

Что указывается в стандартах?
Все существующие нормативы предписывают, что цепи должны иметь определенные размеры и иные параметры, например:
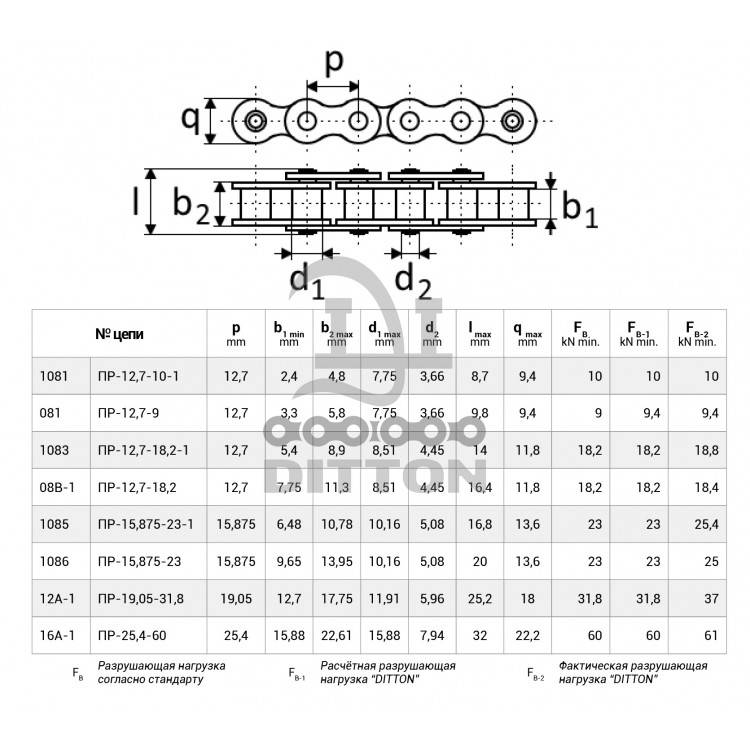
- Шаг цепи. Для его определения измеряют, какое расстояние отделает штифты, относящиеся к одному звену.
- Расстояние b1. Оно фиксирует, как далеко друг от друга размещены внутренние пластины.
- Диаметр штифта (ролика). Обозначается d1.
- Нагрузка, достаточная для разрушения цепи. В стандартах обозначается символом Q. Единица измерения — килоньютон.

Поначалу все измерения проводились в дюймах. Но даже после перехода к системе СИ США, страны Европы не стали ничего менять в своей документации. И на текущий момент времени измерения в миллиметрах и сантиметрах характерны только для российского ГОСТа.
На роликовые цепи стандарт ISO можно считать самым проработанным. Помимо размеров, он описывает требования техники безопасности при эксплуатации оборудования, комплектность цепей
Отдельное внимание уделено предельным допустимым отклонениям от указанных размеров и минимальным разрушающим нагрузкам
Затронем тему шага цепи. В ISO 606, DIN 8187 (ФРГ) и BS (Великобритания) в качестве единицы отсчета выбрана 1/16 дюйма. Минимальный размер — 6 мм, максимальный — 114, 3 мм или 4,5 дюйма. В американском ANSI B29.1M и немецком DIN 8188 для расчета шага выбрана 1/8 дюйма. Максимальный размер не может превышать 3 дюйма.
Перейдем к маркировке цепей. Именно она позволяет узнать, по какому стандарту изделие изготовлено, если, например, утрачены сопроводительные документы.
Шаг цепи бензопилы. Таблица
С учётом величины шага, на сегодняшний момент цепи разделяются не несколько подтипов:
| № | Расстояние между заклёпками | Шаг цепи (ширина в дюймах) |
| 1 | 6,35мм | 1/4 |
| 2 | 8,25мм | 0,325 |
| 3 | 9,3мм | 3/8 (0,375) |
| 4 | 10,26мм | 0,404 |
| 5 | 19,05мм | 3/4 |
Как видно из таблицы шаг цепи обозначается как обычное число (3/4) и десятичное – «0,375». Подобное разделение вызвано схожестью десятичных значений – «0,325» и «0,375», поскольку разница в одну цифру создавала путаницу при подборе пилы. Поэтому в своё время было принято решение об установлении двух разных обозначений: десятичными и обычными дробями.
Шаг выштамповывается в области специального ограничителя глубины распила на каждом зубе.
К плюсам цепей с большим шагом можно отнести:
- высокий уровень производительности за счёт широкого пропила;
- возможность выполнения сложных работ (валка крупных деревьев).
Но следует учесть, что широкий пропил требует использования более мощного двигателя, что в свою очередь значительно увеличивает сопротивление.
Преимуществами цепей с малым шагом являются:
- низкий уровень вибрации;
- плавные движения при пропиле;
- чистота реза.
Достигаются преимущества за счёт большого количества зубьев и малого расстояния между ними.
Вся известная классификация цепей основывается на особенностях их маркировки в зависимости от шага, который предназначен для определённых потребностей и производится под конкретную мощность электрооборудования. Для лучшего понимания каждого типа шага, их следует рассмотреть по отдельности.

Стандарты, определяющие размеры приводных роликовых цепей
Для стандартизации размеров цепей в разных регионах и странах разработаны собственные Стандарты, которые регламентируют параметры и характеристики не только приводных цепей, но и других видов, а также звездочек для них. Отсутствие единого мирового Стандарта, а также импорт оборудования и техники, накладывает ряд сложностей в подборе цепей по размеру.
Наиболее известные стандарты: ГОСТ (ГОСТ 13568-97 — российский стандарт по приводным цепям, применяемый и в странах СНГ), ISO, DIN (ISO 606, DIN 8187, DIN 8188 – стандарт, применяемый в европейских странах), ANSI (ANSI B29.1M — стандарт, который применяется в США). Все стандарты описывают типы, параметры и размеры цепей, особенности выбора шага цепей и их маркировки, марки стали, а также множество других вопросов. Главным вопросом остается размерный ряд цепей и их соответствие в разных Стандартах (аналоги цепей).
Так как первые стандарты роликовых цепей создавались в дюймовой системе, то ряд размеров цепей соответствует долям дюйма, а уже затем он переводится в международную метрическую систему и указывается в миллиметрах.
3/8 или 0,325 что лучше и почему
Определить какой параметр лучше, а какой хуже нельзя, т. к. каждый из них имеет свои особенности и предназначен для цепных пил определенной мощности. В зависимости от того как правильно подобрана пильная гарнитура, производительность инструмента будет иметь разные показатели. Если гарнитура подобрана оптимально, т.е. расстояние между звеньями соответствует рекомендованной мощности, то производительность бензопилы будет максимальной. При неправильном выборе, двигатель будет испытывать перегрузки, способные привести к возникновению неисправностей.
Оптимальные показатели мощности для 0,325 дюйма – 1,8-2 кВт. Именно по этой причине на бензопиле Хускварна 142/137 используются цепи с таким шагом.
Для параметра 3/8, необходим инструмент с мощностью до 3 кВт. В таком случае возникает вопрос, а почему на Штиль 180, с мощностью 1,5 кВт используются цепи 3/8 дюйма. Ответ прост: у бензопил Штиль, мощность не самое главное, большое значение имеет максимальное количество оборотов. Штиль 180 выдает более 13500 об/мин, за счет этого он способен пилить гарнитурой 3/8 дюйма.
Для 0,404 дюйма, оптимальная мощность 4,5 – 5 кВт.
Важно! Указанные значения мощности и шага цепи не несут обязательно характера, пользователь сам вправе выбирать параметры гарнитуры, которую он планирует использовать на бензопиле
Типы велосипедных цепей
Всего существует 4 типа цепок, они имеют свои отличительные особенности.
Для односкоростных велосипедов

Это самый простой вид цепи, обычно устанавливается на бюджетных подростковых или детских велосипедах. Они подходят только для байков с 1 звездочкой на заднем колесе. Данный тип практически не изнашивается. Это обусловлено тем, что цепочка не изгибается, как на многоскоростных байках. Изготавливают их обычно из толстой стали, а пластины толстые и очень прочные.
Для многоскоростных велосипедов

Используются на велосипедах с переключателем скоростей. Главное отличие от односкоростных цепей в наличии зазора для изгиба цепи в стороны. Помимо этого, их пластины тоньше за счет того, что на многоскоростных велосипедах установлены менее широкие звездочки. Такие цепи практически постоянно имеют перекос, что негативно сказывается на их износе. Помимо этого стираются передние и задние звездочки велосипеда.
Облегченные велосипедные цепи
Могут быть как для односкоростных, так и для многоскоростных байков. Главное отличие это – пустые пины и наличие отверстий в пластинах. Это делает их легче своих аналогов примерно на 20-25 процентов. Обычно такие цепи используются гонщиками в дисциплинах, где каждый грамм имеет значение. Из-за своих особенностей облегченные велосипедные цепочки растягиваются, изнашиваются и рвутся быстрее всего.
Цепи Халф-линк (Half-link)
Особенный вид, который отличается своим строением. Такая цепь не имеет внутренних или внешних звеньев, а состоит из повторяющихся элементов. Можно использовать на односкоростном и многоскоростном велосипеде.
Из плюсов можно выделить то, что их куда проще подогнать под необходимый размер байка. Но из минусов – это не совершенность конструкции, при которой основа очень быстро растягивается и изнашивается.
Материалы, технологии и характеристики
Правильно изготовленные велосипедные цепи − это легкие, надежные, стойкие к коррозии, долговечные элементы трансмиссии. Качество детали зависит от материала, термической и химической обработки, технологии покрытия. Велоцепи изготавливают только из каленой и нержавеющей стали, титана. Цветной металл не применяют из-за мягкости и недолговечности. Антикоррозийное покрытие содержит добавки стали (например, кобальт), обладающие повышенной прочностью.
К техническим характеристикам относят боковой изгиб, который измеряется с помощью нагрузки в 3 ньютона (показатель силы в Международной системе единиц). Износ из-за удлинения цепи во время эксплуатации связан с образованием зазора в каждом соединении (их больше ста). Например, если узкий промежуток увеличится на 0,01 мм, цепь удлинится на 1 мм. Для bmx или цепей для байков, на которых ездят без переключения передач, величина зазора сказывается на сроке эксплуатации модели. При превышении рекомендуемого показателя смазка и грязь легко попадают внутрь и выводят из строя все устройство.
Параметры и режимы ускоренных стендовых испытаний цепей на надежность
В.1 Установлены следующие группы испытаний цепей:
А – для цепей, работающих преимущественно в передачах мотоциклов, мотороллеров, в масляной ванне или при периодической смазке;
Б – для цепей, работающих преимущественно в открытых тихоходных передачах при периодической смазке (передачи сельскохозяйственных и им подобных машин);
В – для цепей, работающих в приводах машин общепромышленного назначения в условиях периодической смазки;
Г – для цепей, работающих преимущественно в быстроходных передачах в масляной ванне.
В.2 Условия стендовых испытаний цепей на надежность должны соответствовать указанным в таблицах , .
В.3 Расчетную нагрузку для многорядных цепей типов 2ПР, 3ПР и 4ПР, испытываемых по режимам таблиц и , определяют путем умножения расчетной нагрузки для соответствующих однорядных цепей на коэффициент, равный:
1,8 – для двухрядной цепи;
2,5 – для трехрядной цепи;
3,0 – для четырехрядной цепи.
В.4 Продолжительность испытания согласно таблицам , указана с учетом времени периода приработки.
Для многорядных цепей типов 2ПР, 3ПР и 4ПР нормы средней наработки до отказа и установленной безотказной наработки определяют умножением средней наработки до отказа и установленной безотказной наработки для соответствующих однорядных цепей на коэффициент, равный соответственно 0,8; 0,6; 0,5.
В.5 В таблицах , предельное увеличение длины отрезка цепи от его начального значения с числом звеньев по таблице 8 дано без учета износа в период приработки.
Таблица В.1 – Группа испытания А
Типоразмер цепи | Параметры базового корпуса | Режимы и результаты испытаний | Предельное увеличение длины измеряемого отрезка, мм | ||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращенияведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | |||
ведущей | ведомой | ч | |||||||
ПР-8-4,6 | 120 | 21 | 21 | 3200 | 25 | 10 | 1000 | 660 | 1,2 |
ПР-9,525-9,1 | 120 | 21 | 21 | 3000 | 60 | 15 | 1100 | 700 | 1,4 |
ПВ-9,525-11,5 | 44 | 15 | 31 | 2600 | 36 | 40 | 1100 | 700 | 2,0 |
ПВ-9,525-13 | 66 | 24 | 52 | 2600 | 53 | 40 | 1100 | 700 | 2,0 |
2ПВ-9.525-20 | 66 | 24 | 52 | 2600 | 65 | 40 | 1100 | 700 | 3,0 |
ПР-12,7-10-1 | 112 | 19 | 48 | 1200 | 40 | 20 | 950 | 600 | 1,9 |
ПР-12,7-9 | 112 | 19 | 48 | 1200 | 50 | 20 | 950 | 600 | 1,9 |
ПР-12,7-18,2-1 | 110 | 17 | 40 | 1200 | 125 | 60 | 1100 | 700 | 2,5 |
ПР-12,7-18,2 | 110 | 17 | 44 | 1280 | 140 | 60 | 1100 | 700 | 2,5 |
ПР-15,875-23-1 | 100 | 16 | 42 | 1180 | 175 | 60 | 1100 | 700 | 3,1 |
ПР-15,875-23 | 100 | 16 | 42 | 1180 | 220 | 60 | 1100 | 700 | 3,1 |
Таблица В.2 – Группа испытания Б
Типоразмер цепи | Параметры базового контура | Режимы и результаты испытаний | |||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращения ведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | Предельное увеличение длины измеряемого отрезка цепи, мм | ||
ведущей | ведомой | ч | |||||||
ПР-19,05-31,8 | 110 | 19 | 19 | 1200 | 200 | 40 | 1200 | 760 | 1,9 |
ПР-25,4-60 | 110 | 19 | 19 | 800 | 400 | 65 | 900 | 570 | 1,9 |
ПР-31,75-89 | 100 | 17 | 17 | 600 | 605 | 100 | 850 | 540 | 2,4 |
ПР-38,1-127 | 100 | 17 | 17 | 450 | 945 | 150 | 850 | 540 | 2,3 |
ПР-44,45-172,4 | 100 | 17 | 17 | 350 | 1025 | 200 | 800 | 500 | 1,8 |
ПР-50,8-127 | 94 | 17 | 17 | 280 | 1470 | 250 | 750 | 460 | 1,8 |
ПР-63,5-354 | 94 | 17 | 17 | 220 | 2320 | 300 | 650 | 410 | 1,5 |
Ключевые слова: приводные роликовые и втулочные цепи, размеры, разрушающая нагрузка
На что влияет расстояние между зубьями
В пильной цепи, расстояние между режущими зубьями напрямую влияет на её производительность. Чем больше, тем глубже режущая кромка может врезаться в древесину, при условии правильной заточки ограничителя.









Соответственно на более мощные бензопилы, допустимо устанавливать гарнитуру с большим расстоянием между соседними звеньями и наоборот.
Если на мощную бензопилу поставить пильную гарнитуру ¼ дюйма, то производительность значительно упадет, а нагрузка на двигатель вырастет, т.к. пила будет работать в разнос и превышать максимально допустимые обороты, что в конечном итоге может привести к перегреву и задирам ЦПГ.
И наоборот, установка цепи с большим шагом на слабую бензопилу приведет к тому, что мощности пилы будет не достаточно для нормального распила, конечно, это не повлечет тяжелых последствий, как в первом случае, но работать таким инструментом не комфортно.
Также, от расстояния между звеньями зависит качество и точность реза. Чем дальше друг от друга соседние режущие зубья, тем сильнее вибрация при работе и ниже точность реза. Для более точного реза следует выбирать пильную гарнитуру с меньшим шагом. Этот фактор нужно учитывать тем, кто занимается фигурной резьбой бензопилой по дереву.
Большое влияние шаг цепи оказывает на так называемый «отскок». Чем больше расстояние между зубьями, тем вероятность того, что бензопила отскочит, выше.
При подборе цепи действует правило, что шаг (расстояние между зубьями) пропорционален мощности, но точность реза находится в обратной зависимости, т.е. чем расстояние больше, тем точность ниже.
Размеры и обозначения по ГОСТ 13568-97
Согласно стандарту ГОСТ 1356-97 производятся роликовые одно- и многорядные приводные цепи. Их применяют в составе механических передачах разных машин и оборудования, кроме бурильных установок.
Важными размерами приводных роликовых однорядных цепей ГОСТ являются:
- величина шага;
- диаметр (ролик, валик);
- расстояние между внутренними пластинами;
- значение ширины внутренней пластины;
- предельно допускаемая величина разрушающей нагрузки в кН/кгс.
В таблице приведены значения перечисленных параметров для основных цепей, которые выпускаются согласно требованиям стандарта ГОСТ. Таблица 1 соответствует цепям в однорядном исполнении, а таблица 2 — в двухрядной конструкции.
Таблица №1. Обозначения и размеры цепей приводных роликовых однорядных
| Название цепи | Шаг, мм | Диаметр, мм (ролик) | Расстояние между внутренними пластинами, мм | Диаметр, мм (валик) | Длина, мм (валик) | Ширина внутренней пластины, мм | Предельно-разрушающая нагрузка, кгс |
| ПР-8-4.6 | 8 | 5 | 3 | 2.31 | 12 | 7.5 | 4.6/460 |
| ПР-9.525-9.1 | 9.525 | 6.35 | 5.72 | 3.28 | 17 | 8.5 | 9.1/910 |
| ПР-12.7-10-1 | 12.7 | 7.75 | 2.4 | 3.66 | 10.5 | 10 | 10.0/1000 |
| ПР-12.7-9 | 12.7 | 7.75 | 3.3 | 3.66 | 12 | 10 | 9.0/900 |
| ПР-12.7-18.2-1 | 12.7 | 8.51 | 5.4 | 4.45 | 19 | 11.8 | 18.2/1820 |
| ПР-12.7-18.2 | 12.7 | 8.51 | 7.75 | 4.45 | 21 | 11.8 | 18.2/1820 |
| ПР-15.875-23-1 | 15.875 | 10.16 | 6.48 | 5.08 | 20 | 14.8 | 23.0/2300 |
| ПР-15.875-23 | 15.875 | 10.16 | 9.65 | 5.08 | 24 | 14.8 | 23.0/2300 |
| ПР-19.05-31.8 | 19.05 | 11.91 | 12.7 | 5.94 | 33 | 18.2 | 31.8/3180 |
| ПР-25.4-60 | 25.4 | 15.88 | 15.88 | 7.92 | 39 | 24.2 | 60.0/6000 |
| ПР-31.75-89 | 31.75 | 19.05 | 19.05 | 9.53 | 46 | 30.2 | 89.0/8900 |
| ПР-38.1-127 | 38.1 | 22.23 | 25.4 | 11.1 | 58 | 36.2 | 127.0/12700 |
| ПР-44.45-172.4 | 44.45 | 25.4 | 25.4 | 12.7 | 62 | 42.4 | 172.4/17240 |
| ПР-50.8-227 | 50.8 | 28.58 | 31.75 | 14.27 | 72 | 48.3 | 227.0/22700 |
| ПР-63.5-354 | 63.5 | 39.68 | 38.1 | 19.84 | 89 | 60.4 | 354.0/35400 |
| ПР-103.2-650 | 103.2 | 46 | 49 | 24 | 124 | 65 | 650.0/65000 |
Пример обозначения:
Для обозначения кратких технических характеристик цепей используется специальная аббревиатура, состоящая из букв и цифр. Рассмотрим на примере, что обозначают цифробуквенные индексы в обозначениях приводных роликовых цепей.
Например, ПР-12.7-900-2
- ПР — указывает, что это однорядная приводно-роликовая цепь;
- 12.7 — величина шага цепи в миллиметрах;
- 900 — значение разрушающей нагрузки в кгс;
- 2 — индекс указывает на исполнение цепи.
В процессе ремонта и обслуживания цепей потребуется приобретение их комплектующих элементов. Для них также предусмотрена своя маркировка. Для однорядной цепи ее составные элементы обозначаются так:
- СПР-12.7-900-2 — звено соединительного типа;
- ППР-12.7-900-2 — звено переходного типа;
- П2ПР-12.7-900-2 — сдвоенное переходное звено.
Таблица №2. Обозначения и размеры цепей приводных роликовых двухрядных
| Название цепи | Шаг, мм | Диаметр, мм (ролик) | Расстояние между внутренними пластинами, мм | Диаметр, мм (валик) | Длина, мм (валик) | Ширина внутренней пластины, мм | Предельно-разрушающая нагрузка, кгс |
| 2ПР-12.7-31.8 | 12.7 | 8.51 | 7.75 | 4.45 | 35.0 | 11.8 | 31.8/3180 |
| 2ПР-15.875-45.4 | 15.875 | 10.16 | 9.65 | 5.08 | 41.0 | 14.8 | 45.4/4540 |
| 2ПР-19.05-64 | 19.05 | 11.91 | 12.7 | 5.94 | 53.4 | 18.2 | 64.0/6400 |
| 2ПР-25.4-114 | 25.4 | 15.88 | 15.88 | 7.92 | 68.0 | 24.2 | 114.0/11400 |
| 2ПР-31.75-177 | 31.75 | 19.05 | 19.05 | 9.53 | 82.0 | 30.2 | 177.0/17700 |
| 2ПР-38.1-254 | 38.1 | 22.23 | 25.4 | 11.1 | 104.0 | 36.2 | 254.0/25400 |
| 2ПР-44.45-344 | 44.45 | 25.4 | 25.4 | 12.7 | 110.0 | 48.87 | 14.40 |
| 2ПР-50.8-453.6 | 50.8 | 28.58 | 31.75 | 14.27 | 130.0 | 48.3 | 453.6/45360 |
Например, 2ПР-15.875-4540
- 2ПР — указывает, что это 2-хрядная приводно-роликовая цепь;
- 15.875 — значение шага цепи в мм;
- 4540 — величина разрушающей нагрузки в кгс.
Для этих цепей их составные элементы маркируют аналогично, как и для однорядных. Для обозначения комплектующих используют следующую схему маркировки:
- С-2ПР-15.875-4540 — звено соединительного типа;
- П-2ПР-15.875-4540 — звено переходного типа;
- П2-2ПР-15.875-4540 — двойное переходное звено.
Стандарты, действующие в отношении приводных цепей
В России и мире приводные цепи производятся десятками предприятий. И все они обязаны придерживаться определенных стандартов. Цель — унификация оборудования. Не должны возникать ситуации, когда на конкретный станок или конвейерную линию можно установить цепь, изготовленную одним-единственным заводом.
В России производство приводных цепей регламентируется ГОСТ 13568-97, в США — ANSI B29.1M. Отечественные производители сертификацию проводят в обязательном порядке, зарубежные — в добровольном. В Европе изготовители придерживаются стандарта ISO 606. В рамках данной статьи отдельно о нем говорить не будем, так как маркировка по данному документу практически такая же, как по ANSI B29.1M за исключением одного нюанса.
Применительно к стандартам нужно отметить, что они регламентируют практически все: от материала изготовления до маркировки
Последнее особенно важно. Покупатель только по названию на упаковке должен понимать, что он держит в руках. Об обозначении цепей приводных речь и пойдет далее
Рассмотрим особенности применительно к российскому и американскому стандартам
Об обозначении цепей приводных речь и пойдет далее. Рассмотрим особенности применительно к российскому и американскому стандартам.
Параметры пильной цепи
Цепи для бензопил принято разделять по следующим параметрам:
- Шаг или расстояние между соседними тремя заклепками.
- Ширина посадочного звена.
- Количество звеньев.
- Вид режущих зубьев.
Параметры гарнитуры сочетают в себе различные комбинации, от чего зависят конечные результаты, качество и скорость реза.
Например, гарнитура может иметь такие параметры: шаг 3/8, длину 52 звена, ширину паза 1,3 мм, вид режущего зуба чиппер. Опытный специалист, оценив данные, скажет, что она предназначена для продольного реза и имеет средние показатели производительности и отдачи. Цепи такого типа могут устанавливаться на бензопилы бытового назначения, т.к. они более универсальные.
Давайте разберемся, почему он делает такие выводы.
И последнее, что дает основание отнести гарнитуру к среднему классу производительности, это ширина посадочного паза. В основном встречается три варианта ширины, это: 1,1 мм, 1,3 и 1,5.
Ширина паза прямо пропорциональна ширине пропила и зависит от размеров зуба. Чем ширина паза больше, тем шире рез и наоборот. Цепи с минимальным показателем ширины отличаются низкой отдачей и скоростью реза. В основном, такие устанавливаются на бензиновых высоторезах и цепных пилах малой мощности.
Гарнитура с посадочным 1,3 мм может устанавливаться как на бытовых, так и на полупрофессиональных и профессиональных бензопилах, шаг цепи при этом может быть разный.
Ширина 1,5 мм ранее применялась только на цепях для профессионального использования. В последнее время, в связи с тем, что рынок заполонили мощные и доступные бензопилы китайского производства, такие цепи стали использоваться и на них.
Ширина 1,6 мм и 2 мм. применяется исключительно на профессиональных и промышленных пилах.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°. Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке
В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Выбор по типу звеньев
При изготовлении цепи могут применяться различные звенья, которые и определяют основные эксплуатационные свойства изделия. Среди особенностей выбора по этому признаку отметим следующее:
- Цепи среднего и высокого типа снабжаются двумя хвостовиками, за счет чего повышаются эксплуатационные характеристики, а также стоимость изделия.
- Владельцы бытовых моделей приобретают варианты исполнения пропускного и полупропускного типа. Первый вариант исполнения характеризуется тем, что после режущего звена располагается дополнительный элемент. Во втором случае соединительные элементы устанавливаются после каждой второй пары, что можно назвать ключевой особенностью.
Пильные элементы в зависимости от особенностей цепи могут составлять 50-37,5% рассматриваемого изделия. Не стоит забывать о том, что существенное упрощение конструкции становится причиной повышения нагрузки на основные звенья, вследствие чего изделие служит меньше и приходится чаще выполнять заточку. Однако, подобные варианты исполнения обходятся намного дешевле, что и определяет их популярность.
Также уделяется внимание и типу заточки. Классический вариант исполнения в большинстве случаев применяется для поперечного распила и редко для продольного
Это связано с тем, что звенья могут размещаться под различным углом относительно друг друга
Это связано с тем, что звенья могут размещаться под различным углом относительно друг друга.















