

Ручные инструменты и вспомогательные операции
Для того чтобы облегчить процесс сверления, используются несколько вспомогательных операций. К ним можно отнести следующие:
- Охлаждение. При сверлении используются разнообразные смазочно-охлаждающие вещества. К ним относится, например, вода, эмульсии, олеиновая кислота. Также могут быть использованы газообразные вещества, к примеру углекислый газ.
- Ультразвук. Ультразвуковые вибрации, которые производит сверло, используются для увеличения производительности процесса, а также для усиления дробления стружки.
- Подогрев. Для того чтобы улучшить сверление металла, имеющего высокую плотность, его предварительно разогревают.
- Удар. Для работы с некоторыми поверхностями, например с бетоном, необходимо использовать ударно-поворотные движения, чтобы увеличить производительность.

Осуществлять эту процедуру можно не только на станках в автоматическом режиме, но и на ручном оборудовании. Ручное сверление предполагает использование таких инструментов, как:
- Механическая дрель. Для сверления используется механическая сила человека.
- Электрическая дрель. Может осуществлять обычное и ударно-поворотное сверление. Работает от электрической сети.
Заточка центровочных сверел
Центровочные сверла играют важную роль в точной обработке деталей и конструкций. Их работу необходимо проводить с максимальной точностью, для чего важна правильная заточка.
Процесс заточки начинается с анализа изношенности инструмента и определения угла заточки. Обычно угол составляет 60 градусов. Далее происходит заточка при помощи специальной заточной машины.
