

Материалы для разметки заготовок, места резки

- Участник
- Cообщений: 4 141
- Город: Саратов
Сообщение отредактировал АВН: 27 Сентябрь 2013 17:58
Сообщение отредактировал АВН: 27 Сентябрь 2013 17:59
Сообщение отредактировал АВН: 27 Сентябрь 2013 18:00
Сообщение отредактировал АВН: 28 Сентябрь 2013 00:32
#49 Гефест
Малярный скотч — 160-1500-20 трубы — идеален, под УШМ, под строжку, да под все что угодно, да сгорает, но это и есть его плюс, дает сразу и угол (любой) и линию, если скальпелем подрезать, то уже лекальный рез, он еще и разметочный, можно как Лепило царапкой потом пройти, и быстро, и главное не будет лишних рисок, которые на 12м часу работы можно перепутать, и отрезать не там, вообще Направляющая Удаляющаяся Лента, а мел и прочие — и дорого и крайне как оказалось в жизни — глупо, скотч красится — на нерже — контраст — на черной — контраст. По факту это мягкая линейка, так в 2000х резали трубы одной рукой первыми макитами, с колена, размечая широким скотчем, невозможно даже на 0.5 ошибиться что термической резкой, что абразивной. Хоть труба под ресивером, хоть сверхусбоку, все равно малярка — и вот рез, какой хочешь. Меня тоже учили мелком, из за этого один раз. Я обещал больше не материться. Удалено.Шрифт и цвет.А.В. Строжка хороша тем, что кувалдной подбив края можно получать разделку внатяг, не держать деталь рукой, но странно экономить на 1500 УШМ и 150 за пачку дисков, заставляя резать на 250А людей металлы электродом, это что то уже из области классической литературы, чем то даже по Толстому, если не по Салтыкову-Щедрину. Самая суперская чертилка — это саморез от 4 мм по металлу с 6 гранной головой. Вечный. Его еще можно вкрутить куда нибудь, когда совсем станет плохо.
Старые трубачи размечали электродом — просто вскользь про линии, видно идеально, плюс к тому подобрав скорость получаются точки, это высшая мера мастерства — когда даже мел не выдавали, вообще это разметка тем же хим материалом что и рез, плюс это опора для режущего электрода, некоторые люди вместо клейма рисовали узор, отбивая его оправкой, знак мастера, клеймо легко подделать, а это — фига
Особенности инструментов по дереву
Плотницкие и столярные операции с древесиной отличаются от слесарных менее жесткими требованиями к характеристикам применяемого инструмента. Измерительные приспособления могут быть и металлическими, и деревянными, и полимерными — из современного технологичного материала. В стандартных плотницких наборах разметочный инструмент по дереву может быть представлен линейками, рулетками и другими приспособлениями для выполнения измерительных мероприятий. Специально для окружностей используют также геометрические циркули необходимого размера. Для эффективной фиксации отклонений используют угольник. Это небольшое устройство, обычно представленное в виде перпендикуляра, позволяющее оценить корректность выдержки положения конструкции по вертикали.
Чертилка слесарная по металлу

