, тем тоньше оксидная пленка, соответственно больше спектральных составляющих в отражающихся лучах и светлее цвет побежалости. И наоборот, чем сильнее нагревается металл, тем толще оксидная пленка и темнее ее оттенок из-за поглощения длинных световых волн.
Наличие радужного перелива не всегда, но довольно часто является дефектом или свидетельствует о нарушении технологии металлообработки. Например, при токарной обработке выход темно-синей стружки говорит о том, что явно был превышен скоростной режим резания или не применялась смазочно-охлаждающая жидкость (СОЖ). А вот цвета побежалости при закалке металлоизделий считаются нормой. Более того, именно по оттенкам можно, пусть и приблизительно, судить об интенсивности теплового воздействия.
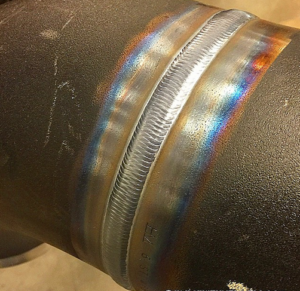
При отсутствии инструментального контроля такие дефекты структуры, как охрупчивание и перегрев, возникающие при электродуговой и контактной сварке, многие специалисты также определяют при внешнем осмотре изделия, изучая следы побежалости. Так, показателем правильной технологии и хорошей защиты металла сварного шва нержавеющей и углеродистой стали считаются серебристые оттенки. Радужные оттенки сине-фиолетового спектра говорят о нарушении технологии, а возникают они из-за интенсивного распространения теплоты от центральной части пятна нагрева и говорят о снижении пластичности и ударной вязкости стали.
- гдеq2max– наибольший удельный тепловой поток в центре пятна нагрева;
- k– коэффициент сосредоточенности удельного потока дуги, см -2 ;
- r– расстояние от оси источника, см.
Рисунок – Распределение удельного теплового потока q2 (кал/см 2 *с) по пятну нагрева стали: открытой дугой – график черного цвета, под флюсом – график красного цвета.
Метод слюны
На самый ранних уроках по физике в школе ученики получают знания, что вода кипит при температуре 100 градусов по Цельсию. Поэтому капнув водой на разогретый металл (в крайнем случае плюнув на трубу) можно определить нагрета ли труба до температуры выше 100 градусов или нет.

Несмотря на обилие методов безинструментального контроля для их применения необходимо обладать большим опытом. Но и в любом случае все эти методы имеют достаточно высокую погрешность. Поэтому при возможности рекомендуется использовать высокоточные поверенные регистраторы температуры, термопары или пирометры.
Цвета побежалости
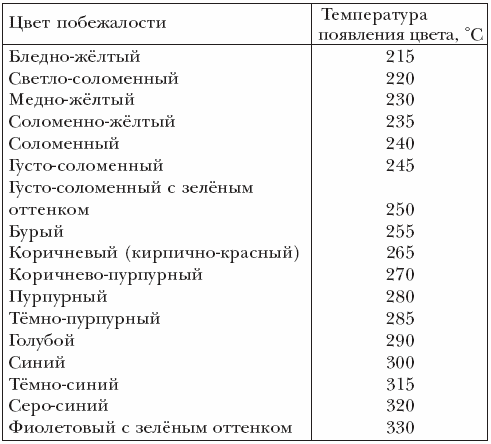
При нагревании некоторых металлосплавов до определенных температур окисные пленки на их поверхностях могут приобретать различные цвета.

Такие цвета и их оттенки характерны для температур, вызвавших их появление, называют цветами побежалости.

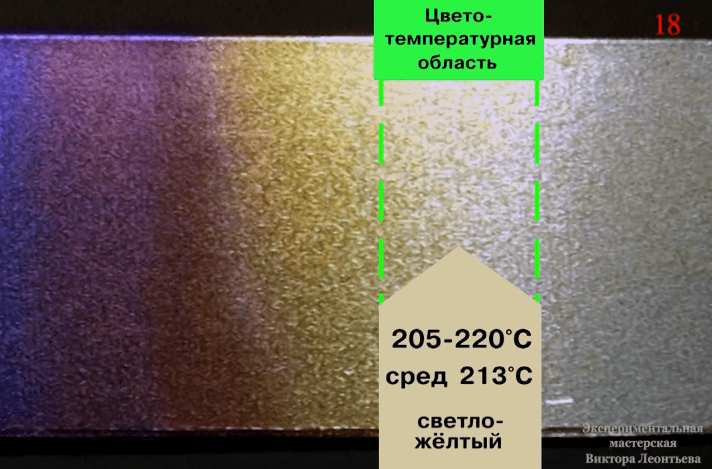
Более выразительно цвета побежалости проявляются на сталях: углеродистых, легированных и нержавеющих. Мы понаблюдаем за возникновением цветов побежалости при нагреве газовым пламенем листа из низкоуглеродистой стали. Обозначенное место на поверхности листа, под которым находится источник нагрева, я буду называть точкой нагревания. Заметно, что естественный цвет стали в точке нагревания изменился на светло желтый.

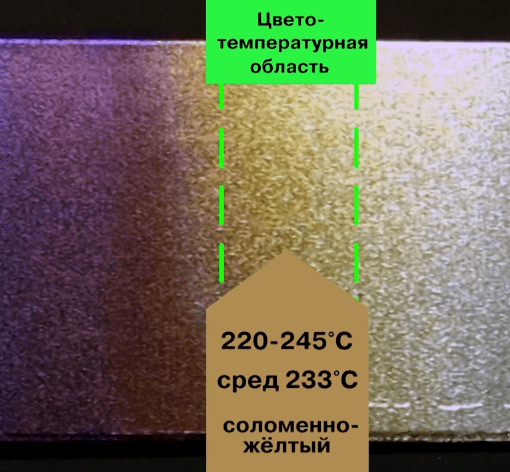
Это означает, что температура материала в этом месте достигла примерно 205 С. По мере дальнейшего повышения температуры, светло желтая область от точки нагревания, как видно, отдалилась. А ее место приобрело темно желтый цвет, с присущей ему температурой 240 С. Пятно общего прогрева расширяется. Цвета побежалости выстраиваются вокруг точки нагревания в характерном порядке, указывая до какой температуры нагрелся материал, в занимаемой каждым из них области. При более плавном нагревании цветотемпературные области будут расширенными. Как на данном образце среднеуглеродистой стали, на котором их осмотр и продолжим
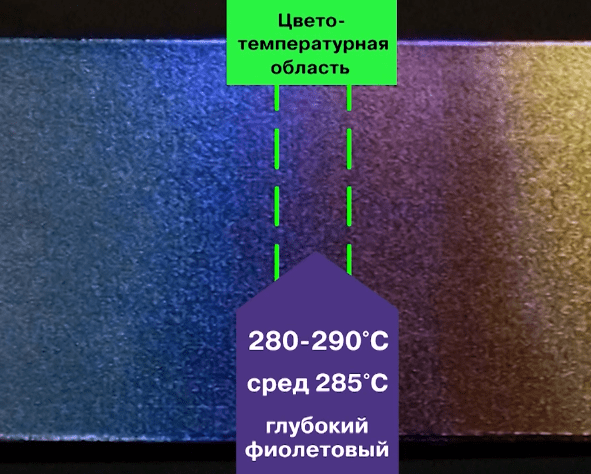
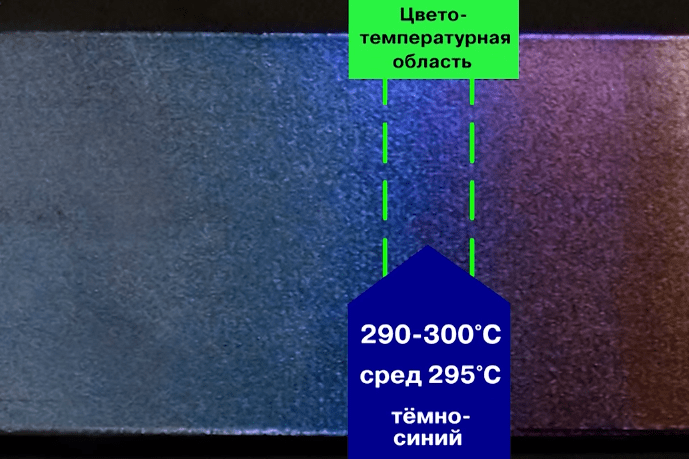
Если не принимать во внимание цветовые оттенки, наблюдаемые в очень узком расположении, насчитываются девять убедительно выраженных цветотемпературных областей, в число которых область с естественным цветом стали не входит. Далее, поочередно к каждой из девяти цветотемпературных областей будет подводиться шаблон, цвет и оттенок которого наиболее сходен с цветом этой области

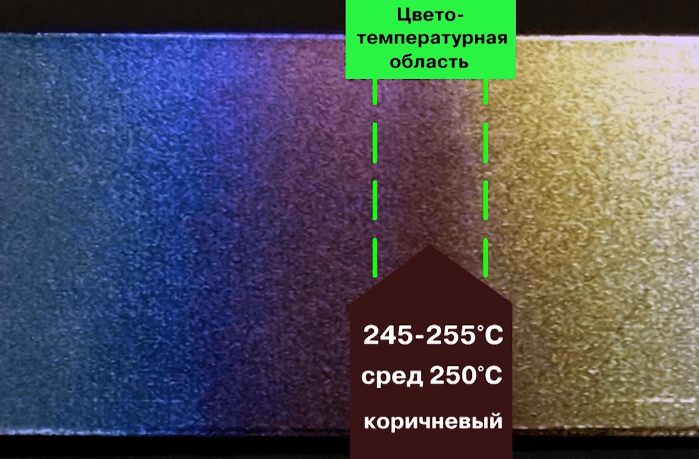
На шаблоне указан диапазон температур и среднее значение, которое присуще данному цвету побежалости на поверхности углеродистой стали.