После заточки рекомендуется проверить работу сверла на твёрдости материала, для которого оно будет использоваться, с целью снижения риска выкручивания сверла.
Не рекомендуется заточка центровочных сверел вручную, так как это может привести к деформации инструмента и нарушению точности обработки.
Важно помнить, что правильная заточка центровочных сверел позволяет существенно увеличить срок службы инструмента и обеспечить качественную обработку поверхностей
ПРИЛОЖЕНИЕ 1 (рекомендуемое)
ПРИЛОЖЕНИЕ 1 Рекомендуемое
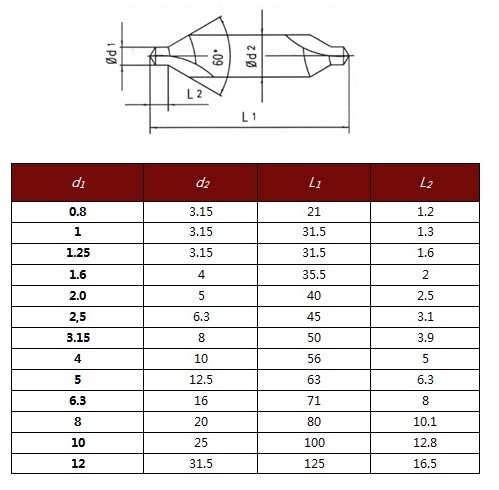
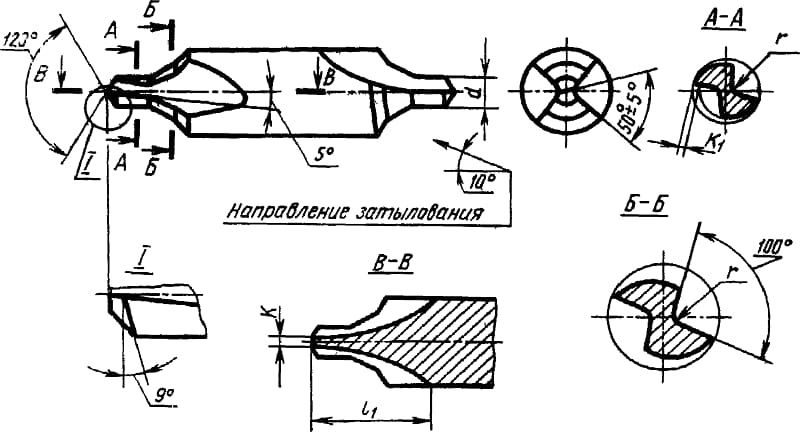
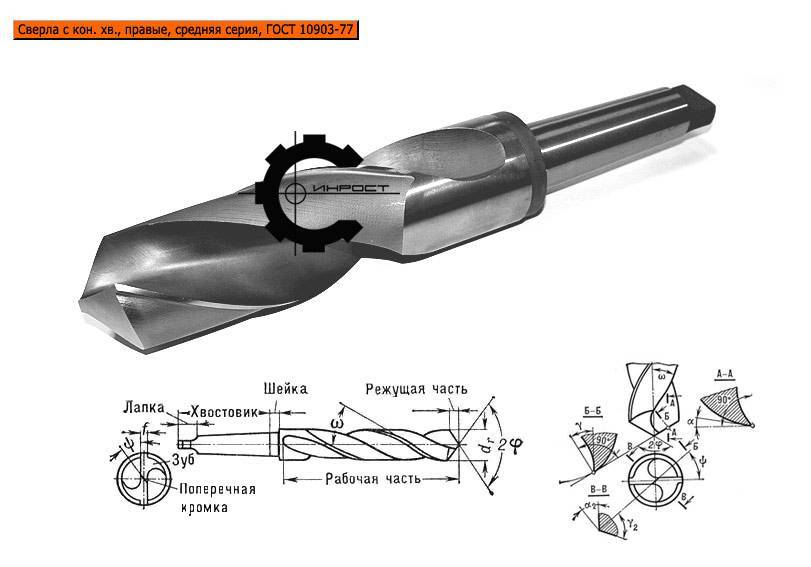
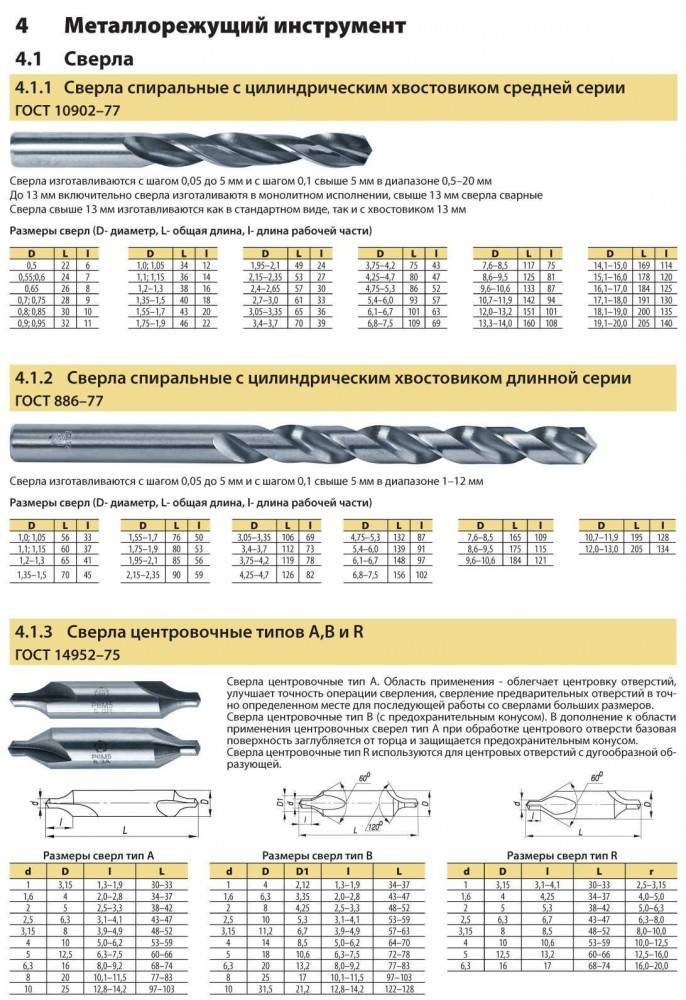
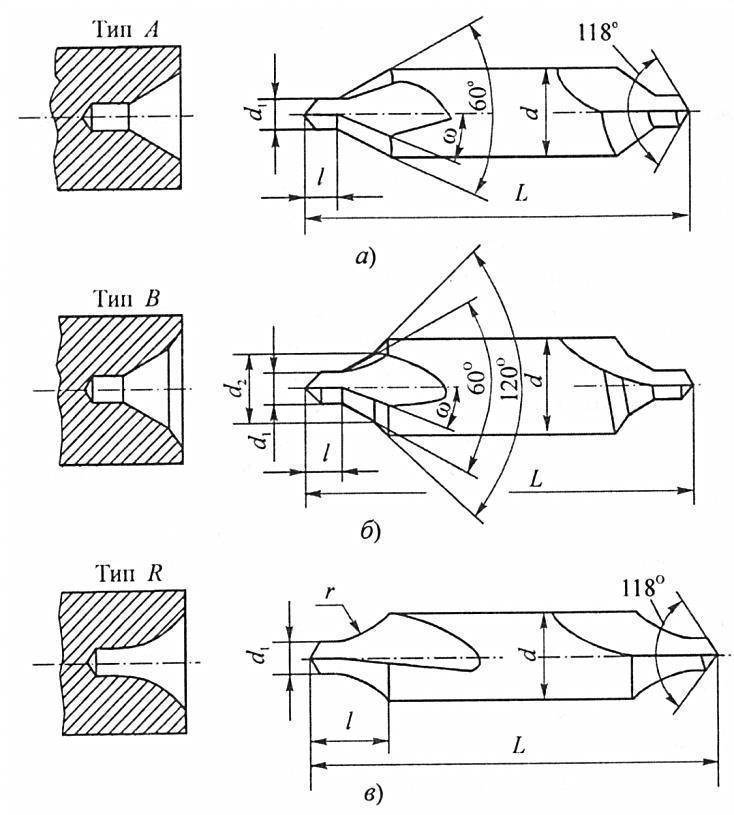
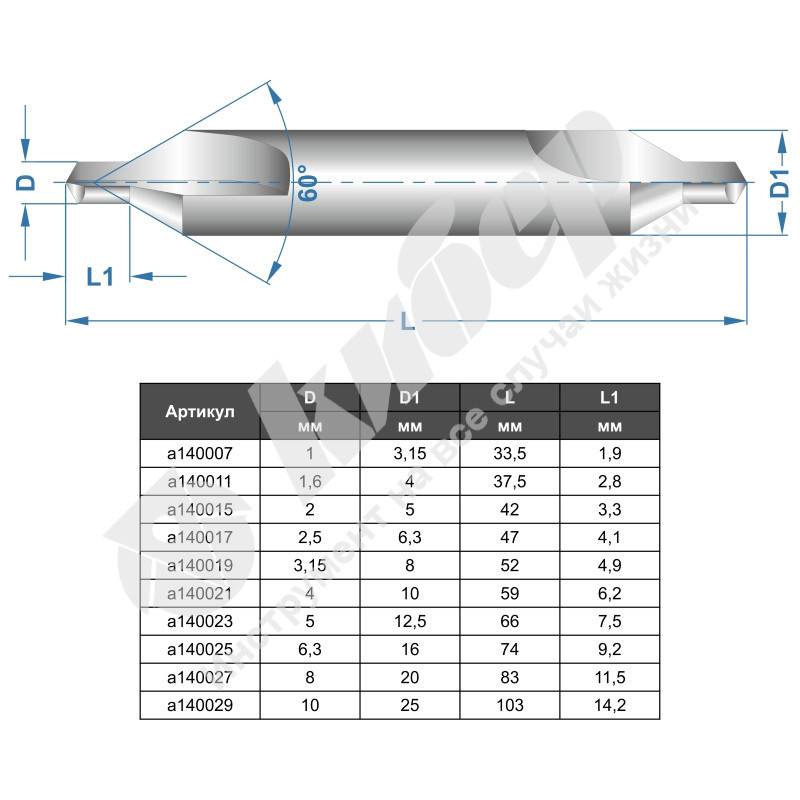
Конструкция, размеры и геометрические параметры сверл указаны на черт.1-4 и в табл.1-4.
Черт.1. Тип А
Тип А
Форма 1. Сверло с косой канавкой
Для диаметров до 0,8 мм
Для диаметров св. 0,8 мм
Форма 2. Сверла с винтовой канавкой
Черт.1
Примечание. Угол 100° и радиус даны в сечении, перпендикулярном к наклону канавки.
Таблица 1
Размеры в мм
| (0,50) | 5 | 0,10 | 0,03 | 0,10 | — |
| (0,63) | 6 | 0,10 | 0,04 | 0,24 | |
| (0,80) | 7 | 0,15 | 0,05 | ||
| 1,00 | 8 | 0,20 | 0,06 | 0,30 | 15° |
| (1,25) | 9 | 0,25 | 0,07 | ||
| 1,60 | 11 | 0,30 | 0,10 | ||
| 2,00 | 12 | 0,40 | 12° | ||
| 2,50 | 15 | 0,45 | 0,16 | 0,50 | |
| 3,15 | 17 | 0,55 | |||
| 4,00 | 20 | 0,70 | 0,25 | 0,80 | |