Разметка детали — важнейшая операция в технологический цепочки производства. В зависимости от требований по точности, читаемости линий на поверхности выбирается способ их нанесения. Карандаш, мел, маркер удобны в работе. Не нужно прилагать усилий во время разметки. Однако эти методы недостаточно эффективны во многих случаях. Линии слишком широкие, легко удаляются в процессе работы и плохо видны во время обработки. Оптимальным инструментом для качественной разметки считается слесарная чертилка по металлу. Линии хорошо видны, их невозможно стереть. Тонкий контур позволяет изготавливать детали высокой точности.
Описание инструмента
Отечественные производители долгие годы опирались в производстве на строгие правила, регламентируемые в законодательных актах. Так чертилка по металлу разметочная ГОСТ 24473-80 должна соответствовать указанным в документе размерам и характеристикам. Допускались до производства следующие виды инструмента:
- односторонняя;
- двусторонняя;
- односторонняя с рукояткой;
- двусторонняя с рукояткой.
Оговаривался и материал изготовления. Чертилка могла быть цельной из углеродистой стали, либо с твердосплавной напайкой. В качестве режущего элемента иногда применялись сменные иглы. Изготавливают инструмент из стали марок У10, У12. У таких моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ острия. Преимуществом является возможность заточить приспособление на любом абразивном оборудовании. К тому же стальной образец дешев. Дороже обойдется слесарная чертилка по металлу с победитовым наконечником.
Срок ее службы многократно дольше, она не боится окалины, пыли, грязи на поверхности. Для заточки необходим специальный алмазный круг.
Скачать ГОСТ 24473-80
Изготовление своими руками
Домашний мастер не ограничен жесткими производственными регламентами и требованиями. Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, нужного размера, формы. Опытные мастера, даже на крупных предприятиях, где есть возможность пользоваться заводским изделием считают, что сделанная своими руками модель лучше. Самодельная чертилка учитывает индивидуальные особенности работника, особенности выполнения операций. Удобная рукоятка комфортнее в работе, поскольку часто приходится прикладывать значительные усилия при нанесении разметки.
Решив, что инструмент необходим, встает вопрос — из чего сделать слесарную чертилку, чтобы она была удобная и прослужила долго?
Вариантов много, например:
- Слесарный инструмент: напильник, метчик, сверла из инструментальной стали, керн.
- Деталь из высокопрочного сплава: клапаны, валы, иглы, спицы.
- Сверла, буры с победитовой напайкой.
Технологии производства в домашних условиях предполагают наличие необходимого инструмента, навыков работы. Решить, как сделать своими руками чертилку в данном случае, это выбор мастера. Среди наиболее популярных способов отмечают следующие:
- заточка удобной детали по чертежам;
- изготовление держателя для чертилки со сменными иглами;
- сварная конструкция из рукоятки и режущего острия.
При работе с абразивным инструментом следует помнить, что недопустимо перегревать заготовку. Появление окалины на поверхности — брак. Минимум 0,5 мм металла следует удалить в этом случае. Применяются охлаждающие жидкости и щадящий режим обработки.
Хорошим решение для изготовления своими руками чертилки будет использование швейных игл. Для их производства берется высокопрочная углеродистая сталь. Сделав рукоятку, можно из дерева или других материалов, вставляют зажимной механизм для иглы. Предварительно ее укорачивают до нужного размера. Еще проще использовать швейные иглы можно сняв шток с неисправной машинки.
Совершенно иной, современный подход к решению проблемы предлагают смекалистые умельцы. В сети можно приобрести набор электронной чертилки. Работает она по принципу дуговой гравировки. Для реализации идеи необходимо знать принципы электротехники, навыки работы с приборами. Хотя напряжение питание небольшое, подойдет даже шнур от компьютерного порта USB, следует соблюдать технику безопасности.
Техника шабрения
После выполнения подготовительных обрабатывающих действий первым делом на рабочую поверхность наносится специальная краска. Ее задача заключается в обозначении притирочного рисунка, а также в выявлении наиболее выдающихся на поверхности участков. Иногда большие площади зонируют на отдельные участки в зависимости от сложности их доведения до нужного состояния. Так или иначе, по сформированному рисунку и производится шабрение. Это означает, что обработка ведется не по сплошной площади, а в некотором смысле точечно. Эффективность и качество получаемого среза определяются и частотой, с которой производится зачистка. После того как запланированный объем среза был выполнен, мастер производит еще одно покрытие поверхности краской, которая вновь выявляет выпуклости и неровности. Таким образом производится контроль качества шабрения. К слову, цикл операции может повторяться несколько раз в зависимости от того, насколько каждый сеанс приближает поверхность заготовки к образцу.
Советы по эксплуатации
 Односторонний и двусторонний шабер
Односторонний и двусторонний шабер
Режущие станки – односторонние и двухсторонние шаберы — популярны не только у знатоков слесарного дела и ремесла деревообработки, но и среди домашних умельцев. Если профессионалы хорошо ознакомлены с правилами употребления инструмента, то менее просвещённым изобретателям стоит прочесть инструкцию по применению шаберов.
Ручные станки требуют больше физических затрат при работе, а автоматические шаберы на пневматике и электронике более легки в применении
Тем не менее, электрические станки нужно применять с большой осторожностью, так как их функционирование связано с перепадами электросети и автоматическим запуском режущего элемента
На первом этапе специалисты советуют подобрать шабер подходящей конфигурации. Стоит приобрести универсальный станок или набор с инструментами разных габаритов со съёмными деталями. Перечень разных пластин позволяет совершать больше вариативных операций при оформлении изделий.