Однажды появившись, цвета побежалости после охлаждения не исчезают. По их наличию можно, например, определить что деталь или инструмент эксплуатировались с некими нарушениями, что и привело к их перегреву. Цвета побежалости на легированных, нержавеющих и жаропрочных сталей такие же. Однако, они проявляются при более высоких температурах, значения которых зависят от содержания легирующих элементов.
Экспериментальная мастерская Виктора Леонтьева. Разное из металловедения
Приветствую вас, коллеги и господа мастеровые. Я расскажу о старинном методе измерения температуры стальных предметов по внешним признакам. Приборов для точного измерения температуры различных объектов в наше время существует предостаточно. Для измерения температур контактным методом используются термометры. А для контроля нагрева на расстоянии, то есть, бесконтактно, используются пирометры с различными конструкциями и техническими характеристиками.
И все же, занимающимся металлообработкой надо обязательно уметь определять температуру стальных изделий. Пусть приблизительно, но оперативно и без приборов.
Отпуск закаленных деталей
Отпуск закаленных деталей уменьшает их хрупкость, повышает вязкость и снимает внутренние напряжения. В зависимости от температуры нагрева различают низкий, средний и высокий отпуск.
Низкий отпуск применяют главным образом при обработке измерительного и режущего инструмента. Закаленную деталь нагревают до температуры 150–250°С (цвет побежалости – светло-желтый), выдерживают при этой температуре, а затем охлаждают на воздухе. В результате такой обработки материал, теряя хрупкость, сохраняет высокую твердость и, кроме того, в нем значительно снижаются внутренние напряжения, возникшие при закалке.
Средний отпуск применяют в тех случаях, когда хотят придать детали пружинящие свойства и достаточно высокую прочность при средней твердости. Для этого деталь нагревают до 300–500°С и затем медленно охлаждают.
И, наконец, высокому отпуску подвергают детали, у которых необходимо полностью снять все внутренне напряжение. В этом случае температура нагрева еще выше – 500–600°С.
Термообработку (закалку и отпуск) деталей постой формы (валики, оси, зубила, кернера) часто делают за один раз. Нагретую до высокой температуры деталь опускают на некоторое время в охлаждающую жидкость, затем вынимают. Отпуск происходит за счет тепла, сохранившегося внутри детали.
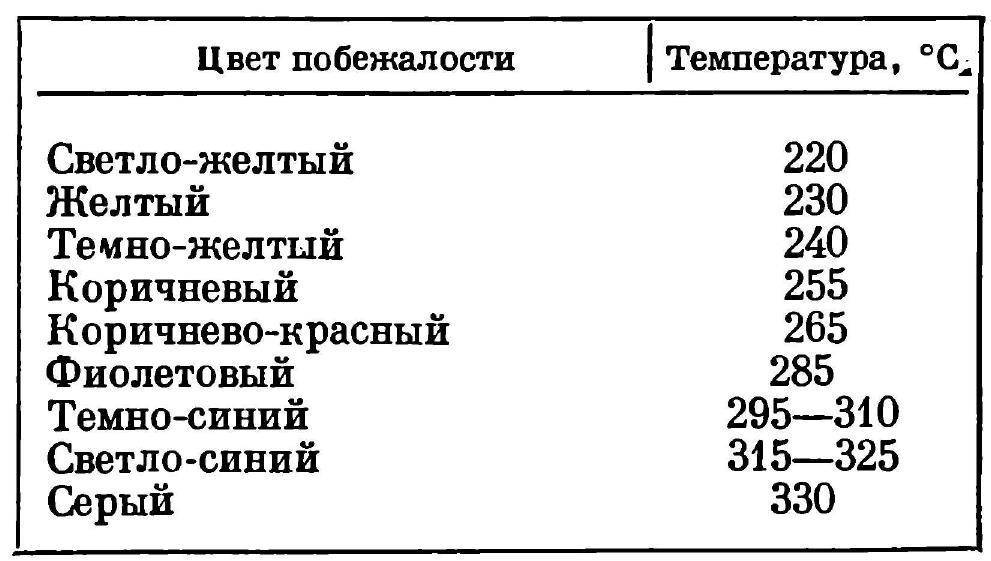
Небольшой участок детали быстро зачищают абразивным брусочком и следят за сменой цветов побежалости на нем. Когда появится цвет, соответствующий необходимой температуре отпуска (220°С – светло-желтый, 240°С – темно-желтый, 314°C – светло-синий, 330°С – серый), деталь вновь погружают в жидкость, теперь уже до полного охлаждения.
Что нужно знать о цветах побежалости для нержавеющей стали?
При проведении сварки нержавеющего стального сплава радужные цвета швов могут возникать при более широком диапазоне нагрева (от 300 до 700 градусов). Цвет может варьироваться от синего до светло-желтого в зависимости от степени нагрева. Но в случае коррозионностойких сталей это признак, указывающий на то, что был нарушен слой оксида хрома, выполняющий функцию защиты металлического изделия от возникновения ржавчины. Поэтому какой бы цвет сварного шва не возникал бы в этом случае, следует помнить, что в последствии может возникнуть коррозия.