| 5,00 | 24 | 0,85 | |||
| 6,30 | 27 | 1,10 | 0,40 | ||
| 8,00 | 34 | 1,40 | 1,00 | ||
| 10,00 | 38 | 1,70 | 0,60 |
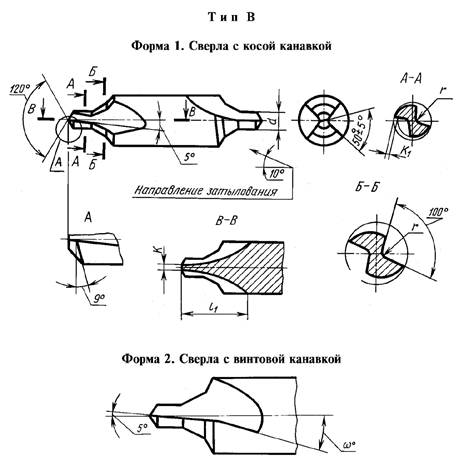
Черт.2. Тип В
Тип В Форма 1. Сверла с косой канавкой
Форма 2. Сверла с винтовой канавкой
Черт.2
Примечание. Угол 100° и радиус даны в сечении, перпендикулярном к наклону канавки.
Таблица 2
Размеры в мм
| (0,80) | 9 | 0,15 | 0,05 | 0,2 | — |
| 1,00 | 10 | 0,20 | 0,06 | 0,3 | 28° |
| (1,25) | 11 | 0,25 | 0,07 | 26° | |
| 1,60 | 13 | 0,30 | 0,10 | 24° | |
| 2,00 | 16 | 0,40 | |||
| 2,50 | 19 | 0,45 | 0,16 | 0,5 | |
| 3,15 | 21 | 0,55 | 21° | ||
| 4,00 | 24 | 0,70 | 0,25 | 0,8 | 19° |
| 5,00 | 27 | 0,85 | |||
| 6,30 | 31 | 1,10 | 0,40 | ||
| 8,00 | 35 | 1,25 | 1,0 | ||
| 10,00 | 39 | 1,40 | 0,60 |
Черт.3. Тип С
Тип С Для диаметра =0,8 мм
Для диаметра св. 0,8 мм
Черт.3
Таблица 3
мм
| 0,8 | 8 | 0,15 | 0,05 | 0,2 |
| 1,0 | 0,20 | 0,06 | 0,3 | |
| 1,6 | 11 | 0,30 | 0,08 | |
| 2,0 | 14 | 0,40 | 0,10 | |
| 2,5 | 16 | 0,45 | 0,14 | 0,5 |
Фабричное и домашнее использование ЦС
Центровочные сверла востребованы во многих отраслях человеческой деятельности. Их применяют на заводах, задействованных в таких сферах, как машиностроение, производство высокоточной техники и инструментов, изготовление мебели. Их ставят в частных мастерских, на территории цехов малых предприятий, на станциях технического обслуживания. Применение ЦС позволяет получить точное перпендикулярное отверстие без скосов, с помощью которого будут скрепляться части сложных конструкций.