 Правила шабрения
Правила шабрения
Прежде чем приступить к шабрению, стоит внимательно изучить обрабатываемую поверхность. В том случае, если она имеет шероховатости и заметные повреждения, верхний слой необходимо удалить и покрыть однородным слоем краски. На этапе шабрения нужно надёжно зафиксировать элемент в тисках, при необходимости закрепив его дополнительными прокладками из силикона или резины.
В соответствии с выполняемой операцией назначается определённый угол резки. Сначала выполняется обрезка элемента в массах. После этапа черновой обработки нужно проверить поверхность на нарушение габаритов и продолжать отделку до тех пор, пока результат не будет удовлетворительным.
Особенности ножа из напильника
Самодельный нож из старого инструмента имеет отличительные особенности. Напильник, произведенный во времена СССР, изготовлен из углеродистой стали высокого качества и идеально подойдет для режущего инструмента. Он прочный, легко обрабатывается, в процессе эксплуатации просто и быстро затачивается.
Рашпиль, напильник с крупными зубьями, также подойдет в качестве заготовки, больше в качестве охотничьего или походного ножа. Если с одной стороны оставить зубья напильника, то нож становится многофункциональным: им можно в случае необходимости очистить любую поверхность, снять стружку, подготовить хворост для костра.
Плюсы и минусы
Ввиду отсутствия условий для обработки металла на наковальне получить кинжал из напильника с тонким лезвием сложно. Для этого понадобится много времени и усилий, так как углеродистая сталь плохо затачивается бытовым инструментом, не приобретает нужной степени упругости. Поэтому проектирование ножа с грубым дизайном и минимальной степенью обработки сокращает время работы над лезвием.
Благодаря свойствам металла, и которого изготовлен напильник, можно изготовить много видов режущего инструмента:

Нож из углеродистой стали редко тупится, хорошо режет, из-за большого веса легко справляется с твердыми текстурами. Лучше всего, если в распоряжении мастера будет наковальня, возможности для закалки металла. Без этого материал значительно более хрупкий. Изготовление ножа возможно без ковки и нагрева, тогда нужен альтернативный способ закалки металла.
Недостатком ножа из старой заготовки является его низкий уровень гибкости. Он сломается при попытке изгиба лезвия ввиду особенностей материала. Второй минус – если во время работы допустить ошибку или неточность, то заготовка придет в негодность, или нож будет иметь дефект.
Нанесение параллельных рисок при помощи линейки и циркуля
На подготовленной поверхности заготовки чертилкой при помощи линейки проводят произвольную линию (риску) АБ.
Нанесение параллельных рисок при помощи линейки и циркуля
а — проведение дуг; б — проведение касательной ВГ к дугам.
Отступив от концов линии АБ на 10 — 15 мм, делают на ней кернером два углубления О и О1. Заданным раствором циркуля (в нашем примере 30 мм) устанавливают ножку в углубление О и чертят одну дугу, а из углубления О1 другую дугу.
Касательно к обеим дугам по линейке проводят чертилкой риску ВГ, которая будет параллельна ранее проведенной риске — АБ. Параллельность рисок проверяют линейкой. Расстояние между рисками в любых точках должно быть одинаково (30 мм).
Вопросы
- Какие линии параллельны между собой?
- Как провести риску параллельно ровной кромке заготовки, пользуясь линейкой и циркулем, если расстояние между кромкой и риской 40 мм?
- Как проверяют параллельность рисок?
Упражнения
- Проведите параллельные риски при помощи линейки и циркуля на расстоянии 20 мм, 40 мм, 65 мм.
- В прямоугольнике со сторонами 60 и 130 мм проведите горизонтальную и вертикальную осевые линии, пользуясь линейкой и циркулем. Определите, какие линии параллельны.
Разметка сопряжением пересекающихся прямых дугой окружности
При пересечении двух прямых образуется угол; поэтому рассмотрим разметку сопряжением сторон разных углов. На рисунке ниже показаны сопряжения прямого, острого и тупого углов. Сопряжения сторон углов а — прямого; б — острого; в — тупого. Построение сводится к нахождению центра дуги, которая касалась бы обеих сторон угла. Пусть радиус R дуги (сопряжения) окружности равен 40…
Нанесение взаимно перпендикулярных рисок
Перпендикуляр (рисунок ниже) — это прямая линия, составляющая прямой угол с другой прямой или плоскостью. Перпендикуляры к прямой (а) и плоскости (б) При нарезании метчиком резьбы в отверстии метчик ставят перпендикулярно к поверхности детали (рисунок ниже). Перпендикулярность метчика к нарезаемому отверстию детали Перед сверлением глубоких отверстий в деталях необходимо проверить перпендикулярность сверла, установленного в…
Построение углов при помощи транспортира
С ученическим транспортиром вы уже работали. Пользуясь им, можно построить любой угол. Вспомним построение угла 45°, которое часто встречается при разметке: Построение угла 45° при помощи транспортира На подготовленной поверхности заготовки проводят прямую риску АБ. Отмечают на этой риске точку и делают кернером метку О. Прикладывают к риске транспортир так, чтобы его начальная точка…
Разметка заготовок (повторение)
Разметку выполняют не спеша, аккуратно на разметочной плите. Рабочее место разметчика должно быть хорошо освещено. Перед разметкой изучают (читают) чертеж и определяют основные размеры детали (длину, ширину, высоту). У заготовки должен быть припуск на обработку. Проверяют заготовку на обрабатываемость пробным опиливанием, резанием или гибкой. Заготовка должна быть чистой, не иметь заусенцев и наплывов (если это…
Центры
Исходя из размеров и формы заготовок, при их обработке используются центры разнообразных типов (рис. 1). Рабочий угол, образующий вершину центра – а), всегда равняется 60°. Конусные плоскости хвостовой 2 и рабочей 1 составляющих центра должны быть гладкими, без забоин. Любые шероховатости создают погрешности при обработке деталей.

Рис.1. Центры:


![§ 13. инструменты для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://metallcore.ru/wp-content/uploads/b/8/7/b8772db3fe5b7856d4006c5d30ec1a28.jpeg)






а – прямой; б – с обратным конусом; в – со срезанным конусом; г – сферический; д – с рифленой рабочей поверхностью; е – с твердосплавной рабочей поверхностью; 1 – рабочая часть; 2 — хвостовая часть; 3 – опорная часть
Сечение опоры 3 всегда меньше малого сечения конуса хвостовой составляющей 2. Эта особенность позволяет демонтировать центр путем выбивания из гнезда, не повреждая конусную плоскость хвостовой составляющей. На рисунке – б) показан центр, который используется при обработке деталей сечением до 4 мм. На них вместо центрирующих отверстий имеется наружный конус с углом вершины 60°.
Он заходит внутрь конуса центра, из-за этого его называют обратным. При необходимости подрезки торца детали используют центр, срезанный сзади, позиция – в). Его располагают в пиноли задней бабки станка.
Центр, имеющий рабочую составляющую со сферической поверхностью – г), используют при обработке детали, несоосной с вращением шпинделя станка.
Центр, у которого рифленая плоскость рабочей составляющей – д), применяют для обработки безповодкового патрона деталей, у которых большие центровые отверстия. В момент операции передний центр вращается вслед за заготовкой, представляя собой только опору.
Задний центр остается неподвижным, поэтому подвергается интенсивному износу. Это следствие потери твердости в результате повышенного нагрева.
Чтобы предотвратить износ, рабочую составляющую заднего центра выполняют из твердых сплавов – е). Обрабатывая заготовки на больших скоростях резания, при высоких нагрузках, применяют центры вращения сзади (рис. 2).