Кроме того, вас может заинтересовать наша отдельная статья, посвященная особенностям обслуживания сварочного оборудования.
Следы побежалости на металле
Опубликовал: Kirill B. Бытует мнение, что цвета побежалости при сварке углеродистых сталей являются дефектом. Мне лично пару раз приходилось такое слышать и однажды, увидев комментарии к фотографии шва с яркими цветами побежалости, что это явный дефект, решил разобраться в вопросе более подробно. Этакий MYTHBUSTERS предлагаю посмотреть под катом.
Начнем с определения.
Цвета побежалости — радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате формирования тонкой прозрачной поверхностной оксидной плёнки (которую называют побежалостью) и интерференции света в ней.
Эти цвета ранее использовали для определения температуры при термообработке стали. Но это не очень точный индикатор. На окрас влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы.
Между толщиной плёнки и длиной волны отраженного ею света существует прямая зависимость: чем больше толщина пленки, тем более коротковолновый отраженный свет мы получаем. Например, синий цвет образуется, когда из белого «вычитаются» более длинные волны, например, красный и оранжевый, а жёлтый образуется при «вычитании» из спектра коротковолнового излучения, например, фиолетового и синего (закройте правую часть радуги, что показана выше). Получается, что синий цвет соответствует более высокой температуре нагрева, а жёлтый — более низкой.
Интересно про цвета побежалости написано здесь.
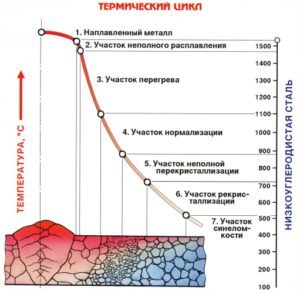
Рассмотрим схему участков сварного соединения и их термический цикл.
Нам интересен участок №7. Он также называется участком синеломкости и охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла (откуда и название). При сварке низкоуглеродистых сталей основной металл в этой зоне не имеет видимых структурных изменений, но наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве. Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки.
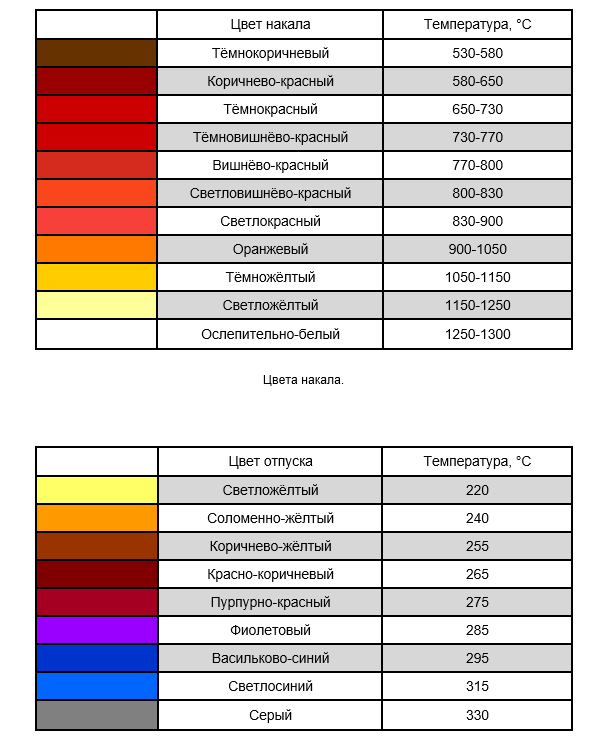
При сварке нержавеющих сталей цвета побежалости также проявляют себя, но в других диапазонах температур. Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300°C), соломенный (400°C), красно-коричневый (500°C), фиолетово-синий (600°C), синий (700°C).
Побежалость для коррозионностойких сталей является более критичной, т.к. является показателем того, что пассивный (защитный) слой поврежден, и в этом месте могут возникнуть очаги точечной (питтинговой) коррозии. Поэтому поврежденный слой необходимо зачищать либо лепестковыми кругами, либо щеткой с ворсом из нержавейки (не допускается зачистка стальной щеткой), либо травление.
Итак, получается, что цвета побежалости – неизбежное явление при сварке сталей. Кроме того, в Инструкции по визуальному и измерительному контролю (РД 03-606-03) такой дефект не определен. Они указаны там лишь только как загрязнение, препятствующее контролю и которое должно быть зачищено.
Вероятно, это считают дефектом по ошибке — путают со сваркой титана. Здесь должна обеспечиваться надежная газовая защита поверхности металла нагретой свыше 400°C. О хорошей газовой защите свидетельствует блестящая серебристая поверхность. Появление на шве желто-голубых цветов побежалости указывает на нарушение защиты, а серый налет свидетельствует о плохой защите.
Интересен тот факт, что цвет побежалости считается дефектом сварного соединения, появляется и в нормативных документах. Например, в СТО-ГК “Трансстрой” 005-2007 Стальные конструкции мостов. Технология монтажной сварки.
Также мне попалась интересная статья по разработке метода определения сварочных напряжений по цветам побежалости. Нюанс в том, что исследована модель однопроходного шва. Будет ли этот метод работать на многопроходных швах?
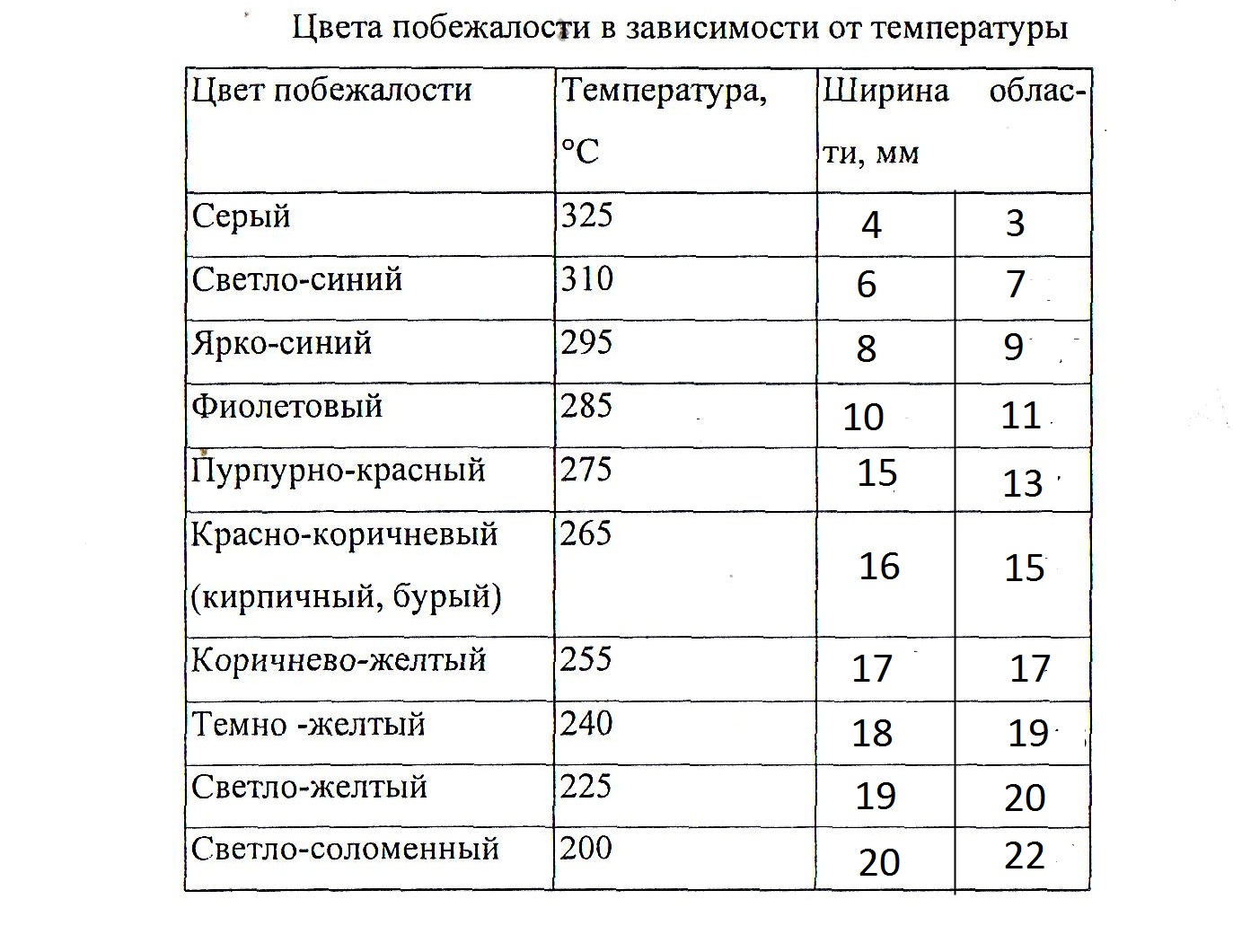
В следующей статье мы попытаемся выяснить, можно ли определить был или не был перегрет металл, исходя из ширины участка синеломкости. Что касается вопроса в заголовке статьи, то, я думаю, ответ очевиден — наличие цветов побежалости не является дефектом для углеродистых сталей.
Закалка стальных деталей
Закалка придаёт стальной детали большую твердость и износоустойчивость.
Для этого деталь нагревают до определенной температуры, выдерживают некоторое время, чтобы весь объём материала прогрелся, а затем быстро охлаждают в масле (конструкционные и инструментальные стали) или в воде (углеродистые стали).
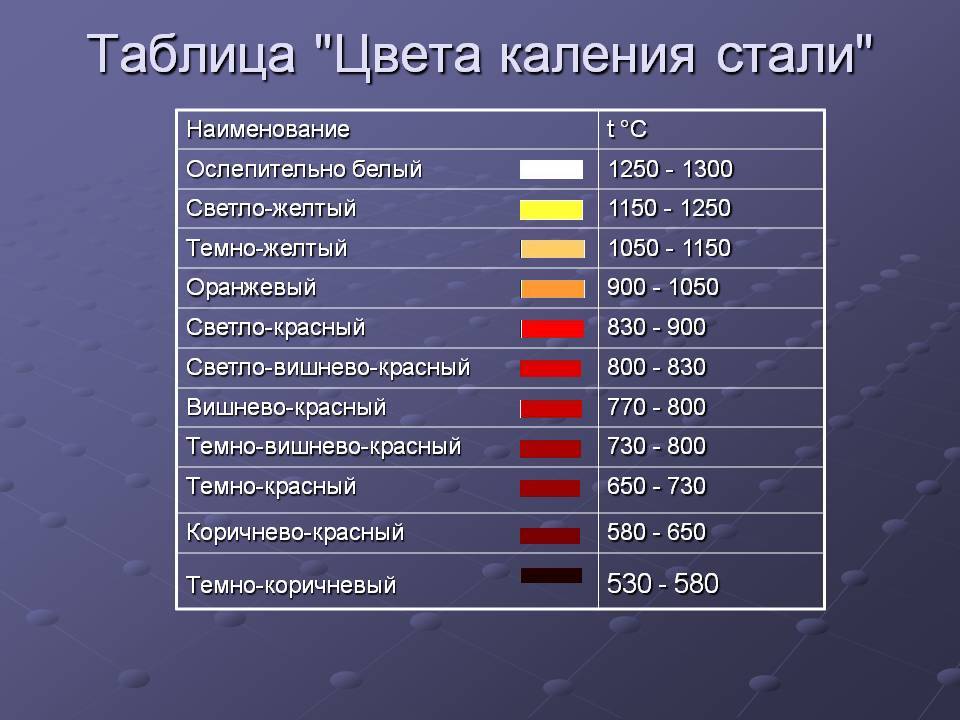
Обычно детали из конструкционных сталей нагревают до 880–900°C (цвет каления светло-красный), из инструментальных – до 750–760°С (цвет темно-вишнево-красный), а из нержавеющей стали – до 1050–1100°С (цвет темно-желтый).
