

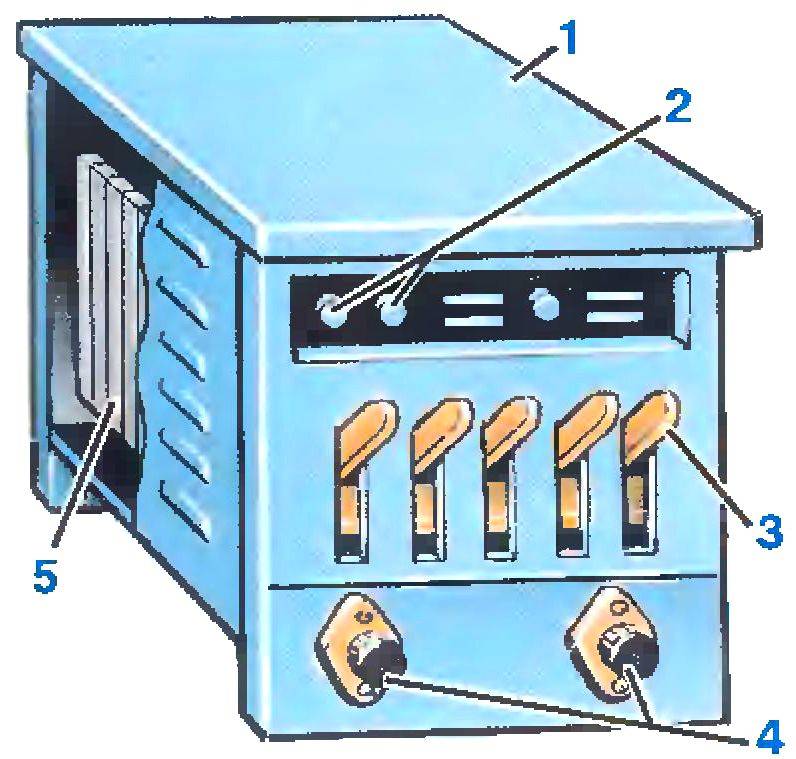
Балластный реостат типа РБ-301У2
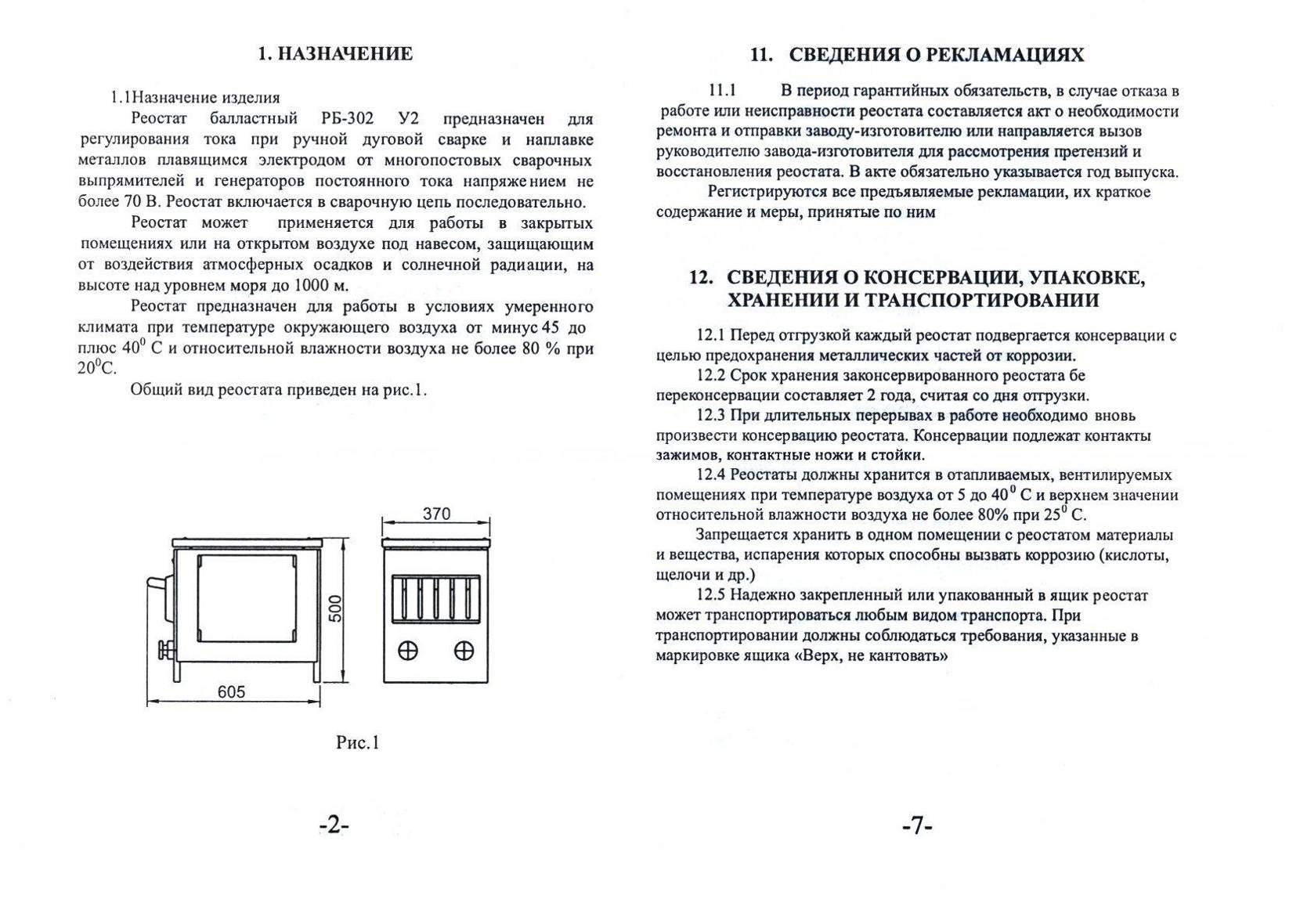
Балластный реостат типа РБ-301У2 предназначен для регулирования тока при ручной дуговой сварке и наплавке металлов, плавящимся электродом от многопостовых сварочных выпрямителей и генераторов постоянного тока. Реостат включается в цепь сварочного поста последовательно со сварочной дугой.
Реостаты соответствует требованиям ГОСТ 18636-73 при работе на высоте над уровнем моря не более 1000 м, температуре окружающего воздуха от минус 45 до плюс 40°С и относительной влажности не более 80% при 20 С и при более низких температурах без конденсации влаги.
Общий вид реостата РБ-301У2 представлен на рис.
| Наименование параметров | Параметры |
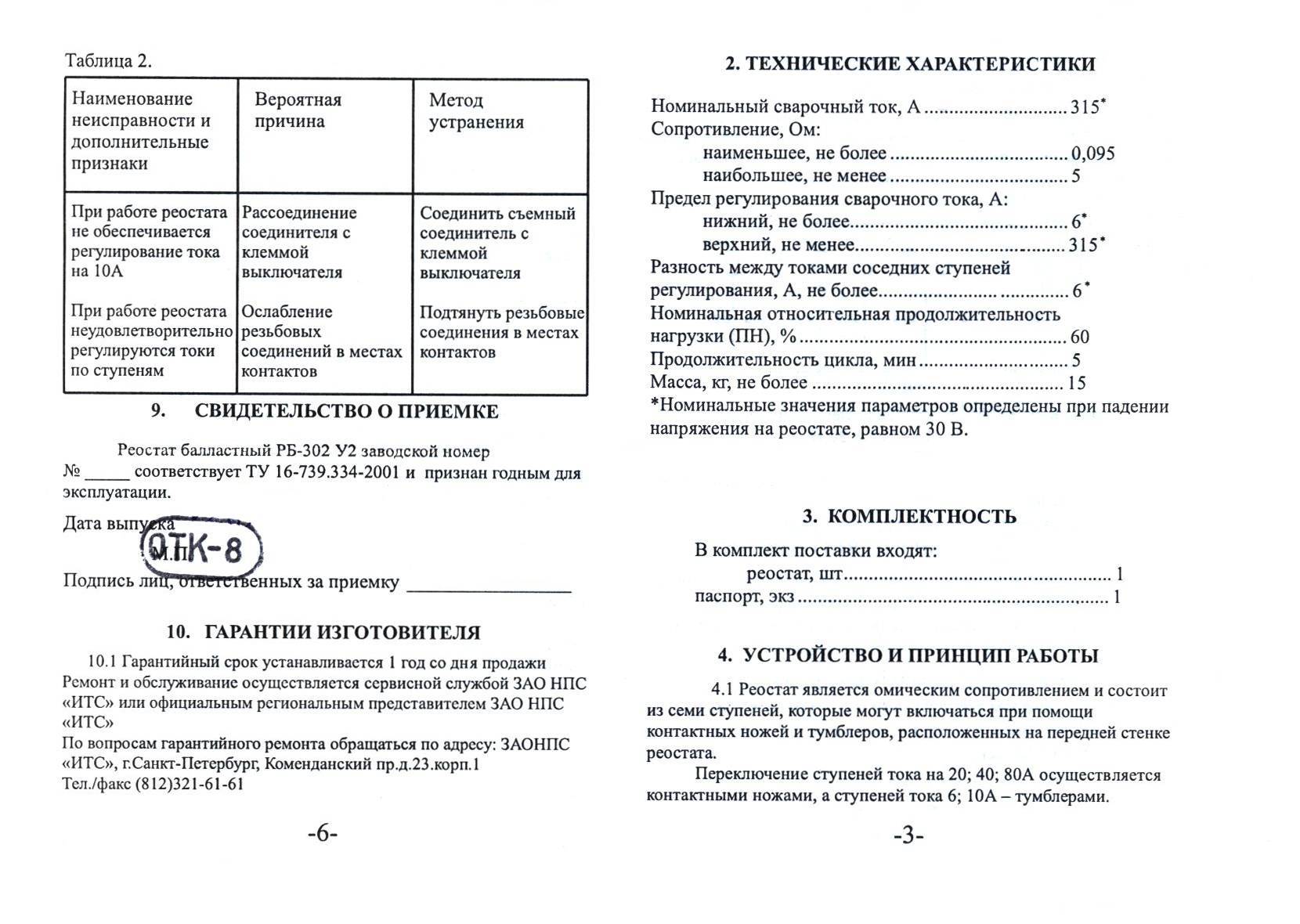
| 1. Номинальный ток, А | 315 |
| 2. Пределы регулирования сварочного тока при условном падении напряжения на зажимах реостата, 30 В, А | 10…315 |
| 3. Пределы регулирования сопротивления, Ом | 0,095…3 |
| 4. Длительность цикла, мин. | 5 |
| 5. Продолжительность работы ПР, % | 60 |
| 6. Разность между токами последующей и предыдущей ступени, А | 10 |
| 7. Масса, кг, не более | 39 |
Выпрямитель сварочный типа ВД-306УЗ
Выпрямитель сварочный типа ВД-306УЗ предназначен для питания электрической сварочной дуги постоянным током при ручной дуговой сварке, резке и наплавке металлов при трехфазном питании от сети переменного тока.
Климатическое исполнение выпрямителя «У», категория размещения 3, тип атмосферы II по ГОСТ 15150-69 и ГОСТ 15543-70, но для работы при нижнем значении температуры окружающей среды от 233 К (минус 40° С) до 313 К (плюс 40° С);
Выпрямитель предназначен для работы в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий, где воздействие песка и пыли существенно меньше, чем на открытом воздухе, при соблюдении следующих условий:
а) высота над уровнем моря не более 1000 м;
б) среднемесячное значение относительной влажности не более 80% при 293 К (плюс 20° С);
Не допускается использование выпрямителя в среде, насыщенной пылью, во взрывоопасной среде, а также содержащей едкие пары и газы, разрушающие металлы и изоляцию.
Выпрямители выполняются на одно из напряжений сети: 220 V — код ОКП 34 4184 1017 или 380 V — код ОКП 34 4184 1085.
1 Поминальное напряжение питающей сети трехфазного
переменного тока, V 220 или 380
2 Номинальная частота, Hz 50
при исполнении на 220 V 60
при исполнении на 380 V 36
4. Номинальный сварочный ток, А 315
5. Номинальное рабочее напряжение, V 32
6. Напряжение холостого хода, V 60—70
7. Пределы регулирования сварочного тока. А:
диапазон малых токов 45—125
диапазон больших токов 125—315
8.Пределы рабочего напряжения, V 22—32
9. Продолжительность цикла сварки, min 5
10. Отношение продолжительности периода нагрузки к продолжительности цикла сварки, ПН *, % 60
* Перемежающий (ПН) режим работы при цикле 5 мин. без отключения первичной обмотки силового трансформатора выпрямителя от сети во время паузы
11.Коэффициент полезного действия, %, не менее 70
12.Уровень шума на опорном радиусе 3 m, dBA, не более 85
14.Габаритные размеры (длинаХширинаХвысота), mm
15. Драгоценные материалы Серебро, g 06594
Примечание: 1. Продолжительность цикла сварки равна сумме рабочего периода и холостого хода.
Выпрямитель ВД-401 УЗ
Выпрямитель ВД-401 УЗ предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавки металлов штучными электродами, для работы на промышленных предприятиях в районах на высоте до 1000 м над уровнем моря при «температуре окружающего. Воздуха от — 40°С до + 40°С и относительной влажности воздуха 80$ при температуре 20°С.
Не допускается использование выпрямителя для работы во взрывоопасной среде, насыщенной пылью и в среде, содержащей едкие пары и газы, разрушающие металлы и изоляцию.
Выпрямитель изготавливают напряжением 220 или 380 В,
Мощность сварочной дуги при номинальных условиях, кВт 14,4
Номинальный сварочный ток, А 400
Номинальный режим работы, ПН% 60
Род сварочного тока постоянный
Напряжение холостого хода, не более, В 80
Внещняя вольт-амперноая характеристика падающая
Номинальное рабочее напряжение под нагрузкой, В 36
Пределы регулирования сварочного тока, А 50-450
Габаритные размеры, не более, мм 800х785х760
2.2. Выпрямитель-с падающими вольт-амперными характеристиками обеспечивает плавное регулирование сварочного тока.
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
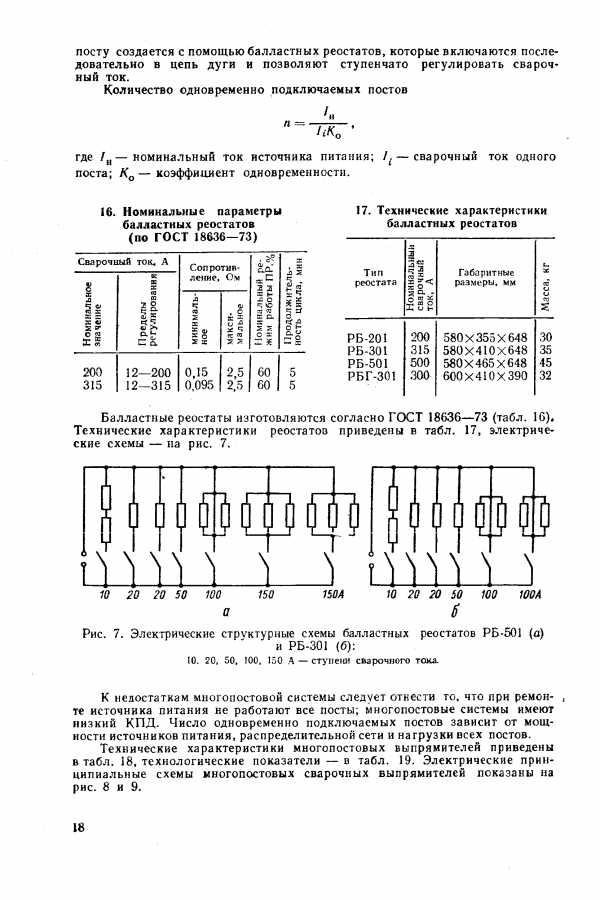
Балластный реостат. Настройка сварочного тока
Основой стабильного протекания сварочного процесса является поддержание требуемой вольтамперной характеристики дугового разряда. В инверторных сварочных установках это достигается вследствие двухстадийного преобразования рабочего тока и определённой периодичности включения и выключения аппарата. Для остальных случаев в схеме должен присутствовать балластный реостат.





Назначение и устройство балластного реостата
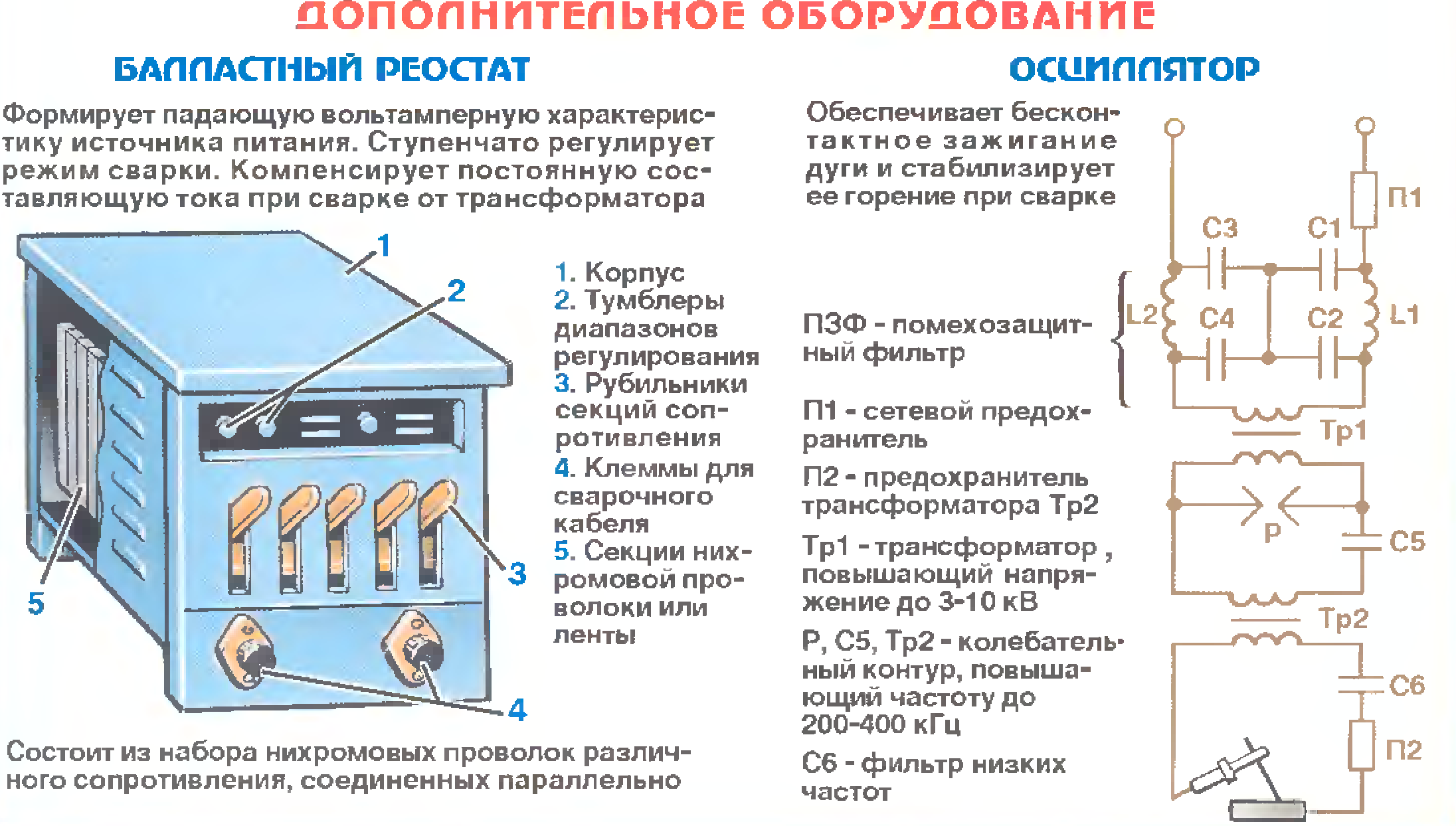
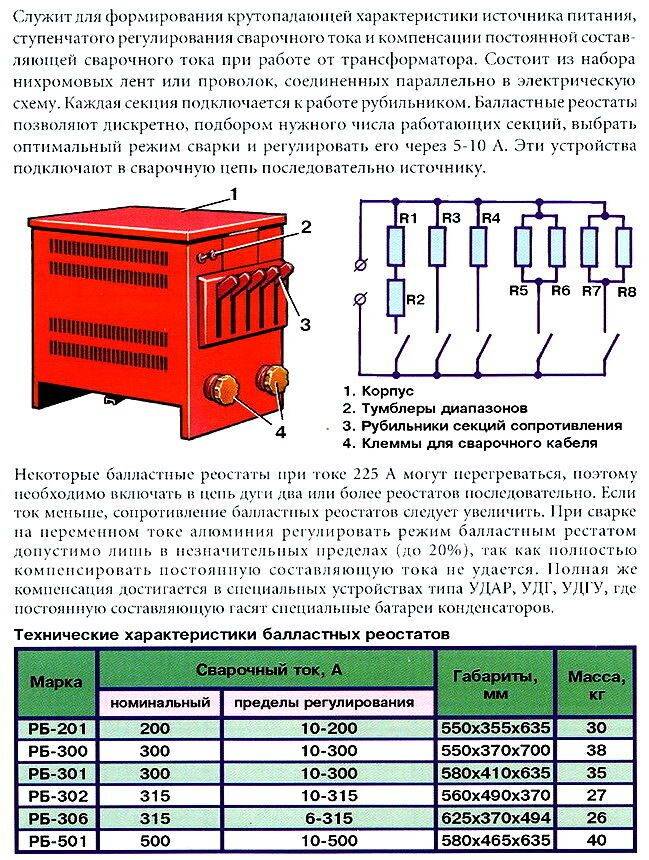
Для формирования крутопадающей вольтамперной характеристики рабочего тока во время сварки, балластный реостат должен выполняет две функции: дискретно регулировать силу тока, и компенсировать его постоянную составляющую, которая возникает при питании сварочного поста от трансформатора.
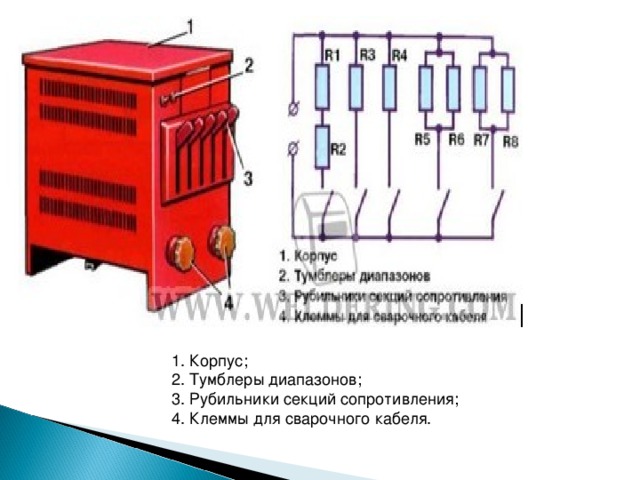
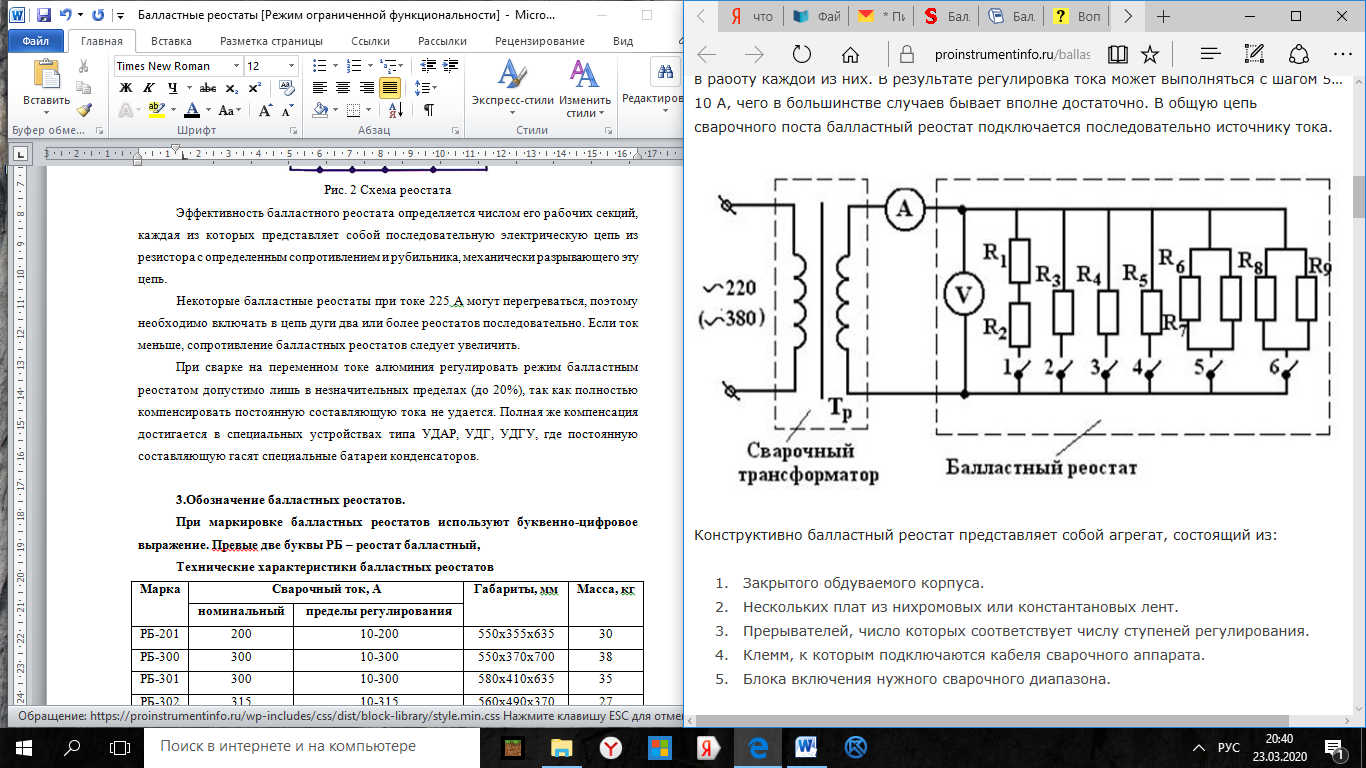
Эффективность балластного реостата определяется числом его рабочих секций, каждая из которых представляет собой последовательную электрическую цепь из резистора с определённым сопротивлением и рубильника, механически разрывающего эту цепь.
Соединение секций – параллельное, что создаёт наилучшие возможности для комбинированного включения в работу каждой из них. В результате регулировка тока может выполняться с шагом 5…10 А, чего в большинстве случаев бывает вполне достаточно.
В общую цепь сварочного поста балластный реостат подключается последовательно источнику тока.
Конструктивно балластный реостат представляет собой агрегат, состоящий из:
- Закрытого обдуваемого корпуса.
- Нескольких плат из нихромовых или константановых лент.
- Прерывателей, число которых соответствует числу ступеней регулирования.
- Клемм, к которым подключаются кабеля сварочного аппарата.
- Блока включения нужного сварочного диапазона.
Все элементы управления выводятся на одну из внешних панелей корпуса. В наиболее современных конструкциях балластных реостатов в корпус встраиваются вентиляторы, устраняющие перегрев аппарата при длительной работе на больших токах (в противном случае для этого приходится последовательно подключать несколько балластных реостатов), а также конденсаторные батареи, которые компенсируют постоянную составляющую тока, возникающую при специальных процессах сварки, в частности, алюминия.
Линейка РБ наиболее распространённых балластных реостатов, выполненных по вышеописанной схеме, включает в себя следующие типоразмеры:
- РБ-201 – регулирует ток в пределах от 10 до 200 А;
- РБ-300 – регулирует ток в пределах от 10 до 300 А;
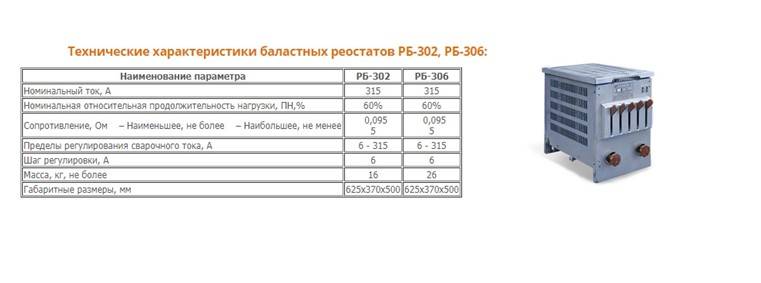
- РБ-302 – регулирует ток в пределах от 10 до 315 А;
- РБ-306 – регулирует ток в пределах от 6 до 315 А;
- РБ-501 – регулирует ток в пределах от 10 до 500 А.
Балластный реостат РБ-306
Эксплуатация модели РБ-302 выявила ряд ограничений. Быстрый выход из строя резисторов вследствие их перегрева и недостаточную точность регулировки по току. В частности, при длительных ПВ реостат сильно перегревается, что вынуждает применять аналогичный аппарат, подключаемый параллельно основному.
Модель РБ-306 лишена этих недостатков. Корпус аппарата выполнен с увеличенным количеством жалюзи, которые улучшают обдув элементов резисторных плат, а в качестве материала проволок использованы фехралевые пружины диаметром 3 мм. Первая ветка – на 6 А – собрана в виде трубчатого электронагревателя.
Модульная схема размещения элементов сопротивления облегчает их диагностику и замену. В результате указанных конструктивных изменений при тех же размерах и весе агрегата удалось расширить диапазон управления токами сварки и повысить точность регулировки.
На базе РБ-306 собираются блоки балластных реостатов (маркируются ББР), которые используют при электродуговой резке металлов. ББР эффективны в случае многопостовой сварки, применяются и для управления сварочным током от выпрямителей автоматических сварочных аппаратов.
При использовании балластных реостатов следует придерживаться следующих правил эксплуатации:
- Работать при условиях, которые указаны в паспорте на аппарат (климатическое исполнение всех типов балластных реостатов – от -40 до +45ºС);
- Запрещается эксплуатация в атмосфере, загрязнённой пылью и вблизи с источниками газа и пара, которые способствуют разрушению электроизоляции;
- Используемый балластный реостат должен проходить периодическую поверку в специализированной электролаборатории. Сроки и содержание такой поверки определяются положениями РД 03-614-03.
Источники питания для импульсно-дуговой сварки плавящимся электродом
В домашних условиях можно изготовить сварочный аппарат своими руками . Запчасти для этого устройства можно легко найти в продаже, однако при этом надо учитывать некоторые тонкости.
Особое внимание необходимо уделить транзисторам, так как они быстро выходят из строя. Поэтому на этих деталях лучше не экономить. Самодельный сварочный инвертор оснащается четырьмя транзисторами, которые присоединяются к изолированным радиаторам
Самодельный сварочный инвертор оснащается четырьмя транзисторами, которые присоединяются к изолированным радиаторам.
Для того чтобы правильно собрать импульсный сварочный аппарат, необходимо просчитать его мощность и силу тока . Примеры расчетов можно посмотреть в Интернете.
Установленный фильтр поможет поддерживать напряжение 220 В. Для сборки своего аппарата понадобятся инструменты и специальные приборы, такие как осциллограф, паяльник, мультиметр, вольтметр и т.д.
Во время сборки следует соблюдать технику безопасности.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем.
Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат.
Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка.
Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно.
С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Балластный реостат. Настройка сварочного тока

Основой стабильного протекания сварочного процесса является поддержание требуемой вольтамперной характеристики дугового разряда. В инверторных сварочных установках это достигается вследствие двухстадийного преобразования рабочего тока и определённой периодичности включения и выключения аппарата. Для остальных случаев в схеме должен присутствовать балластный реостат.
Назначение и устройство балластного реостата
Для формирования крутопадающей вольтамперной характеристики рабочего тока во время сварки, балластный реостат должен выполняет две функции: дискретно регулировать силу тока, и компенсировать его постоянную составляющую, которая возникает при питании сварочного поста от трансформатора.
Эффективность балластного реостата определяется числом его рабочих секций, каждая из которых представляет собой последовательную электрическую цепь из резистора с определённым сопротивлением и рубильника, механически разрывающего эту цепь. Соединение секций – параллельное, что создаёт наилучшие возможности для комбинированного включения в работу каждой из них. В результате регулировка тока может выполняться с шагом 5…10 А, чего в большинстве случаев бывает вполне достаточно. В общую цепь сварочного поста балластный реостат подключается последовательно источнику тока.
Конструктивно балластный реостат представляет собой агрегат, состоящий из:
- Закрытого обдуваемого корпуса.
- Нескольких плат из нихромовых или константановых лент.
- Прерывателей, число которых соответствует числу ступеней регулирования.
- Клемм, к которым подключаются кабеля сварочного аппарата.
- Блока включения нужного сварочного диапазона.
Все элементы управления выводятся на одну из внешних панелей корпуса. В наиболее современных конструкциях балластных реостатов в корпус встраиваются вентиляторы, устраняющие перегрев аппарата при длительной работе на больших токах (в противном случае для этого приходится последовательно подключать несколько балластных реостатов), а также конденсаторные батареи, которые компенсируют постоянную составляющую тока, возникающую при специальных процессах сварки, в частности, алюминия.
Линейка РБ наиболее распространённых балластных реостатов, выполненных по вышеописанной схеме, включает в себя следующие типоразмеры:
- РБ-201 – регулирует ток в пределах от 10 до 200 А;
- РБ-300 – регулирует ток в пределах от 10 до 300 А;
- РБ-302 – регулирует ток в пределах от 10 до 315 А;
- РБ-306 – регулирует ток в пределах от 6 до 315 А;
- РБ-501 – регулирует ток в пределах от 10 до 500 А.
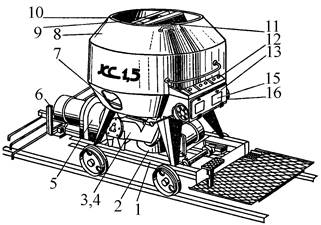
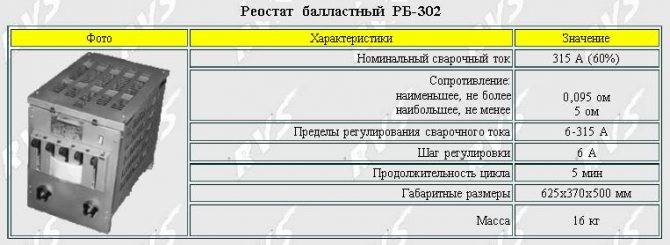
Балластный реостат РБ-302
Используется для ступенчатого управления силой сварочного тока в операциях ручной и полуавтоматической сварки или наплавки покрытий при помощи металлических электродов. Работает совместно с генераторами и многопостовыми сварочными выпрямителями.
Рассчитан на поддерживание напряжения на дуге в пределах 27…30 В, предельное напряжение не может превышать 70 А при критическом падении на зажимах – 30 А.
Охлаждение – воздушное, рекомендуемое значение ПВ — продолжительности включения составляет 60…65 % (если продолжительность сварочного цикла превышает 10 мин, то значение ПВ необходимо уменьшать).
Реостат РБ-302 может работать от сети напряжением 220 и 380 В, и с любым основным источником сварочного тока, кроме сварочных трансформаторов ТСД-300 и сварочных выпрямителей ВС-400 и ВС-600. В этих случаях необходимо подключать два балластных реостата, которые соединяются параллельно. Сила тока при этом увеличится вдвое.
Балластный реостатмодели РБ-302 имеет два рабочих диапазона сварочных токов: 5 А и 10 А, при этом наименьшее значение разности токов в различных ступенях составляет 10 А. Число ступеней регулировки – 6, их включение и выключение производится при помощи контактных ножей. Плата веток регулирования собрана на фехралевых жаропрочных проволоках диаметром 2,2 мм, для электроизоляции используются профилированные керамические пластины.
Периодический контроль за работой балластного реостата РБ-302 производится путём измерения фактического сопротивления изоляции относительно заземлённого корпуса агрегата: соответствующее значение должно быть не меньше 500 кОм.
Разновидностью указанной модели является балластный реостат типа РБ-302У2, который снабжён дополнительной изолирующей крышкой и улучшенной электроизоляцией. Это позволяет использовать аппарат вне помещений, и вести безопасную сварку в условиях повышенной влажности окружающего воздуха, либо при активном ультрафиолетовом излучении.
Датчики, основанные на реостатах
Между положением ползунка реостата, его сопротивлением, силой тока в цепи и напряжением существуют прямые зависимости. Эти особенности лежат в основе датчика угла поворота. Каждому положению ротора в таком устройстве соответствует определенная электрическая величина.







Постепенно такие датчики вытесняются магнитными и оптическими аппаратами. Связанно это с тем что характеристика зависимости угла и сопротивления, помехонеустойчива от влияния температурного воздействия. Также свою долю в вытеснение реостатных датчиков вносит переход к цифровым системам. Резистивные измерители можно встретить только в схемах, использующих аналоговые сигналы.
Балластный реостат
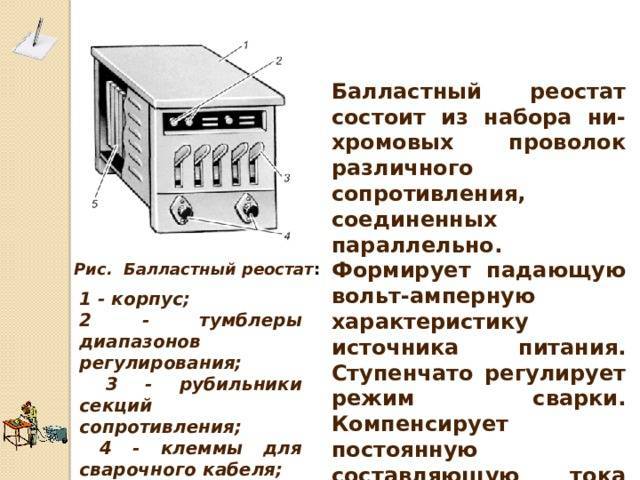
Балластный реостат – устройство, которое используется для регулировки уровня тока при выполнении сварочных работ. Его устройство представляет собой набор нескольких элементов сопротивления. Они выполнены из специальной проволоки из константана. Это позволяет добиться максимального омического сопротивления. В сварочную цепь данный агрегат подключается с помощью специальных рубильников.
Балластный реостат
Его подключение следует выполнять последовательно в цепь, при этом регулировка уровня сопротивления выполняется путем включения и отключения рабочих секций. Сварочные работы при подключенном реостате можно выполнять с силой тока с шагом 5-10А.
Устройство
Устройство балластного реостата довольно таки простое: он состоит из рабочих секций, помещенных в корпус аппарата. На каждой секции установлен рубильник сопротивления, с помощью которого можно включать и выключать секции. Также в устройство входят клеммы для подключения к сварочной цепи.
Каждая секция представляет собой ленту из специального металла, для чего обычно используют проволоку из константана или нихрома. Также большинство аппаратов оборудованы блоком включения, позволяющего регулировать сварочный диапазон на необходимом уровне.
Все элементы управления, в том числе блок включения и тумблеры, обычно расположены на одной панели аппарата.
Следует отметить, что большинство современных моделей реостата оборудованы кулерной системой для охлаждения устройства, представленной встраиваемыми вентиляторами. Такая система помогает избегать перегрева при длительной работе устройства. Это позволяет работать при больших токах без необходимости подключения дополнительного реостата.
Следует отметить, что при перегрузе этому аппарату свойствен значительный нагрев, который возникает при силе тока в 225 А. Поэтому рекомендуется, во избежание конфузов и возникновения неисправностей, включать в цепь два реостата.
Назначение
Назначение балластного реостата довольно простое, но выполнение сварочных работ без его функции в некоторых случаях невозможно. Этот аппарат необходим для регуляции силы тока в необходимом диапазоне с помощью тумблеров и компенсации постоянной составляющей. Такой эффект возникает в тех случаях, когда сварочные работы выполняются от трансформатора.
Эффективность и стоимость реостата зависит от количества секций, с помощью каждой из которых можно определенным способом регулировать уровень сопротивления. Рубильник позволяет механическим способом разорвать цепь.
На сегодняшний день следует выделить линейку наиболее популярных типов реостатов под названием РБ. Маркировка каждого аппарата указывает на диапазон силы тока, в пределах которого можно выполнять сварочные работы.
Балластный реостат РБ-306
РБ-306 – следующее поколение из известной линейки реостатов. Данный вид призван стать решением проблем, которые часто возникают при использовании РБ-302. Среди них можно выделить частые поломки резисторов и перегрев самого аппарата. При разработке новой модели все недостатки предыдущего устройства были исправлены.
Новый корпус был разработан с увеличенным количеством отверстий, предназначенных для ускоренного охлаждения. Проволока секций изготовлена из фехрали.
Усовершенствованная схема расположения рабочих элементов позволяет быстро и беспроблемно проверять и заменять их.
Балластный реостат РБ-306
Для эффективного использования реостата следует придерживаться определенных правил, среди которых следует выделить соблюдение климатических условий, чистоты рабочей зоны, а также постоянную диагностику аппарата на исправность. Это лучше делать в специальных сервисных лабораториях.
Сварочный аппарат из «переменки» в «постоянку».
Сердечник для него взят из дросселя ламп городского освещения 1НН37— Удаляя старые обмотки, необходимо сохранить картонные прокладки, которые обеспечивали зазор между основными и замыкающими частями сердечника рис. При повторной сборке их устанавливают на место. Новая обмотка наматывается только на одном боковом стержне— три слоя медной шины сечением 4×6 мм, расположенных равномерно по всей длине сердечника. Начало обмотки дросселя подключается к блоку конденсаторов С
Сварочный источник с балластным реостатом Конструкция сварочного источника переменного тока через индивидуальный балластный реостат.
Как правильно называется болгарка инструмент
Для начала давайте разберемся о том, что такое «болгарка». Название «болгарка» очень сильно привязалось к этому инструменту. На профессиональном языке этот инструмент называется — углошлифовальная машина (УШМ). Но исторически сложилось, что этот инструмент начали впервые собирать в Болгарии, поэтому за УШМ прикрепилось название «болгарка»
Для чего нужна болгарка?
Болгарка или УШМ, выполняет простой функционал — шлифовка. Но многие умельцы используют ушм не только для шлифовки, но еще и для работ по бетону, металлу и даже по дереву. Но создан этот инструмент изначально только для шлифовки, однако, современная болгарка может с легкостью производить резку, полировку и чистку материалов.
При этом , шлифовку и чистку можно выполнять практически с любым материалом, который попадется под руку. Для этого используют различные насадки, которые подходят каждый для своего типа материала. УШМ можно обрабатывать: цемент, бетон, шифер, кирпич, стекло, фарфор, дерево и даже пластик.
Самой главный плюс этого инструмента в том, что он практически универсален, вам нужно только менять насадки.
Первый критерий — размер используемого диска
Самый важный и первый критерий, с которым нужно определиться при покупке болгарки , это размер используемого диска. На данный момент, самый минимальный размер отрезного диска 0 115 мм, а максимально возможный размер — 230 мм.
Только, заметим, что не вся часть имеет возможность резать, а лишь выступающая за корпус углошлифальной машины. Это значит, что если корпус имеет ширину минимум 55 мм, то около половины диска на 115 мм (даже меньше) может что-то разрезать. Говоря проще, болгарка на 115 мм может разрезать доску не толще 30 мм (а на практике максимум 25 мм). При этом все диски имеют свойство стачиваться, то есть, за минуту работы эта цифра может снизиться в два раза. Основываясь на это, можно уже подумать о размерах диска.
Ведь для резки металлических труб диаметром 20 и более миллиметров болгарка на 115 мм уже станет неуместной из-за низкой износостойкости. И если покупать под резку труб углошлифовальную машину, то минимум на 180 мм. И это лишь для резки, а если надо инструмент для шлифовки? Тут уже не стоит брать больше, вполне достаточно будет выбрать инструмент и на 125 мм, что является и нормой для большинства шлифовальных насадок.
Как заметили, выбрать не так просто, нужно вначале подумать, для чего нужен инструмент, и уже тогда начинать его подбор.
Охарактеризуем типы УШМ на основе размеров, чтобы можно было легче понять, что нам лучше подойдет.
УШМ на 115 мм
Это самый минимальный размер пильного круга, который можно приобрести. Он подходит для самых простых работ, и зачастую, круги такого диаметра, используют исключительно для шлифовки, так как , чем меньше размер, тем меньше вес. Это самый оптимальный вариант для мелких работ.
УШМ на 125 мм
Это следующий по размеру тип и на данный момент он является самым ходовым среди нашего населения
Болгарки такого размера не тяжелые, но очень удобные и имеют приличные характеристики по мощности, и что немаловажно, все еще имеют низкую стоимость. Этой болгаркой можно как шлифовать материал, так и резать
Само собой, слишком толстые детали такая болгарка не осилит, так как глубина проникновения полотна намного меньше радиуса, но для домашних бытовых работ эта болгарка подходит в самый раз
Само собой, слишком толстые детали такая болгарка не осилит, так как глубина проникновения полотна намного меньше радиуса, но для домашних бытовых работ эта болгарка подходит в самый раз.
УШМ на 150 мм
Этот тип болгарок не очень популярен в быту, но иногда пользуется спросом. Эта болгарка несколько мощнее предыдущих и позволяет уже выполнять более объемные работы.
УШМ на 230 мм
Это максимум, который можно купить, по диаметру круга. Самый главный плюс такой болгарки, само собой в большом круге. Таким инструментом можно, без особых усилий резать кирпич, плитку, доски и даже трубы, но для шлифовки такую болгарку лучше не использовать. Во-первых у нее очень большой вес, что крайне не удобно при шлифовке материала, во вторых, большой круг будет мешать вам подобраться к узким местам шлифовки. Такую болгарку надо покупать только в том случае если вы запланировали большой ремонт или масштабное строительство. Для мелких работ эта болгарка не подходит
Большая Энциклопедия Нефти Газа
Балластный реостат
Преобразователи, трансформаторы, балластные реостаты. пусковые устройства следует один раз в месяц продувать сжатым сухим воздухом и прове ] гль сопротивление изоляции. Минимально допустимое сопротивление определяется из расчета 1000 ом на 1 в напряжения, на которое рассчитана обмотка.
Преобразователи, трансформаторы, балластные реостаты. пусковые устройства следует один раз в месяц продувать сжатым сухим воздухом и проверять сопротивление изоляции. Минимально допустимое сопротивление определяется из расчета 1000 ом на 1 в напряжения, на которое рассчитана обмотка.
Схема сварочного поста для ручной аргоно-дуговой сварки на переменном токе.
Осциллятор; 2 — балластный реостат ; 3 — амперметр; 4 — вольтметр; 5 — горелка-электрододержатель; 6 — стол сварщика: 7 -ротаметр; 8-манометр низкого давления; 9 — редуктор; 10 — баллон с газом; / / — сварочный трансформатор; / 2 — дроссель.
Схема включения агрегата ПСМ-1000 на сварочные.
За счет омического сопротивления балластного реостата в цепи дуги обеспечивается падающая характеристика на каждом сварочном посту.
При правильном подборе сопротивления балластного реостата точность поддержания температуры составляет 5 град.
Схема включения агрегата ПСМ-1000 с балластными реостатами.
Включение сварочных постов производится через регулируемые балластные реостаты .
ВКСМ-1000 и ВДМ-1601 с набором балластных реостатов или ВД-1001-УЗ с тиристорным управлением, а также от преобразователя ПСМ-1000-1 с балластными реостатами или от двух преобразователей ПСО-500, включенных параллельно.
На рис. 5.8 приведена схема балластного реостата с пятью параллельными секциями, что дает возможность регулирования сварочного тока в пределах от 40 до 260 А со ступенями через 10 А.







Агрегат имеет в комплекте девять балластных реостатов РБ-200. рассчитанных на максимальный ток 200 а. При необходимости на один сварочный пост могут включаться два или три реостата параллельно.
Сварочные посты присоединяются к генератору через балластные реостаты. Необходимая для питания дуги падающая характеристика получается за счет сопротивления балластного реостата.
Ьымй контактами шунтирует один из ножей балластного реостата. При заделке кратера тумблер Т выключается.
С агрегатом ПСМ-1000 комплектно поставляются девять балластных реостатов РБ-200. которые дают возможность регулировать сварочный ток в пределах от 10 до 200 а. Необходимый ток устанавливается при включении пяти рубильников на реостате. Если для сварки требуется ток свыше 200 а, то включают два реостата параллельно.
Принцип работы реостата

Реостаты — это двухполюсные переменные резисторы, которые настроены на использование только одного концевого контакта и только контакта стеклоочистителя.
Неиспользуемая концевая клемма может быть либо оставлена неподключенной, либо подключена напрямую к стеклоочистителю.
Это устройства с проволочной обмоткой, которые содержат плотные витки эмалированной проволоки для тяжелых условий эксплуатации, которые изменяют сопротивление ступенчато.
Изменяя положение стеклоочистителя на резистивном элементе, величина сопротивления может быть увеличена или уменьшена, тем самым управляя величиной тока.
Затем реостат используется для управления током путем изменения значения его сопротивления, превращая его в настоящий переменный резистор. Классический пример использования реостата — это управление скоростью модельного набора поездов или Scalextric, где величина тока, проходящего через реостат, регулируется законом Ома. Тогда реостаты определяются не только их резистивными значениями, но также и их возможностями по управлению мощностью как P = I 2 * R.
Основное назначение прибора
Конструктивно и визуально самым простым считается реостат ползункового типа.
Он подсоединяется к цепи с помощью верхней и нижней клеммы.
Прибор сконструирован таким способом, что ток поступает по всей длине провода, а не в поперечном направлении витков. Это осуществляется благодаря надежной изоляции проводников.
Часто реостат применяют для регулирования в цепи вместо потенциометра.
Баластники сварочные: реостат для сварки, как подключить аппарат и регулировка тока по вторичке
Ведь что такое проводник? Это материал с минимальным сопротивлением, чтобы через них проходил электрический ток с такими же минимальными потерями. Это обычная практика. Исключением являются случаи с задачами «наоборот»: когда сопротивление нужно повысить.
Такая нужда возникает при завышенных показателях тока, которые необходимо регулировать. Именно для таких целей и существует сварочный баластник. Он делает сварку проще и быстрее.
Как это работает?
По своей сути это баластный реостат – специальное устройство для формирования повышенного сопротивления для сварочного электричества. Этот реостат отличается своей простотой. Он встроен во многие продвинутые и дорогие модели сварочных аппаратов, также его можно купить отдельно.
По принципу своего действия сварочный баластник является точкой препятствия на пути перемещения электрического тока, это «пункт» высокого сопротивления. С внешней точки зрения он похож на сложную толстую пружину.
Эта пружина всегда снабжена подвижным контактом, который при передвижении вдоль пружины изменяет длину пути, который ток проходит по баластнику.
Особым разнообразием моделей это устройство похвастаться не может.
Некоторые различия есть, они определяются следующими критериями:
- Габариты пружины: чем она длиннее, тем длиннее путь электронов через все витки реостата, тем большее сопротивление снижает силу тока.
- Природа металла с определенными коэффициентами сопротивления.
- Толщина пружины также прямо пропорциональна силе сопротивления. Толщина связана с длиной реостата.
На деле выходит следующим образом: без баластного реостата ток имел бы силу в 250 А. Если подключить к этой цепи баластник, электрический поток начнет терять силу и на выходе имел бы всего 10 А.
Конечно, регулятором можно изменить длину пути по спирали, по который проходит поток. Потери в этом случае были бы другими.