Рис. 2. Вращающийся центр:
1 – центр; 2 – роликовый подшипник; 3, 5 – шариковые подшипники; 4 – корпус
В хвостовую составляющую 4 этого центра в опорах качения 2, 3, 5 установлена ось. На ее конце изготовлена рабочая составляющая 1. Это придает ей вращение вместе с обрабатываемой деталью.
Виды слесарных работ и их назначение
Общепринятой является следующая классификация слесарных работ:
- подготовительные,
- обработка в размер,
- подгоночные.
Как правило, у слесаря есть определенная узкая специализация. И один специалист может быстро и качественно выполнять лишь определенный вид работ. Есть, конечно, своего рода специалисты широкого профиля. Но это, как правило, молодые рабочие, которые только недавно вышли из стен учебного заведения и лишь осваивают азы профессии. Им нельзя доверить действительно сложную и ответственную работу.
О назначении тех или иных видов работ говорит их название. Так, подготовительные работы направлены на обеспечение подготовки к процессу, обработка в размер – воздействие на материал и заготовку инструментом с целью придания ей заданной формы, пригоночные – сборка и доводка деталей и узлов.
Какие инструменты используют, как дополнительные для разметки, и как они называются
Технологий обработки и моделей конечных изделий бесконечное множество. Поэтому часто применяются нестандартные решения, удобные для определенных операций. Как в металлообработке, так и при изготовлении товаров из дерева, пластика, камня и т.д. широкое распространение получило использование лекал. Линия со сложной конфигурацией получается путем очерчивания специального образца.
Перед формированием нескольких радиусов желательно сделать точку приложения. Это исполняется кернением. Устройство чем-то напоминает зубило, но с острой конусной рабочей поверхностью, выполненной из твердого сплава.
Маркировка и нанесение устойчивых знаков на металл производится с помощью электрического гравера. Это по сути микросварочный аппарат. За счет электродуги образуется очень четкий локальный след. Им можно чертить и писать, как карандашом.
Описание инструмента
Отечественные производители долгие годы опирались в производстве на строгие правила, регламентируемые в законодательных актах. Так чертилка по металлу разметочная ГОСТ 24473-80 должна соответствовать указанным в документе размерам и характеристикам. Допускались до производства следующие виды инструмента:
- односторонняя;
- двусторонняя;
- односторонняя с рукояткой;
- двусторонняя с рукояткой.
Оговаривался и материал изготовления. Чертилка могла быть цельной из углеродистой стали, либо с твердосплавной напайкой. В качестве режущего элемента иногда применялись сменные иглы. Изготавливают инструмент из стали марок У10, У12. У таких моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ острия. Преимуществом является возможность заточить приспособление на любом абразивном оборудовании. К тому же стальной образец дешев. Дороже обойдется слесарная чертилка по металлу с победитовым наконечником.
Срок ее службы многократно дольше, она не боится окалины, пыли, грязи на поверхности. Для заточки необходим специальный алмазный круг.
Разметка прямых линий
При кажущейся простоте такой задачи существует достаточно много нюансов и в некоторых моментах они существенны. Например, небольшой перекос рейсмуса сужает черту, следовательно, при проведении параллельных направляющих необходимо правильно держать инструмент, строго перпендикулярно кромке. Ошибка увеличивается при намечании таких черт, находящихся друг от друга на большом расстоянии.
Во многих случаях приходится использовать линейку. Здесь самая распространенная оплошность – прогиб и отхождение от плоскости. Царапина при этом будет нанесена не корректно.
Существует еще один способ это применение фиксации струбциной или временной сваркой. В плотницком деле для формирования направления протеса приспособили нить с меловой поверхностью. Конечно толщина получается приличной, но при маркировке бревен такая операция позволительна.
Одним из современных аппаратов является лазер. Он оставляет четкую видимую линию. Нам остается только произвести фиксацию чертилкой или карандашом.
Крабовые Ручки ♋ Almois Jobbing Official
Имелась в стратегическом запасе небольшая кучка обломков свёрл преимущественно трёх-миллиметрового диаметра. И вот, возникла на досуге парочка идей, что с ними можно сделать. Например, усовершенствовать с их помощью имевшееся под рукой шило, которое использовалось по совместительству и как кернер, и как чертилка (она же чертяга, она же разметочный кернер).