Нагревают детали вначале медленно (примерно до 500°С), а затем быстро. Это необходимо для того, чтобы в детали не возникли внутренние напряжения, что может привести к появлению трещин и деформации материала.
В ремонтной практике применяют в основном охлаждение в одной среде (масле или воде), оставляя в ней деталь до полного остывания. Однако этот способ охлаждения непригоден для деталей сложной формы, в которых при таком охлаждении возникают большие внутренние напряжения.
Детали сложной формы сначала охлаждают в воде до 300–400°С, а затем быстро переносят в масло, где и оставляют до полного охлаждения. Время пребывания детали в воде определяют из расчета: 1с на каждые 5–6 мм сечения детали. В каждом отдельном случае это время подбирают опытным путём в зависимости от формы и массы детали.
Качество закалки в значительной степени зависит от количества охлаждающей жидкости
Важно, чтобы в процессе охлаждения детали температура охлаждающей жидкости оставалась почти неизменной, а для этого масса ее должна быть в 30–50 раз больше массы закаливаемой детали. Кроме того, перед погружением раскаленной детали жидкость необходимо тщательно перемешать, чтобы выровнять ее температуру по всему объему
В процессе охлаждения вокруг детали образуется слой газов, который затрудняет теплообмен между деталью и охлаждающей жидкостью
Для более интенсивного охлаждения деталь необходимо постоянно перемещать в жидкости во всех направления
В процессе охлаждения вокруг детали образуется слой газов, который затрудняет теплообмен между деталью и охлаждающей жидкостью. Для более интенсивного охлаждения деталь необходимо постоянно перемещать в жидкости во всех направления.
Немного физики
Излучение, исходящее от физического тела, может состоять из 3 потоков фотонов:
- отраженных — чем глаже поверхность, тем сильнее она отражает. Разные вещества отражают избирательно (лучи одних цветов поглощаются. других — отражаются). Избирательное отражение объясняет смысл использования красителей;
- преломленных — характеристика прозрачных и полупрозрачных сред, сквозь которые лучи проходят, отклоняясь под определенным углом;
- излучаемых — зависит от интенсивности нагрева вещества.
Характеристики излучения определяются только тепловой энергией тела независимо от вида вещества. Каждой температуре объекта соответствуют потоки фотонов с определенной длиной волны, воспринимаемые глазом (и интерпретируемые мозгом) человека как имеющие фиксированный цвет. Поэтому цветовой температурой называют цвет излучаемого света, выраженный в значениях температурной шкалы по Кельвину.
Градус в этой шкале обозначают буквой К. По размерности он равен градусу Цельсия. Разница только в нулевой отметке. Ноль по Кельвину — тот самый «абсолютный ноль», при котором элементарные частицы вещества неподвижны, а тело ничего не излучает. 0 К соответствует -273,15 °C.
Цветовая температура равна реальной мере нагрева только у так называемых «абсолютно черных тел» (АЧТ). Это абстрактные объекты, служащие моделями в теоретической физике, которые излучают, но ничего не отражают и не преломляют.
Рис. 1. Абсолютно черное тело излучает свет в видимом спектре исключительно в результате нагрева
Ряд веществ в некоторых температурных диапазонах ведут себя как АЧТ. Например, у расплавленного железа, нагретого до 2000 К, Tc = 2000 К. А вот у газового пламени разница очень существенная: Tc = 9000 К при реальной Т = 1200 К. Так получается, потому что пламя не только излучает, но преломляет и отражает проходящий сквозь него «чужой» и собственный излучаемый свет. Еще одна причина расхождения —спектральное смещение, но рассмотрение этого понятия выходит за рамки темы.
Рис. 2. Расплавленная сталь излучает свет как АЧТ, а Tc газового пламени (9000 К) намного больше его реальной температуры (1200 К)
В маркировку ламп, которые мы применяем в качестве источников света (ИС), в обязательном порядке входит значение цветовой температуры в Кельвинах. В ряде случаев необходимо переводить эту характеристику в длину световой волны или наоборот. Связь двух величин выражается приближенной формулой:
λm · Tc ≈ 3000 мкм · К.
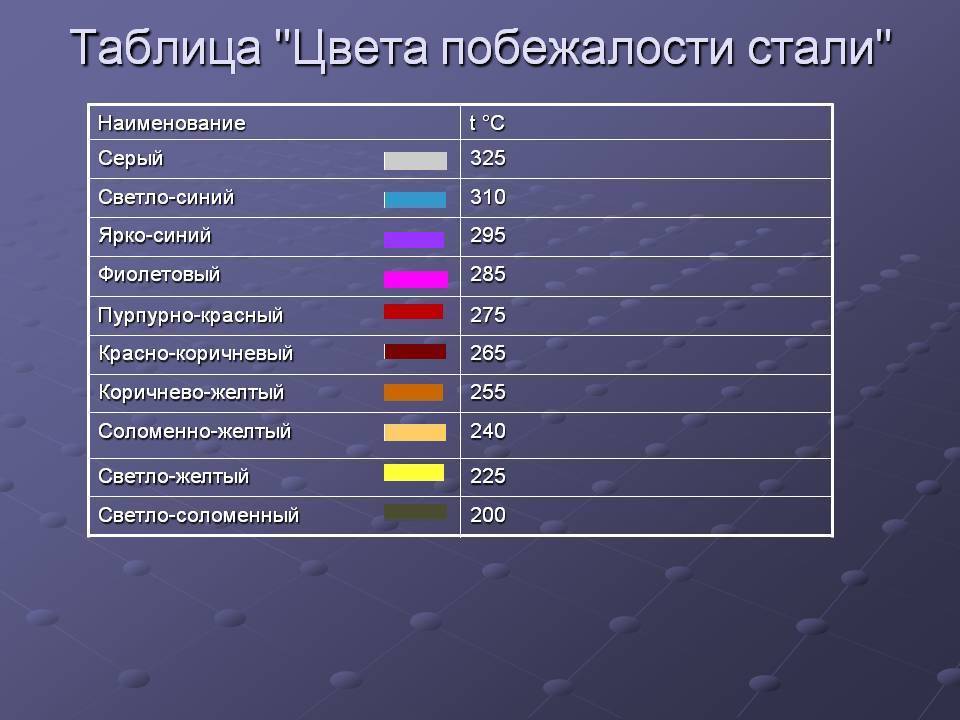
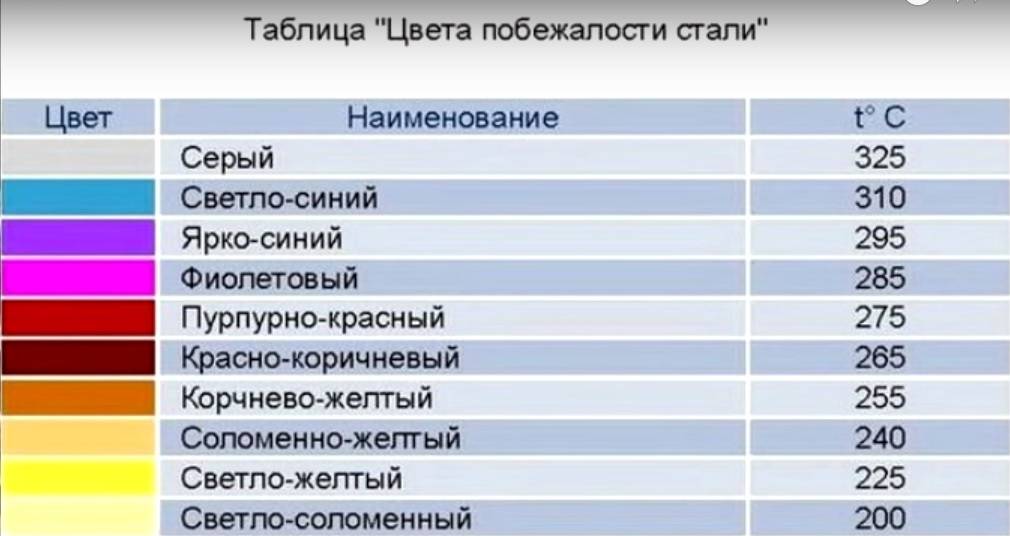
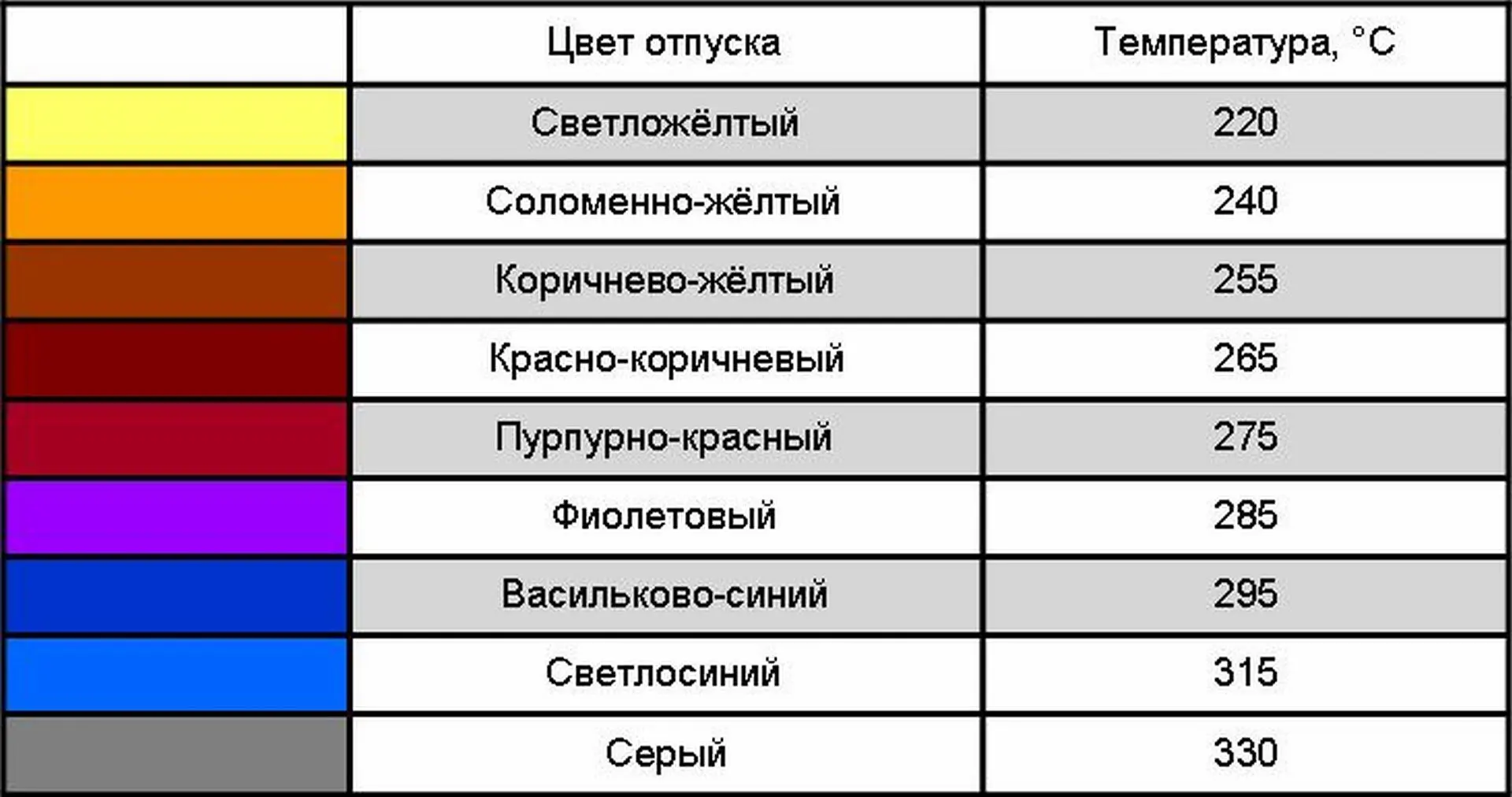
Шкала цветов побежалости стали
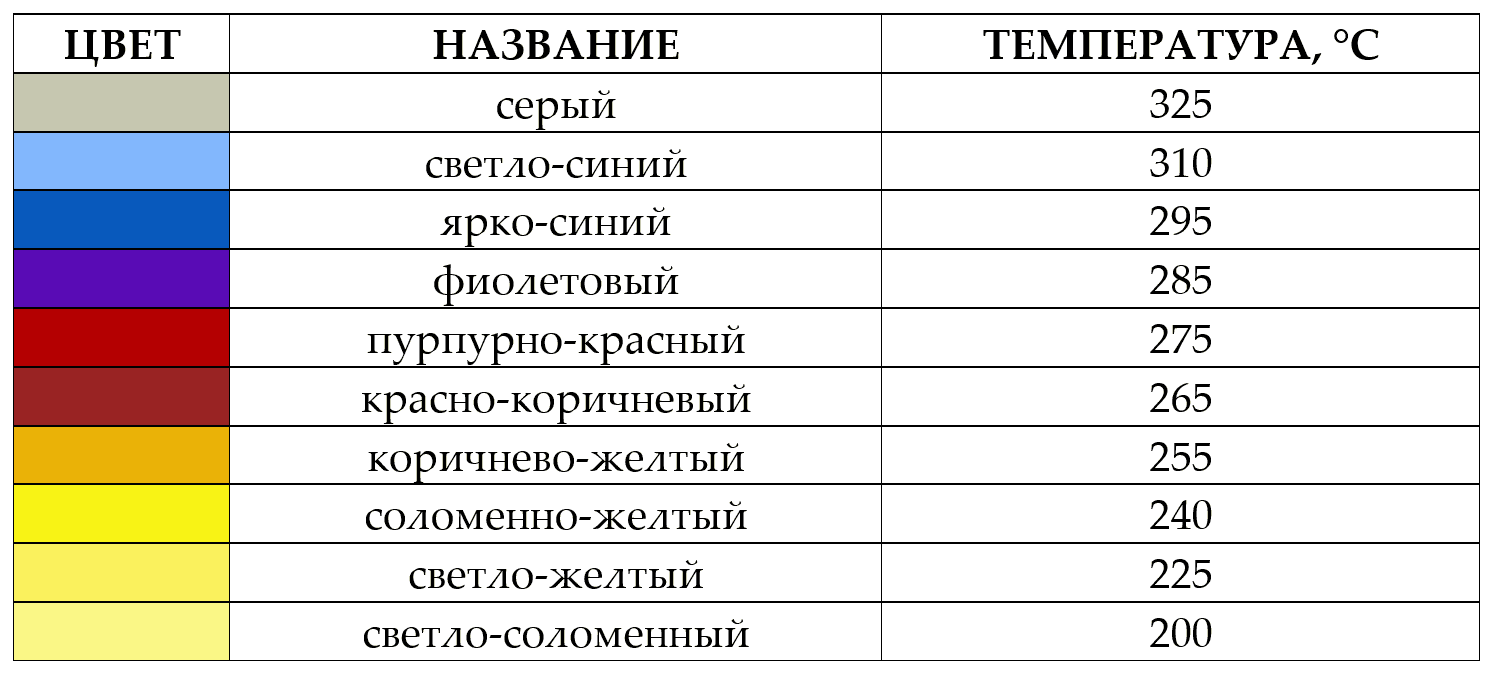
Окрас углеродистых деталей при соответствующих температурах указан в следующей шкале цветов побежалости стали:
| Окрас | Пределы температур, °С |
| Лимонный | 220 – 229 |
| Желтый (цвет соломы) | 230 – 245 |
| Золотой | 246 – 255 |
| Земляной или коричневый | 256 – 264 |
| Алый или красно-оранжевый | 265 — 274 |
| Пурпурный | 275 – 279 |
| Аметистовый | 280 – 289 |
| Небесный | 290 – 294 |
| Твиттера | 295 – 299 |
| Индиго Крайола | 300 – 309 |
| Светло-голубой | 310 – 329 |
| Аквамариновый | 320 — 339 |

На заготовках из нержавеющей стали12Х18Н10Т, содержащей 18% хрома, 10% никеля и 1% титана (значения определены в ГОСТ 5632-2014), цвета побежалости образуются при иных температурах. Это обусловлено тем, что данный материал коррозийно-стойкий и жаропрочный. Поэтому при закалке и охлаждении мельчайшие частицы металлов и кислорода взаимодействуют медленнее, что препятствует образования оксидной пленки во время закалки и каления.
От чего зависит цвет побежалости
Многие люди, которые нагревали металл до высокой температуры, могли наблюдать изменение цвета поверхности. При этом он может быть разных оттенков и захватывать не весь металлический предмет.
Места, изменяющие окраску, называют побежалостями. Людям, которые занимаются обработкой металлов, необходимо знать, что это такое и как оно проявляется при различных видах нагревания.
Также желательно различать цвета побежалости.
Чем вызвано
Изменение цвета при нагреве говорит о том, что на поверхности нагреваемого материала образуется оксидная пленка толщиной в несколько молекул. Окраска изменяется в зависимости от ее плотности, толщины. Чем больше размер и плотность окислов, тем значительнее будет отличаться цветовой тон от изначального.




Некоторые люди считают, что цветовой тон побежалостей может точно сказать о градусе разогрева. Однако это ошибочное утверждение. На появление разных оттенков влияет время нагрева, скорость разогревания, содержание различных примесей, характер освещения. Если говорить про легированные стали, то их нужно разогреть сильнее.
Цвета побежалости на металле. Как сделать радужные цвета на стали
Происхождение
Цветовой тон побежалостей относится к интерференционным цветам. Визуально они изменяются при различном освещении и угле обзора. Также на изменение расцветки материала влияют физические и химические свойства металла.
Физика процесса
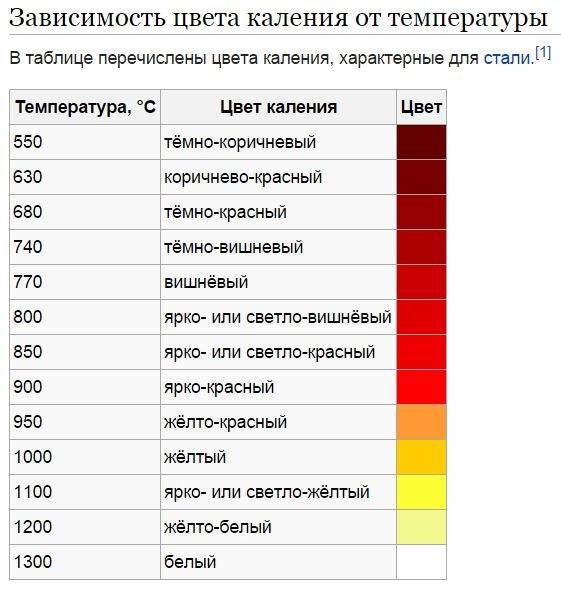
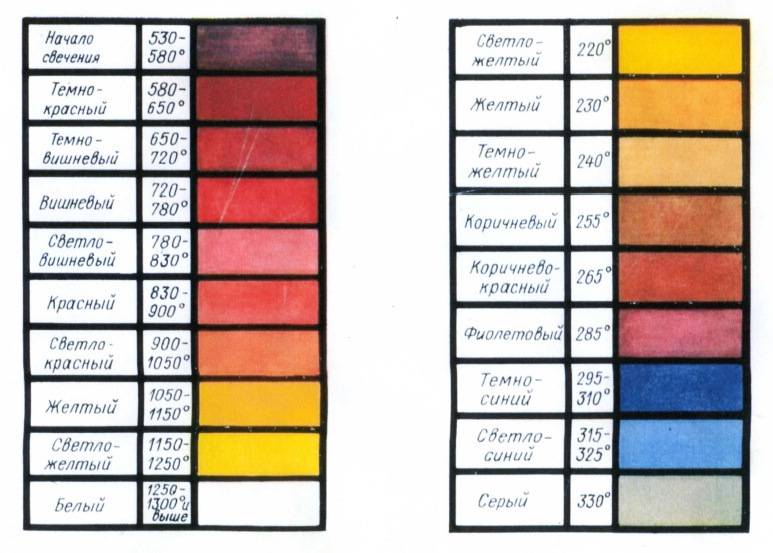
После начала нагревания стальной поверхности появляются побежалости, которые быстро изменяют окрас, начиная от желтого и заканчивая серым. В зависимости от температуры (более 500 градусов) появляются первые тона каления, заметные только при полной темноте.
Если температура превышает 650 градусов, металл раскаляется до темно-красного оттенка. При высокой температуре окрас оксидной пленки может изменяться с вишневого до белого (при 1100–1200 градусах). При дальнейшем нагревании белый будет становиться только ярче, но не изменится. Как говорилось выше, окрас нагрева поверхности металла не является точным индикатором температуры.
Оптические эффекты
Цветовой тон напрямую зависит от толщины оксидной пленки. Когда она увеличивается, гасятся цвета с коротким диапазоном волны. При увеличении градуса нагрева нарастает толщина пленки. Таким образом начинают исчезать определенные оттенки оксидов. Сначала пропадает фиолетовый, затем желтый, после них исчезает зеленый, красный. Это так называемая интерференция света.
Где появляются
Изменение окраски происходит при окислении, которое возникает благодаря разогреванию металла. В процессе нагрева цветовые тона меняются в одной последовательности, но с разными скоростями (в зависимости от увеличения температуры и длительности нагрева).
Благодаря тому, что известна закономерность изменения окраски, в прошлом кузнецы ориентировались на этот факт, чтобы знать, как меняется температура. С развитием технологий появился пирометр.
Цветовые тона для стали
Если смысл описать закономерность изменения окраса побежалостей для углеродистой стали в зависимости от градуса нагрева:
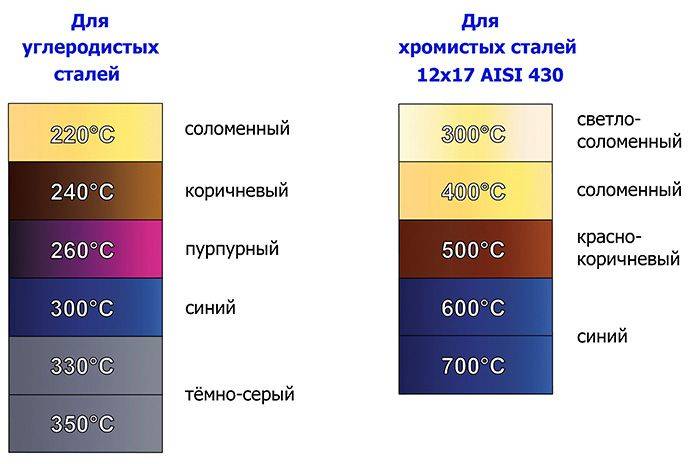
- соломенный — после 220;
- коричневый — до 240–250;
- малиновый — 250–270;
- фиолетово-синий — от 300;
- серый — от 350.
Если используется легированная сталь, изменения окраса необходимо ждать при дальнейшем повышении градуса нагрева. 9-1 Измерение температуры по цветам побежалости и каления — перезагрузка с исправлениями
В природе
Помимо стали, в условиях дикой природы встречаются минералы, на которых образуется тонкий слой оксидной пленки. Цвет побежалостей в этом случае может быть золотистым, красным, синим, зеленоватым.
Красный цвет побежалости у природных минералов может быть вызван большим количеством хромофоров, содержащихся в его составе.
Из-за оттенка оксидной пленки природный окрас минерала не видно. Если стекло или монета долго пролежит под слоем грунта, на их поверхности образуется пленка, которая может изменить цвет поверхности предмета.
Радужные оттенки возникают из-за наличия жировой пленки. Также окрас поверхности стали изменяется из-за высохшей на нем воды с минералами.
Окрас изменяется по определенной закономерности, однако, это не является точным индикатором температуры. Проводя работу по обработке металла, нужно использовать пирометр.
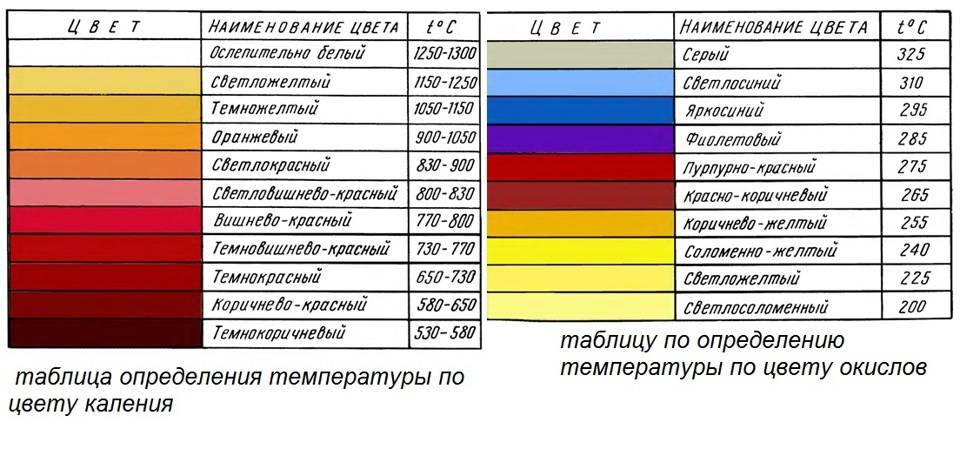
Метод измерения температур по цветам побежалости и каления
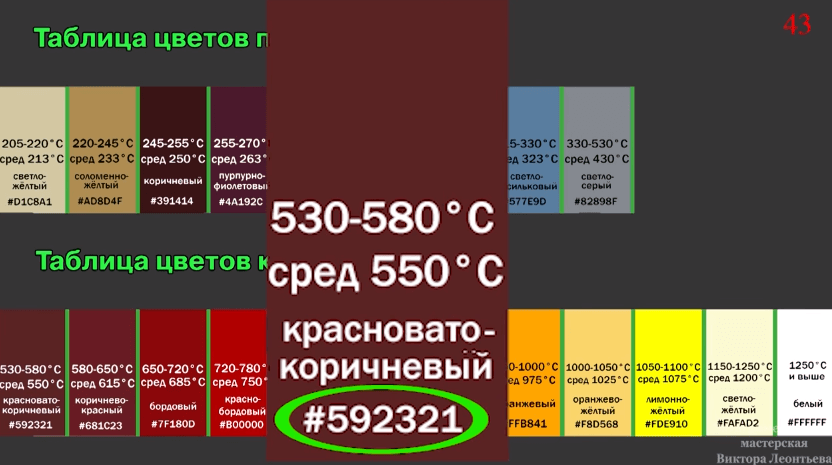
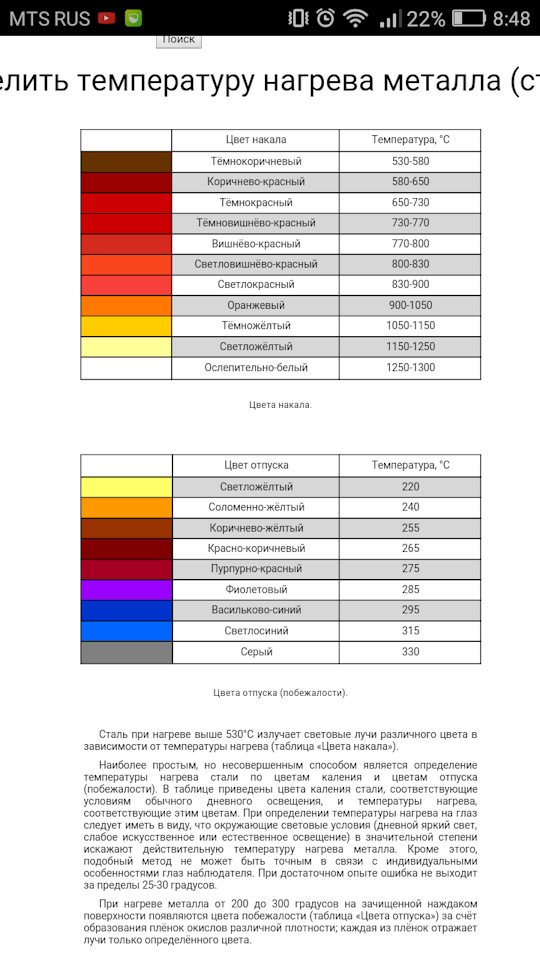
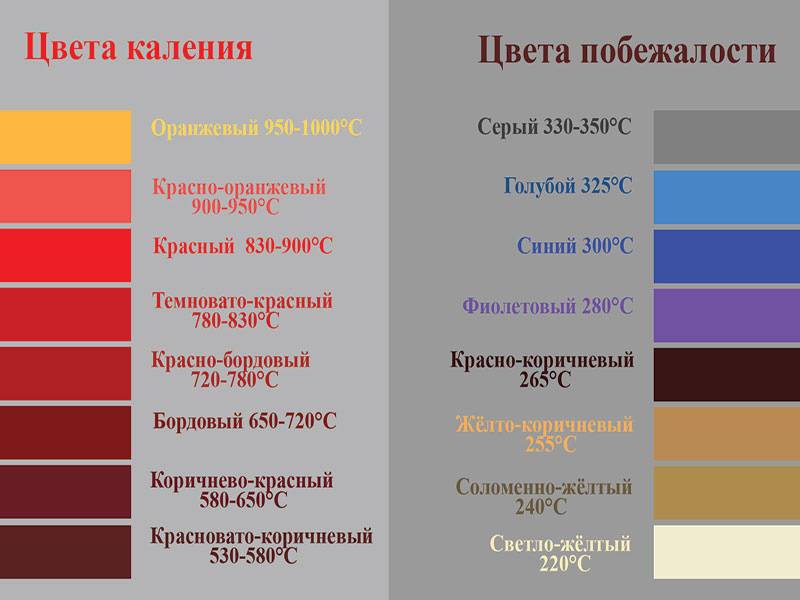
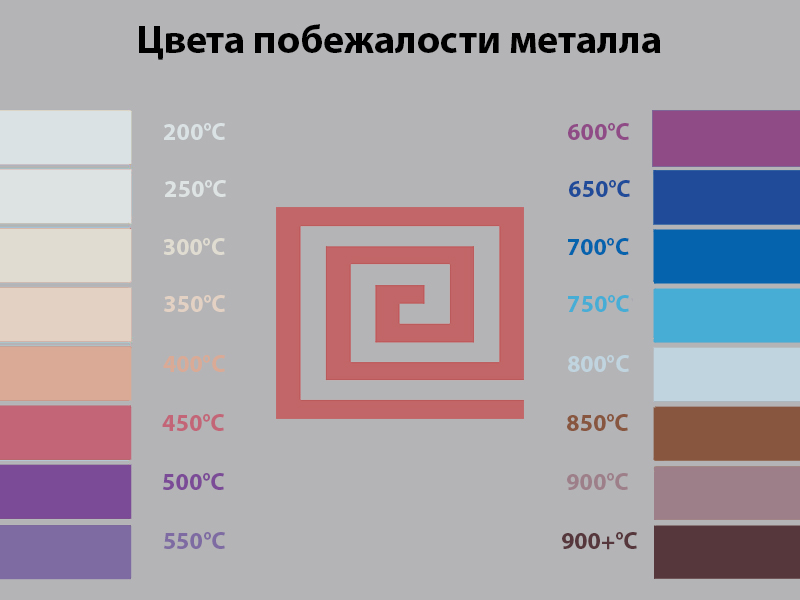
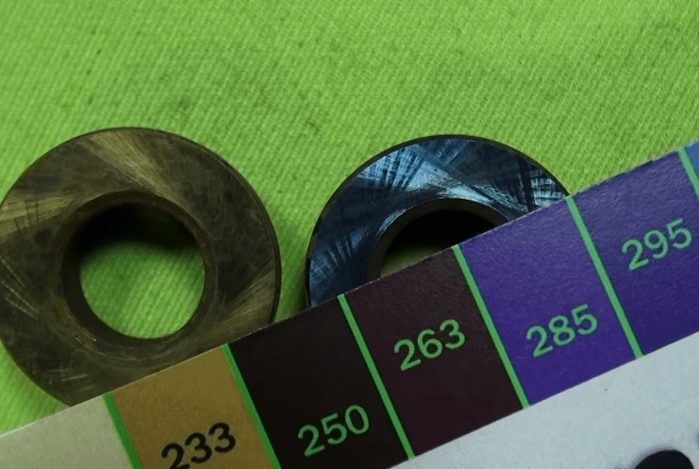
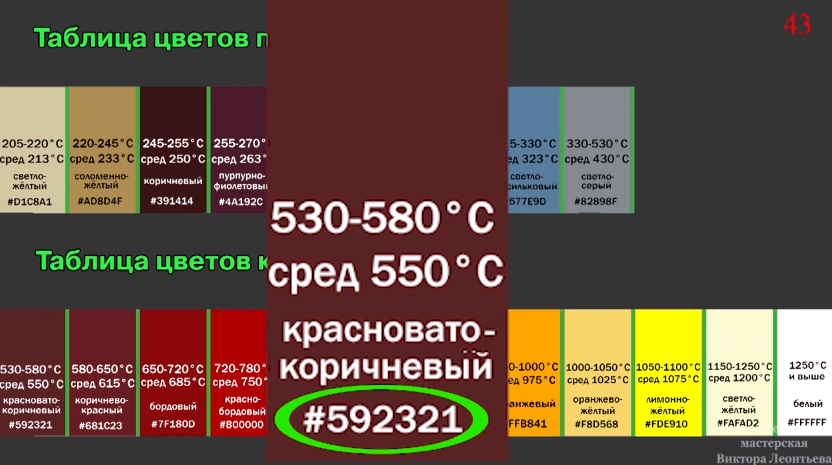
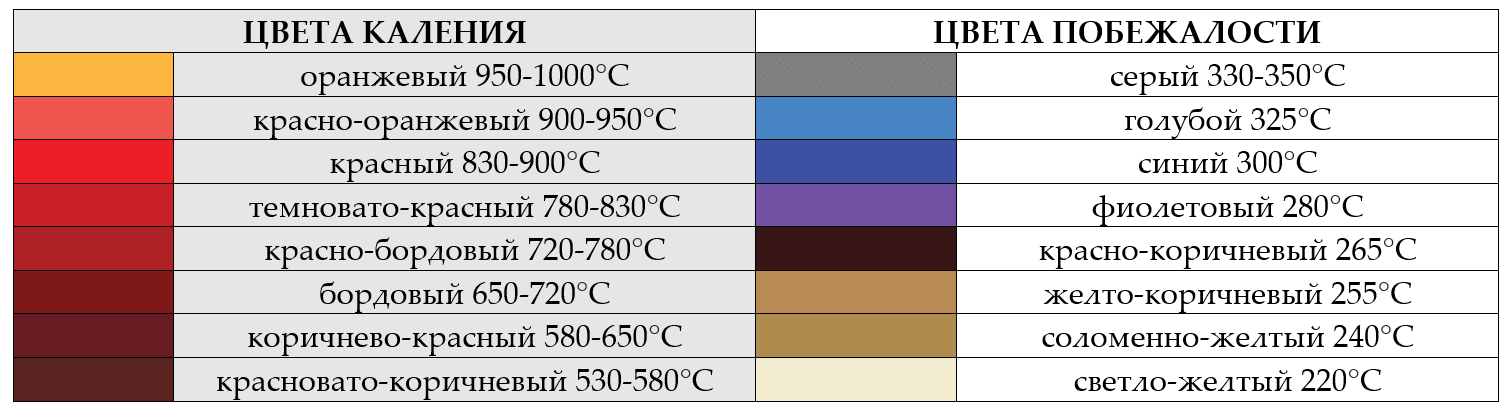
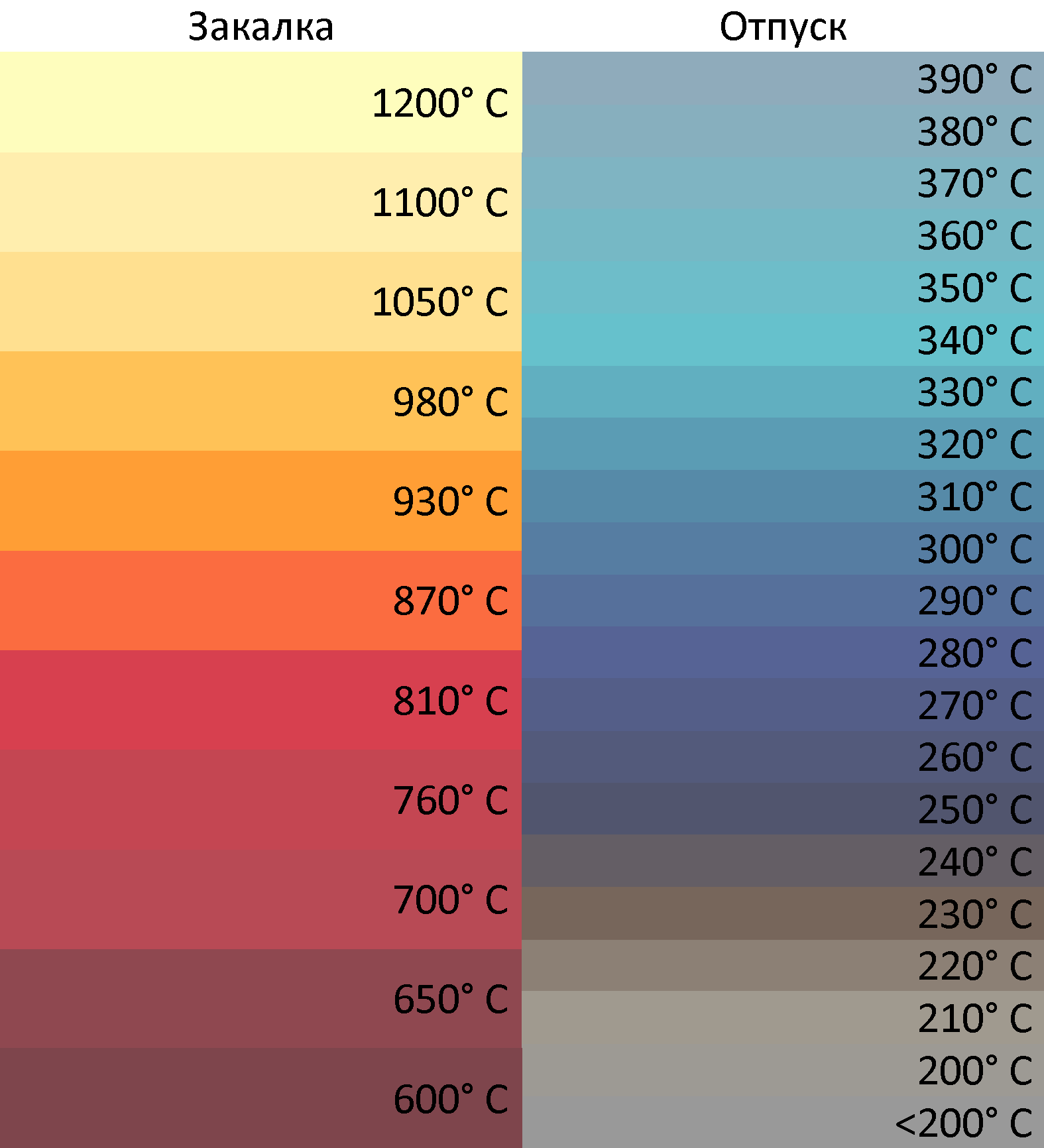
Методом измерения температур по цветам побежалости и каления с давних времен успешно пользовались металлурги, кузнецы, термисты, а так же представители других профессий, включая станочников. Для измерения температуры этим методом, используются таблицы, в которых собраны шаблоны цветов побежалости и каления с описанием их оттенков и указанием значения температур, приводящих к появлению каждого из них.