Помимо этого сверла часто применяют обычные люди в быту, когда хотят выполнить какую-либо несложную работу. Скажем, с помощью такого инструмента легко сделать отверстие в поврежденной мебели, которые в дальнейшем можно будет использовать для починки изделия. Другой пример: ЦС можно применять для сверления печатных плат — сверло войдет эту поверхность ровно под углом 90 градусов, что обеспечит высокое качество и точность обработки. В быту обычно применяются компактные маленькие сверла, а дрель должна быть совместима с ними (уточните эту тонкость у продавца в магазине).
Фабричное и домашнее использование ЦС
Центровочные сверла востребованы во многих отраслях человеческой деятельности. Их применяют на заводах, задействованных в таких сферах, как машиностроение, производство высокоточной техники и инструментов, изготовление мебели. Их ставят в частных мастерских, на территории цехов малых предприятий, на станциях технического обслуживания. Применение ЦС позволяет получить точное перпендикулярное отверстие без скосов, с помощью которого будут скрепляться части сложных конструкций.



Помимо этого сверла часто применяют обычные люди в быту, когда хотят выполнить какую-либо несложную работу. Скажем, с помощью такого инструмента легко сделать отверстие в поврежденной мебели, которые в дальнейшем можно будет использовать для починки изделия. Другой пример: ЦС можно применять для сверления печатных плат — сверло войдет эту поверхность ровно под углом 90 градусов, что обеспечит высокое качество и точность обработки. В быту обычно применяются компактные маленькие сверла, а дрель должна быть совместима с ними (уточните эту тонкость у продавца в магазине).
Конструкционные особенности
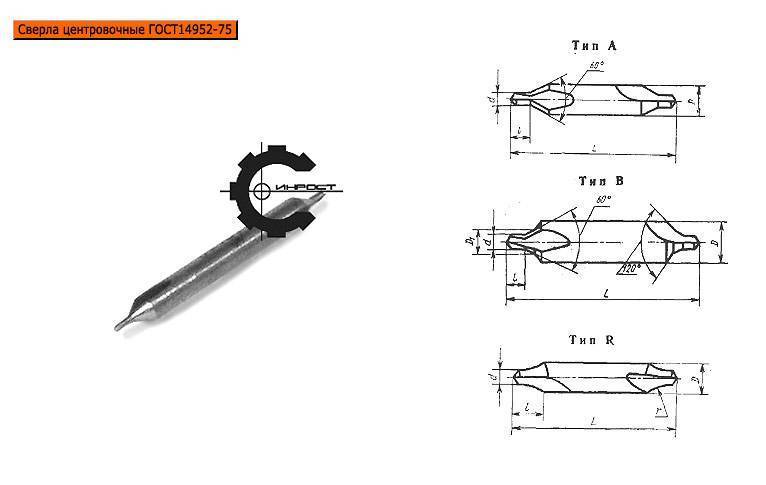
Центровочные сверла делаются согластно ГОСТа 14952-75 и разделяют на 3 основных части:
- Центр – рабочая область с меньшей величиной диаметра. Данная часть режущего устройства необходима для непосредственного высверливания поверхности металла.
- Основание – вторая рабочая область. Она повышает диаметр проделанного отверстия.
- Область фиксации – территория, благодаря которой режущее устройство прикрепляется к инструменту металлической резки.
Когда происходит сверление отверстия зона для работы с меньшей величиной диаметра конусообразной частью размещается на коническом углублении в детали. Если специалист заранее не сделает коническое углубление, то режущее устройство потеряет опору и будет скользить. Во время проделывания отверстия сверло входит в деталь, организуя очень много железной стружки, удаляемой с помощью особенных канавок в виде спиралей. Аналогичный рабочий принцип инструмента для резки исключает возможность появления отклонений. Отверстие которое получилось строго отвечает разработанному чертежу.
Каждая сторона может использоваться одинаково. Благодаря подобной конструкции, режущий инструмент обладает прочностью и почти что не требует добавочной заточки. Также центровочные сверла входят в группу инструментов комбинированного типа: они могут делать отверстия в деталях, сделанных из самых разных материалов (чугун, железо, бронза, металлокерамические сплавы и легированные стали). Выделяют такие варианты комбинированных центровочных сверл:
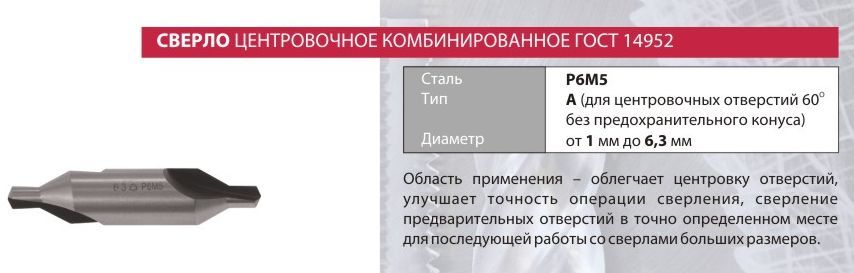
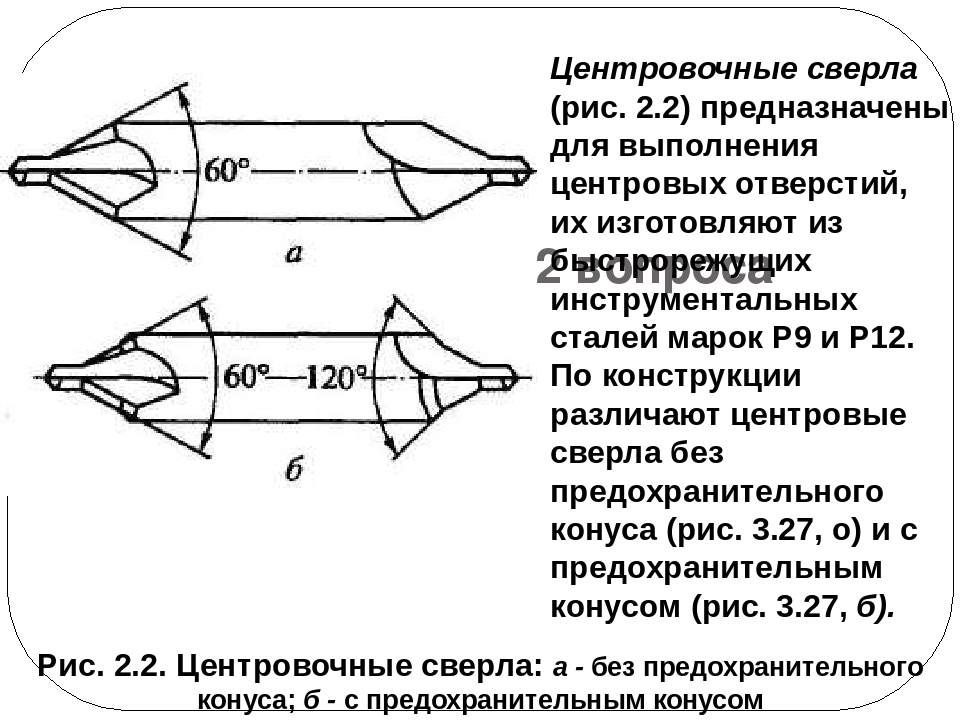
- Категория A: отсутствует предохранительный конус. Конусность сторон сверла равняется 60°.
- Категория B: обладают режущей поверхностью, создающей предохранительный конус с углом разворота, равняющимся 120°.
- Категория C: не имеют режущей поверхности и применяются для создания отверстий с углом разворота, равняющимся 75°.
- Категория D: используются для проделывания отверстий, обладающих овальной формой.
Любая категория сверл производится в 2 самых разных вариантах. Первый вид обладает диаметром наконечника рабочей области до 0,8 мм, тип второй – более 0,8 мм.
в начале использования инструмента для резки специалист обязан определить вид комбинированного центровочного сверла, так как от его показателей зависит уровень шершавости стенок проделываемого отверстия. Определить разновидность инструмента можно с помощью маркировки, находящейся на его основании.
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Цена
Стоимость центровочных сверл напрямую зависит от их размерности. Так, например, самые маленькие 1-милиметровые устройства стоят порядка 15 рублей за единицу. Наиболее большие сверла с диаметром 6.3 миллиметра стоят порядка сотни рублей.
Сверление отверстий, особенно в твердых материалах, сопряжено, как правило, с рядом сложностей. Во-первых, сверло скользит по поверхности, нередко и после нанесения керна. Во-вторых, не всегда можно добиться строгой перпендикулярности продольной оси обычного инструмента. А это большой минус, если к качеству обработки основы предъявляются повышенные требования.
Применение специального центровочного сверла снимает все подобные проблемы, в том числе, и с постепенным накоплением вероятных неточностей, связанных с ошибками сверления. Что собой представляют ЦС, чем они лучше традиционных образцов, когда целесообразно использовать именно их – тема предлагаемой статьи.
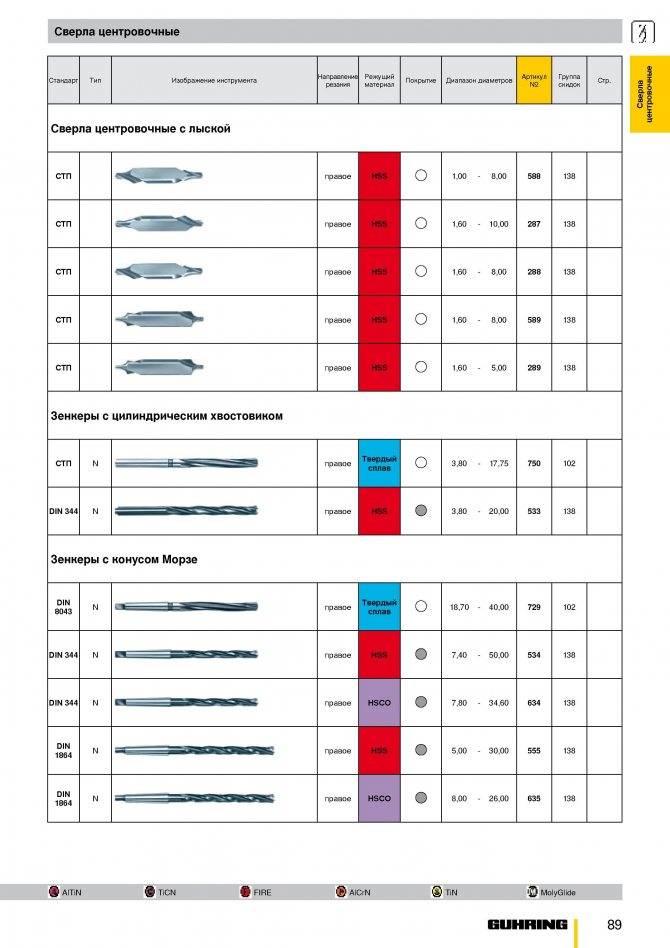
ТУ на комбинированные центровочные сверла прописаны в . В документе указаны типоразмеры изделий (приложение 1), особенности маркировки, требования к продукции (таблицы 5 – 7).
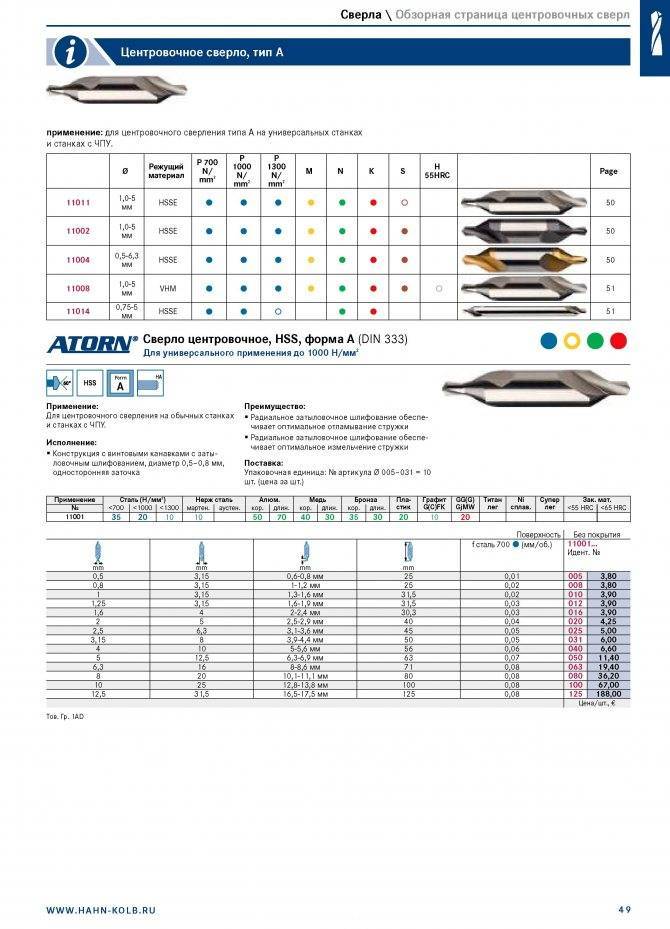
Центровочные сверла относятся к инструменту категории «профессиональный» и применяются в основном на предприятиях или в ремонтных мастерских, имеющих станочное оборудование (токарное, ).
Типы центровочных сверл комбинированных
- A, B – под отверстия центровочные 600. Первое исполнение – без конуса предохранительного, второе – с ним.
- C – аналогично сверлу типа A, но для отверстий 750.
- R – для отверстий центровых с дугообразной образующей.
Для каждого типа ЦС предусмотрено 2 исполнения: d менее или равно 0,8; d ˃ 0,8 (мм).С чем это связано? Инструмент первого варианта обеспечивает минимальную шероховатость стенок в месте сверления, второго – чуть большую. Другими словами, разница – в качестве выборки металла.
Более подробно ознакомиться со всеми условными обозначениями можно по таблице №2 ГОСТ.
Стоимость центровочных сверл
Зависит в основном от диаметра и варианта исполнения. Разброс цен, с учетом большого ассортимента, значительный. К примеру, сверло типа A 0,9 мм стоит порядка 28 рублей. Более крупный аналог (ПК В 5) обойдется в 412 рублей. Если говорить об изделиях, которые чаще всего используются в быту, то их стоимость лежит в пределах 23 – 486 руб/ед.
Специфика использования ЦС в домашних условиях
Считается, что в основном центровочными сверлами пользуются те, кто занимается самостоятельным конструированием. Например, изготовлением печатных плат. Учитывая их миниатюрность, плотность предполагаемой компоновки радиодеталями, точность высверливания под их ножки отверстий приобретает особое значение. И это справедливо, но только отчасти.
Центровочное сверло станет незаменимым помощником, если возникнет проблема с выкручиванием крепежной детали (винта, шурупа, самореза). Такое бывает довольно часто, особенно если какое-либо изделие эксплуатируется вне помещения. В подобных случаях говорят «прикипело». Но если немного высверлить с помощью ЦС головку крепежа, то он легко поддастся отвертке. Проверено.
Не меньшую пользу принесет центровочное сверло тем, кто любит столярничать на дому.
Проделывание отверстий, фасок при изготовлении, например, предметов меблировки также требует максимальной точности. Иначе при сборке выявятся перекосы конструктивных частей.
Комбинированное центровочное сверло используется для создания в заготовках из разных видов чугуна, нелегированной, легированной стали и металлокерамических сплавов на базе бронзы и железа центровочных отверстий.
МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на сверлильных, центровочных и токарных станках с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
4.2. Сверла следует испытывать на образцах из стали марки 45 по ГОСТ 1050-88 твердостью 187 — 207 НВ.
(Измененная редакция, Изм. № ).
4.3. Стойкостным испытаниям подвергаются сверла типа В, а также типа A, R или С диаметрами 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. 8.
4.3.1. Приемочные значения средней наработки до отказа и 95 %-ной безотказной наработки не должны быть менее указанных в табл. 9.
(Измененная редакция, Изм. № ).
4.4. После испытаний на работоспособность на режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
Таблица 8
| Диаметр сверловочной части сверла, мм | Подача, мм/об, для типов | Глубина сверления, мм, для типов | Скорость резания, м/мин | Количество обработанных отверстий при испытаниях на работоспособность | ||
| А, В, С | R | А, С, R | В | |||
| 0,50 | 0,01 | 0,02 | 1,3 | — | 8 … 10 | 13 |
| 0,63 | 1,5 | — | ||||
| 0,80 | 1,9 | 2,1 | ||||
| 1,00 | 2,3 | 2,6 | ||||
| 1,40 | 0,02 | 2,8 | 3,2 | 25 | ||
| 1,60 | 3,5 | 4,0 | ||||
| 2,00 | 0,04 | 4,4 | 5,0 | |||
| 2,50 | 0,07 | 5,5 | 6,3 | 11 … 13 | 30 | |
| 3,15 | 7,0 | 8,0 | ||||
| 4,00 | 0,08 | 8,9 | 10,1 | 24 | ||
| 5,00 | 0,10 | 11,2 | 12,7 | 14 | ||
| 6,30 | 0,12 | 14,0 | 15,4 | 18 | ||
| 8,00 | 17,9 | 19,5 | 15 | |||
| 10,00 | 22,5 | 24,5 |
Таблица 9
| Диаметр сверловочной части сверла, мм | Приемочные значения наработки сверлом типа | |||
| A, R, С | В | |||
| средняя | 95 %-ная | средняя | 95 %-ная | |
| 0,5, 0,63, 0,8, 1,0 | 150 | 45 | 105 | 32 |
| 1,25, 1,6 | 190 | 56 | 140 | 42 |
| 2,0 | 270 | 77 | 170 | 50 |
| 2,5, 3,15 | 290 | 88 | 190 | 56 |
| 4,0, 5,0 | 175 | 53 | 120 | 35 |
| 6,3, 8,0, 10,0 | 150 | 45 | 95 | 28 |
(Измененная редакция, Изм. № ).



4.6. Твердость сверл измеряют по ГОСТ 9013-59.
4.7. Контроль внешнего вида осуществляют визуально.
4.8. Параметры шероховатости поверхностей сверл следует проверять сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми инструментами, значения параметров шероховатости поверхностей которых не более указанных в п. 2.3.
Сравнение осуществляют визуально с помощью лупы ЛП-2 — 4´ по ГОСТ 25706-83.
4.9. При контроле параметров сверл должны применяться методы и средства контроля, погрешность которых не должна быть более:
при измерении линейных размеров — значений, указанных в ГОСТ 8.051-81;
при измерении углов — 35 % значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей — 25 % значения допуска на проверяемый параметр.
Разд. 4. (Измененная редакция, Изм. № 2).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали — по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть: у сверл диаметром до 3,15 мм — 63…65 HRC; у сверл диаметром свыше 3,15 мм — 63…66 HRC. Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл.5.
Таблица 5
мкм
| Наименования поверхностей | Параметры шероховатости по ГОСТ 2789-73 | |||
| Исполнение 1 | Исполнение 2 | |||
| Передняя поверхность сверловочной части и поверхность стружечных канавок | — | 6,3 | — | 10,0 |
| Задняя поверхность сверловочной и зенковочной части | — | 3,2 | — | 6,3 |
| Поверхность зажимной цилиндрической части | 0,63 | — | 1,25 | — |
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать: диаметра сверловочной части . . . k12; диаметра зажимной цилиндрической части . . . h9; углов конуса 60° и 75°. . . минус 30′; угла конуса 120° . . . ±1°. Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части. (Измененная редакция, Изм. N 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины. (Измененная редакция, Изм. N 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
| для сверл диаметром до 3,15 мм | 0,40 мм | |
| » » св. 3,15 мм | 0,25 мм |
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части должен быть не более:
| для сверл диаметром до 3,15 мм | 0,03 мм | |
| » » св. 3,15 мм | 0,04 мм |
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, должен быть не более:
| для сверл диаметром до 6,0 мм | 0,10 мм | |
| » » св. 6,0 мм до 10,0 мм | 0,13 мм | |
| » » св. 10,0 мм | 0,15 мм |
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять: разность половины угла при вершине сверла, которая не должна быть более 1°30′; допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
| для сверл диаметром до 3,15 мм | 0,05 мм | |
| » » св. 3,15 мм | 0,10 мм |
(Измененная редакция, Изм. N 2).
2.10. Разность ширин перьев на одном сверле должна быть не более:
| для сверл диаметром до 3,15 мм | 0,07 мм | |
| » » св. 3,15 мм | 0,10 мм |
2.11. Значения средней наработки до отказа и 95%-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд.4, должны быть не менее приведенных в табл.6.
Таблица 6
| Диаметр сверловочной части сверла, мм | Наработка (количество обработанных отверстий) сверлом типа | |||
| А, R, С | В | |||
| средняя | 95%-ная | средняя | 95%-ная | |
| 0,5, 0,63, 0,8, 1,0 | 130 | 39 | 90 | 27 |
| 1,25, 1,6 | 160 | 48 | 120 | 36 |
| 2,0 | 220 | 66 | 145 | 43 |
| 2,5, 3,15 | 250 | 75 | 160 | 48 |
| 4,0, 5,0 | 150 | 45 | 100 | 30 |
| 6,3, 8,0, 10,0 | 130 | 39 | 80 | 24 |
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3. (Измененная редакция, Изм. N 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше — достижение износа по задней поверхности в соответствии с табл.7.
Таблица 7
мм
| Диаметр сверловочной части сверла | |
| 4,0, 5,0 | 0,4 |
| 6,3, 8,0, 10,0 | 0,5 |
2.11, 2.12. (Введены дополнительно, Изм. N 2).
2.13. На каждом сверле должны быть четко нанесены: диаметр сверловочной части; товарный знак предприятия-изготовителя; обозначение сверла (последние четыре цифры); марка стали. Примечания:
1. На сверлах диаметром менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.


3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт, — буквы HSS С, при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары — по ГОСТ 18088-83.
2.13, 2.14. (Введены дополнительно, Изм. N 3).
Дополнительные требования по ГОСТ к ЦС
Не забывайте о правилах ГОСТ:
- Хранить инструменты рекомендуется в ящиках или изолированных коробках. Требований по температуре, освещенности, влажности нет, поскольку инструментальная сталь является прочным и химически инертным материалом. Единственный момент — минимизируйте контакт запчасти с водой, поскольку это приведет к коррозии (вода может начать реагировать с железом, что и приведет к ржавчине).
- Транспортировать детали можно любым транспортом по выбору собственника запчастей — водным, воздушным, автомобильным, железнодорожным. Для перевозки следует упаковать запчасти в коробки или изолированные упаковки, которые защитят запчасти от контакта с водой. Требований относительно купли/продажи деталей нет за исключением маркировки — она должна наноситься на каждую упаковку товара, сведения должны быть достоверными. Продажу товаров делайте в соответствии с актуальным российским законодательством.

Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Параметры и производство
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
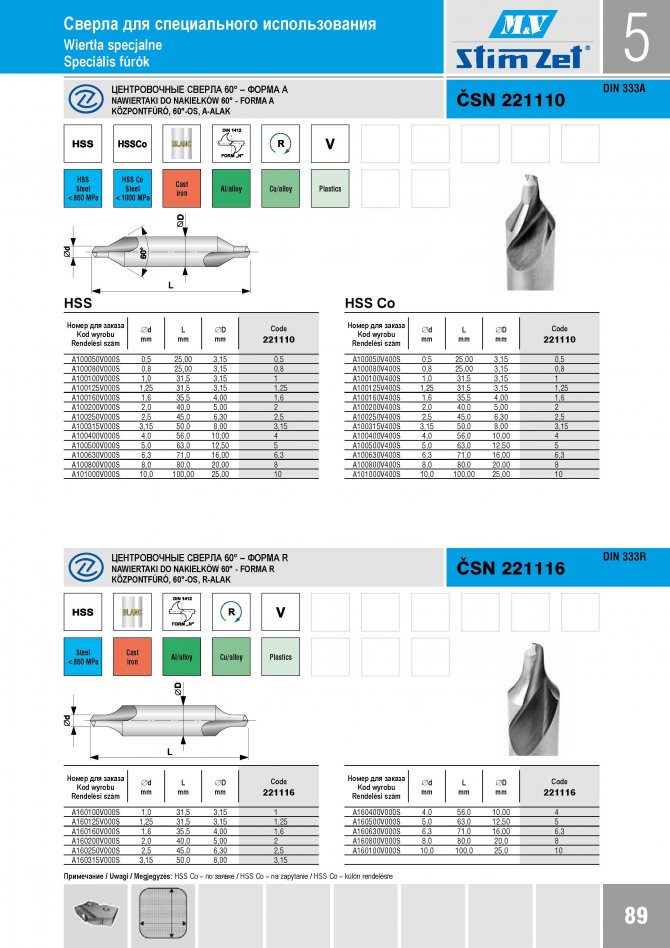
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.