Нужно заточить свёрла на нужную остроту и вставить в подходящие рукоятки. Как это было и что в итоге вышло в этом видео:
Для тех, кому неохота смотреть 10 минут всякие неудачные потуги и мелкие подробности, имеем сокращённый вариант, без комментирования и на 4.5 минуты: .









Самая глупая возня вышла с попыткой расточить цанговый зажим хорошей грушевидной рукоятки с 2.5 мм на 3.0 мм,

ибо 2.5-мм сломанного сверла в наличие не нашлось и очень хотелось изобрести 10+1 способ расточки без использования специализированного бора-сверла. В итоге, последняя попытка заточить сам этот обломок сверла на сверло-развёртку привела к стачиванию до меньшего диаметра самого сверла, в результате чего оно стало идеально подходить к патрону-зажиму, после чего оно и было заточено с другой стороны на шило.
Заточка всех свёрл производилась об шлифовальный диск включённой болгарки, а само сверло вставлено в бормашину (оная самодельная — просто моторчик с цанговым патроном):

Направления вращения сверла и диска — в противоход.
В итоге имеем:
Рукоятка для шила — отличная, советская, хорошей профессиональной формы, от какого-то непонятного, кажется малярного инструмента.
Рукоятка для чертилки — корпус старой плохой (хотя форма корпуса очень удобно лежит в руке) авторучки. Лучше использовать железный корпус, если есть. А то тут пришлось для укрепления Поксипола в головку добавить, а это уже делает наконечник невытаскиваемым, что затруднит его заточку в будущем.