Имеющие постоянную практику мастеровые и специалисты, таблицами, обычно не пользуются. Поскольку все цветовые оттенки и значения температур, связанные с их проявлениями, они знают на память. Когда же постоянной практики в этой области нет, полагаться на память, особенно на цветовую, пожалуй, не стоит. Путем визуального сравнения из той или иной таблицы, выбирается шаблон, цвет которого более похож на цвет контролируемой области объекта
Акцентирую ваше внимание на том, что при сравнении цветов шаблона и объекта, ожидать их полного, до идентичности совпадения, не следует
Достаточно именно похожести их цветовых оттенков. И тогда можно считать, что температура равномерно прогретого объекта, находится в диапазоне значений, указанных на цветовом шаблоне.
Часто на поверхности объекта проявляются сразу два смежных цвета. Не сложно догадаться, что температура этого объекта находится между средними значениями температур, указанными на обоих шаблонах. В сравнении с приборными измерениями, точность этого метода, конечно, меньшая. И все же, во многих случаях применения, например, при выполнении не особо ответственной закалки или отпуска, точности цветового метода вполне хватает. Что же касается обработки резанием, когда по цветам побежалости на движущейся стружке контролируется расстояние режущей кромки, причем, в разных ее точках, замены этому старому методу, пожалуй, не найти. Таблиц с цветами побежалости и каления в литературе и интернете опубликовано достаточно. Их интерпретации отличаются по форме и по содержанию, к сожалению, тоже. В отличие от большинства из них цвета, используемые в этом видео уроке шаблонов, выверены с помощью компьютера по реальным цветам каления и по цветам побежалости углеродистых сталей. Указанные на шаблонах названия цветовых оттенков условные. А их точная идентификация осуществима по указанному ниже так называемому цветовому коду html.
По этому коду, введенному в поиск, цвет любого их шаблонов легко найти в интернете. Готовые таблицы с цветовыми шаблонами для загрузки в мобильное устройство или для печати, можно скачать с сайта проекта. Возможные причины погрешностей при измерении температур Надо учитывать, что на цветовосприятие влияет общая освещенность помещения, а так же ее цвет, который может быть естественным, белым или желтоватым, исходящим от ламп накаливания. Это касается тех случаев, когда пытаются оценить цвета, полагаясь на память. При измерении температур по цветам побежалости, надо понимать, что ими отражается температура именно на контролируемой поверхности. А это не всегда соответствует температуре всей массы нагретого предмета. Если стоит задача нагреть предмет до определенной температуры, с контролем по цвету побежалости, его надо прогревать не через одну какую-то точку или поверхность, а равномерно, со всех сторон. Равномерность прогрева контролируется так же и по цветам каления. Одинаковый цвет накала в разных точках какой-либо области объекта свидетельствует о ее равномерном прогреве. И наоборот. Отслаивающаяся от раскаленной основы окалина охлаждается и нагревается быстрее, чем массив основы, что вносит искажение в реальный цвет поверхности. Это надо учитывать.
Похожие материалы:
Цвета побежалости сварных швов. Дефект или искусство?
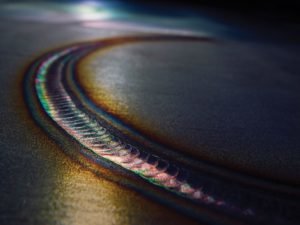
Когда смотришь на фотографии сварных швов, создается впечатление, что сварщики устроили своеобразное соревнование, у кого «круче раскраска». Здесь присутствуют все цвета и их оттенки: соломенный, розовый, зеленый, синий. Задаются ли они вопросом: как влияют цвета побежалости сварного шва на его свойства и могут ли они являться браковочным признаком? Задумываются ли над этим, кода получают красивые узоры, покрывающие металл в месте термического воздействия, или просто получают эстетическое удовольствие? Трудно сказать, но некоторые творения выглядят как картины Леонардо да Винчи.

Побежалостью называют тонкие прозрачные оксидные пленки, образующиеся на поверхности металла. Цвета возникают в результате физического процесса интерференции света в пленках, которые имеют разную толщину и способны отражать свет различной длины волны. Самые толстые пленки отражают короткие волны, по мере их утонения λ света увеличивается. Синему цвету соответствуют более разогретые участки, желтому – более низкотемпературные.

Появляются цвета побежалости в диапазоне температур от 400 о С до 200 о С на участке номер семь, который называют еще зоной синеломкости. Для низкоуглеродистых сталей при высоком содержании в ней кислорода, азота, водорода в этом месте наблюдается снижение величин пластичности и ударной вязкости.
В ряде нормативных документов, в частности в РД 03-606-03 цвета побежалости не определены как дефект, а только как образование препятствующее контролю и предписывается их удаление, зато в СТО-ГК «Трансстрой» 005-2007 они уже определяются как дефектный признак
Должно быть в последнем документе имеет место быть путаница: действительно, появление цветов побежалости на титане свидетельствует о его недостаточной газовой защите (что важно обеспечить в полной мере для этого металла), для низкоуглеродистых сталей недостаток защиты не является такой уж критичной вещью
Отдельно нужно сказать о появлении радужных пленок на поверхности коррозионостойких сталей в народе называемых нержавеющими. Появляются они в более широком диапазоне. Цветовая гамма меняется от синего (700 о С) до светло-соломенного цвета (300 о С) и свидетельствует о том, что слой оксида хрома, защищающий металл от коррозии нарушен. Ни один из цветов не является «безопасным» и может привести к образованию питтинговой коррозии. Стремитесь к серебристо-белому «блестящему хрому». Все остальное обязательно подлежит зачистке лепестковым кругом, металлической щеткой из нержавейки или вытравливается химически.
Несколько советов по сварке нержавейки:
Используйте газовую линзу, вместо цангового тела, чтобы обеспечить направленный поток защитного газа.

Трубы из нержавейки малого диаметра сваривайте с использованием сопла из кварцевого стекла, что позволяет вам лучше видеть и контролировать дугу.

Варите в пульсовом режиме, если есть такая функция в вашем инверторе, что уменьшит тепловложение и увеличит глубину проплавления.

Подбирайте режимы в соответствии с толщиной изделия.
Источник
Происхождение
Цветовой тон побежалостей относится к интерференционным цветам. Визуально они изменяются при различном освещении и угле обзора. Также на изменение расцветки материала влияют физические и химические свойства металла.




Физика процесса
После начала нагревания стальной поверхности появляются побежалости, которые быстро изменяют окрас, начиная от желтого и заканчивая серым. В зависимости от температуры (более 500 градусов) появляются первые тона каления, заметные только при полной темноте.
Если температура превышает 650 градусов, металл раскаляется до темно-красного оттенка. При высокой температуре окрас оксидной пленки может изменяться с вишневого до белого (при 1100–1200 градусах). При дальнейшем нагревании белый будет становиться только ярче, но не изменится. Как говорилось выше, окрас нагрева поверхности металла не является точным индикатором температуры.
Оптические эффекты
Цветовой тон зависит от толщины оксидной пленки. Когда она увеличивается, гасятся цвета с коротким диапазоном волны. При увеличении градуса нагрева нарастает толщина пленки. Таким образом начинают исчезать определенные оттенки оксидов. Сначала пропадает фиолетовый, затем желтый, после них исчезает зеленый, красный. Это так называемая интерференция света.

Воронение и «синение» стали
Воронение стали
. После воронения стальные детали приобретают черную или темно-синюю окраску различных оттенков, они сохраняют металлический блеск, а на их поверхности образуется стойкая оксидная пленка, предохраняющая детали от коррозии.
Перед воронением изделие тщательно шлифуют и полируют. Поверхность его обезжиривают промывкой в щелочах, после чего изделие прогревают до 320–325°С. Ровная окраска поверхности изделия получается только при равномерном его прогреве.
Обработанное таким образом изделие быстро протирают тряпкой, смоченной в конопляном масле. После смазки изделие снова слегка прогревают и вытирают насухо.
«Синение» стали
. Стальным деталям можно придать красивый синий цвет. Для этого составляют два раствора: 140 г гипосульфита на 1 л воды и 35 г уксуснокислого свинца («свинцовый сахар») также на 1 л воды. Перед употреблением растворы смешивают и нагревают до кипения.
Изделия предварительно очищают, полируют до блеска, после чего погружают в кипящую жидкость и держат до тех пор, пока не получат желаемого цвета.
Затем деталь промывают в горячей воде и сушат, после чего слегка протирают тряпкой, смоченной касторовым или чистым машинным маслом.
Детали, обработанные таким способом, меньше подвержены коррозии.
Материал для статьи взят из книги «300 практических советов», автор-составитель В.Г. Бастанов, издательство «Московский рабочий, 1986г.»
https://youtube.com/watch?v=aXjwJ7QmAa0
Три способа изготовления патины в домашних условиях
Дикая патина на статуе Свободы
Первый способ – аммиачное патинирование. Для этого нужно взять пластиковый контейнер. На дно положить пару бумажных или обычных полотенец. Смочить их аммиаком. Затем посыпать крупной поваренной солью. Положить медный предмет изделие и посыпать его солью. А потом накрыть еще несколькими полотенцами, и полить все аммиаком.
Срок выдерживания изделия в контейнере зависит от желаемого результата. Первые изменения будут заметны спустя две минуты. Но благородный зеленый цвет будет хорошо виден только через 2 дня. После чего следует промыть изделие и высушить его.
Второй способ – запекание. Нужно взять 5 частей уксуса на 1 часть соли и смешать их. От габаритов изделия будет зависеть количество раствора. Нужно чтобы металл полностью был погружен в жидкость. Выдерживать изделие в растворе нужно час. По истечении времени вынуть его и положить на противень, который предварительно нужно застелить фольгой.
И запекать изделие при температуре 200 градусов до зеленоватого цвета. После нужно опять окунуть металл в раствор и выдержать его там час. Повторить запекание. Такую процедуру нужно повторить 3 раза, если нужен глубокий цвет или 2 раза, если нужен легкий налет старины. После вымыть и высушить металл.
Третий способ – патинирование с помощью яйца. Сварить его нужно вкрутую, очистить и разрезать напополам. Положить половинки яйца и изделие, которое нуждается в патинировании, в целлофановый пакет и завязать его. Яйцо выделяет серный газ, который входя в реакцию с медью, дает зеленый налет изделию. Нужно держать яйцо и изделие в пакете до тех пор, пока результат не станет удовлетворительным. Обычно это требует 1–2 дня.