С кернером по идее всё просто — можно просто заточить какой-нибудь стальной стержень и закалить его кончик. Но… хотелось использовать сверло, попробовать получится ли так, попридумывать технологии «как это сделать», помучиться/размяться. Поэтому в стержне с торца было просверлено отверстие 3 мм в диаметре, 1 см в длину, и, между прочим, здорово получилось.
Углы заточки получились такие:
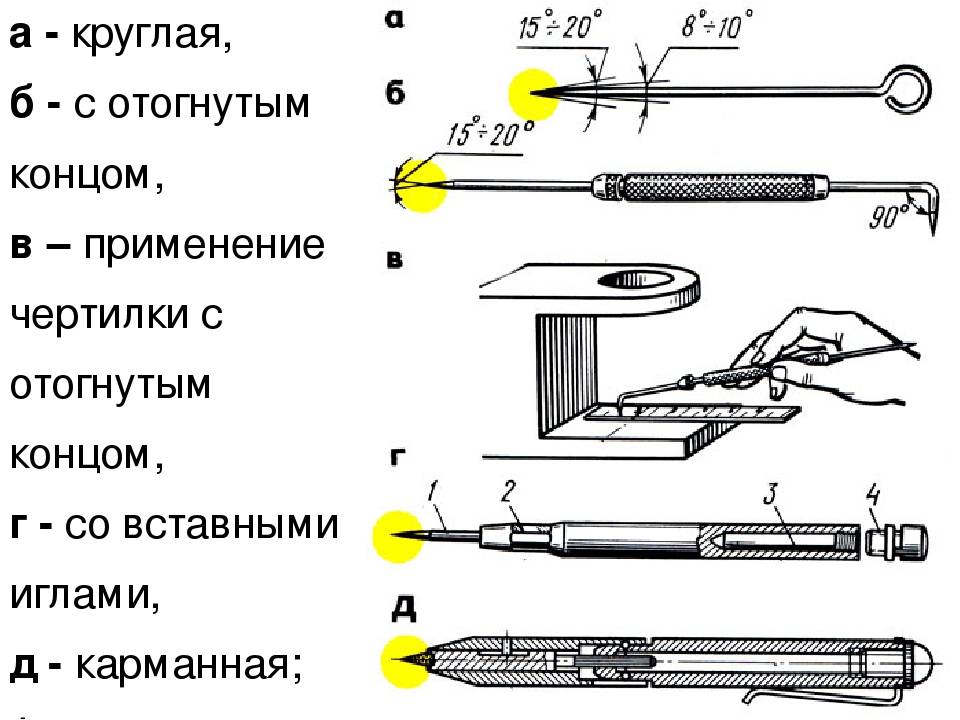
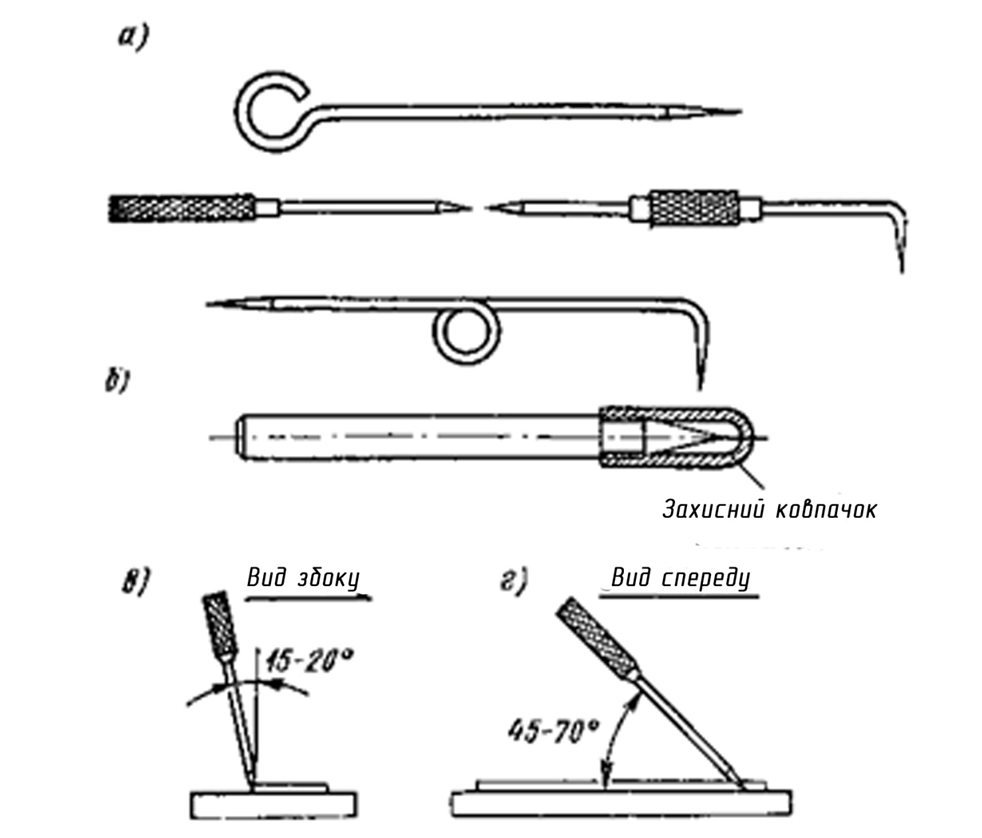
 Тут можно поспорить и/или пофилософствовать на тему какие должны быть эти углы. В одном месте Сети написано, что у кернера угол должен быть 100-120°, в другом (особенно у автоматических) — 45-60°. Про чертилку в одном месте написано, что должно быть 8-15° (а на фотках при этом 40-45°), в другом — 15-20° до 50°.
Тут можно поспорить и/или пофилософствовать на тему какие должны быть эти углы. В одном месте Сети написано, что у кернера угол должен быть 100-120°, в другом (особенно у автоматических) — 45-60°. Про чертилку в одном месте написано, что должно быть 8-15° (а на фотках при этом 40-45°), в другом — 15-20° до 50°.
Помнится, на уроках труда в школе были чертилки в виде проволоки, загнутой в кольцо с одной стороны, и с очень острой заточкой, как у шила, с другой. Так вот я, например, никогда не мог разглядеть рисок с этих чертилок — слишком уж они тонкие получаются и сливаются с царапинами на металле. По моему опыту, вот именно таким остриём в 45° наиболее яркие риски получаются, а также им легко просто рисовать и даже писать на железе.
Поделиться ссылкой на эту страницу в:





