Характеристика алмазных кругов
Алмазные круги для болгарки являются самыми прочными, что дает возможность их применения для выполнения работ по резке и шлифованию различных материалов. К таковым материалам, с которыми справляется алмазный диск, относятся:
- Керамические изделия
- Твердосплавные металлы
- Различные породы камня
- Кварцевое стекло
Достоинством алмазных кругов на болгарку является способность обработки асфальтной поверхности. Это обусловлено таким свойством, как повышенная износостойкость, что позволяет пользоваться такими насадками преимущественно продолжительное время.
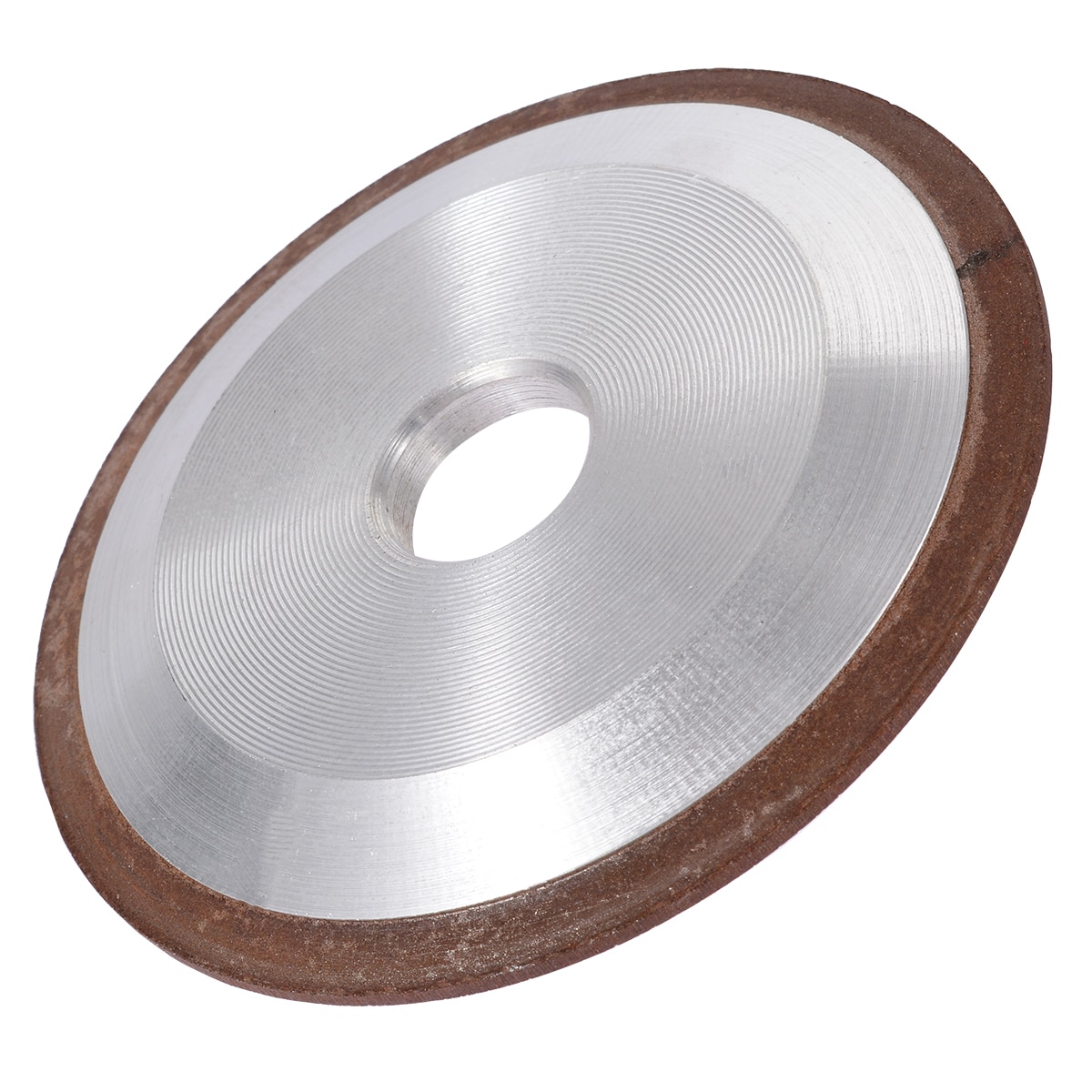
 Алмазный диск на инструменте
Алмазный диск на инструменте
Важно обратить внимание! Одним из главных параметров алмазных дисков является их степень зернистости. Чем больше показатель зернистости, например, выше 180 единиц, тем выше уровень шлифования
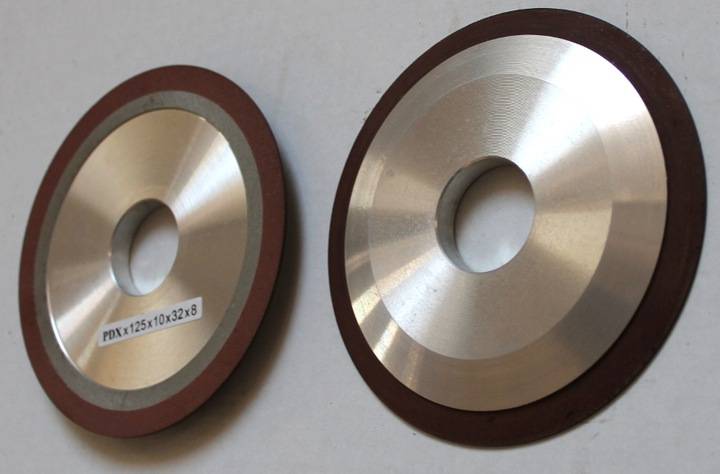
Отрезные и шлифовальные круги нужны для резки и полирования различных материалов, а заточные или точильные применяются для затачивания ручных инструментов
Отрезные и шлифовальные круги нужны для резки и полирования различных материалов, а заточные или точильные применяются для затачивания ручных инструментов
Прежде чем выполнять заточку при помощи таких кругов на болгарке, инструмент следует надежно зафиксировать в неподвижном положении
Отрезные и шлифовальные круги нужны для резки и полирования различных материалов, а заточные или точильные применяются для затачивания ручных инструментов. Прежде чем выполнять заточку при помощи таких кругов на болгарке, инструмент следует надежно зафиксировать в неподвижном положении.
Алмазные круги можно разделить на следующие виды:
- Сегментные изделия, которые имеют равномерные вырезанные части по наружной кромке. Рабочей областью называется наружная часть изделия. Применяются сегментные круги для резки железобетона, камня, арматуры и прочих материалов
Внешний вид сегментного диска
- Сплошной — он называется так по причине отсутствия граней и зубьев на рабочей поверхности. Применяется для резки керамогранита, керамической плитки и прочих видов камней натурального происхождения. Стоит отметить, что такие круги предназначаются преимущественно для мокрой резки
Внешний вид сплошного круга
- Турбо-сегментный или комбинированный — такие круги еще называются турбоволнами, так как они имеют одинаковые сегменты, которые расположены под соответствующим углом. Преимуществом таких кругов является плавность хода инструмента, а также минимальный уровень вибраций. Не рекомендуется для резки металла и железобетонных конструкций
Комбинированный круг для болгарки
В конструкции рассматриваемых изделий используется только алмазное напыление, так как именно данный вид материала является одним из самых твердых и прочных. Алмазная крошка, используемая в качестве напыления для дисков, делает изделие прочным, повышает его срок эксплуатации, исключает уменьшение диаметра, но при этом делает его более дорогостоящим по сравнению с абразивными кругами.
Особенности Заточных кругов для ленточных пил
Абразивно-шлифовальный инструмент для заточки ленточных пил представлен на рынке в избытке
Поэтому для того чтобы подобрать нужный заточной круг необходимо обращать внимание на основные технические параметры. К ним относятся: профиль круга, его размер, использованный шлифматериал, зернистость, твердость, структура, связка, рабочая скорость, классы точности и неуравновешенности. Все эти данные учитываются при маркировке заточных кругов
Все эти данные учитываются при маркировке заточных кругов.
На отечественном рынке можно встретить инструмент со следующими обозначениями:
| 1 | DTH2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| ГОСТ | 1 | 125x6x32 | 14A | 16 | CT1 | 6 | Б | 30 | A | 1 |
| Импорт | 125x6x32 | 96A | 80 | L | 6 | V | 50 | AA | 1 | |
| Сэндвич | 125×6/2×32 | 96A/98A | 80/100 | L/M | 8 | V |
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения. Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки. Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку. Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты
Во время работы всё внимание обращать на производимую операцию. Не работать без защитных очков или масок. Замена абразивных кругов возможна только на отключённом оборудовании
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями. В неработающем состоянии щитки необходимо поднять
Замена абразивных кругов возможна только на отключённом оборудовании. Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями. В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.








Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Круги для заточки фрез
Средние значения слоя материала, стачиваемого за переточку, приведены и табл. VII.1. Выбор абразивных и алмазных кругов для заточки фрез определяется в зависимости от материала режущей части фрезы и вида заточки (предварительная, комбинированная, чистовая, доводка). В табл. VII.2 и VII.3 приведены рекомендуемые характеристики кругов для заточки фрез.
Применение алмазных кругов на металлической связке рекомендуется в тех случаях, когда припуск на заточку не превосходит 0,2— 0,4 мм.
Предварительную заточку инструментов из твердых сплавов следует производить абразивными кругами из материала КЗ; в этом случае припуск на заточку не должен превышать 0.6—0,7 мм.
В качестве СОЖ, применение которых обязательно, при обработке алмазными кругами на металлической связке могут быть рекомендованы жидкости, имеющие следующие составы (массовое содержание в %):
- для шлифования и заточки фрез из твердых сплавов (НИАТ ТР. 1.4.110.77)— 0,7 триэтаноломина; 0,30 тринатрийфосфата; 0,25 соды кальцинированной; 0,28 буры; 0,1 натрия азотнокислого; 0,1 вещества вспомогательного ОП-7 (смачиватель); остальное — вода;
- дли чистового шлифования заточки и доводки фрез из твердых сплавов — 2 эмульсола Укринол-1, 0,6 соды кальцинированной, остальное — вода.
В качестве СОЖ при обработке алмазными кругами на керамической и органической связках рекомендуется для чистовой заточки и доводки фрез из твердых сплавов жидкость следующего состава (массовое содержание в %): 0,6 тринатрий-фосфата, 0.5 масла ализаринового. 0,25 буры, 0,25 натрия азотнокислого, остальное — вода.
В табл. VII.4 указаны режимы резания, рекомендуемые при заточке и доводке фрез, в зависимости от обрабатываемого материала инструмента и алмазного круга.
При работе с абразивными и алмазными кругами следует руководствоваться требованиями ГОСТ 12.2001—74 «Инструмент абразивный Правила и нормы безопасной работы с ним».
Таблица VII.1. Средние значения стачиваемого слоя за одну переточку
| Тип фрез | Стачиваемый слой, мм | ||
| Цельные из быстрорежущей стали | Цилиндрические Дисковые Угловые Концевые | 0.4 — 0,6 0.3—0.5 0.2 — 0.3 0.2 — 0.3 | |
| Со вставными ножами | Торцевые | Быстрорежущие Твердосплавные | 0.1 — 0.6 0.6 — 0.9 |
| Дисковые | Быстрорежущие Твердосплавные | 0,4 — 0.7 0.5—0.7 | |
| С затылованным зубом | 0.9—1.0 |
Таблица VII.2. Выбор абразивных кругов для заточки
| Материал режущей части инструмента | Характер заточки | Характеристика круга | |||
| Материал | Зернистость | Твердость | Связка | ||
| Круглое шлифование по наружной поверхности фрезы | |||||
| Сталь быстрорежущая закаленная | Предварительная Комбинированная Чистовая | ЭБ ЭБ ЭБ | 46 60 80 | C1—CM1 С1—СМ2 C1—СМ2 | К |
| Твердый сплав | Предварительная Комбинированная Чистовая | КЧ КЗ КЗ | 46 60 88-100 | CM1 CM1—CM3 М2—М3 | |
| Шлифование торцом круга (передней и задней поверхностей зубьев) | |||||
| Сталь быстрорежущая закаленная | Предварительная Комбинированная Чистовая | ЭБ Э ЭБ | 24—36 36 36—46 | M1—М2 С2—СМ2 СМ1 —СМ2 | К Б К |
| Твердый сплав | Предварительная Комбинированная Чистовая | КЗ | 46 60 80—100 | М3 M1—М3 — | К К — |
| Примечание. ЭБ — электрокорунд белый; КЧ — карборунд черный; КЗ — карборунд зеленый; К — керамическая связка; Б — бакелитовая связка. |
Таблица VII.3. Выбор алмазных шлифовальных кругов для заточки и доводки режущей части инструмента из твердого сплава
| Характер обработки | Характеристика круга | |||
| Марка | Зернис- тость | Концент- рация, % | Связка | |
| Круглое шлифование наружной поверхности | АСВ | 80-63 | 100 | М2 |
| MB1; M013 | ||||
| Чистовая заточка и доводка передней поверхности | АСД АСВ | 63-60 100-80 | ||
| MB1; M013; М5-5 | ||||
| Заточка и доводка задней поверхности | АСД АСВ | 63 -50 125-100 |
Таблица VII.4. Параметры режимов резания при заточке и доводке алмазными кругами
| Обрабатываемый материал | Связка круга | № состава СОЖ | Скорость резания ʋ, м/с | Подача | |
| продольная, м/мин | поперечная, мм/дв. ход | ||||
| Сталь быстрорежущая закаленная | Металлическая | 1—2 | 25—30 | 1-2 | 0.03 |
| Органическая Керамическая | 3 | 25—30 | 1 — 2 | 0.02 | |
| Твердый сплав | Металлическая | 1 | 18—20 | 1-1.5 | 0.05 |
| Органическая Керамическая | 3 | 25 | 1-1.5 | 0.03 0.05 | |
| Твердый сплав (круглое шлифование) | Металлическая | 1 | 20—25 (и изделия 15 м/мин) | 1-2 | 0.01 — 0.02 |
Зернистость заточного круга
Для обозначения зернистости заточного круга также используют определенные численные значения, они представлены следующей таблице:
| ГОСТ | 12 | 16 | 25 | 40 |
| FERA | 100 | 80 | 60 | 40 |
С увеличением числа по ГОСТу растет и размер использованных в изготовлении круга зерен, а также увеличивается степень врезания и подача при заточке ленточной пилы. Однако, качество обработанной поверхности будет лучше при использовании мелкозернистых абразивных кругов.
Твердость заточного круга
Этот показатель влияет на способность абразивного круга к самозатачиванию. Во время заточки ленточной пилы скалываются грани затупившихся зерен, они выносятся, тем самым открывая новые рабочие слои круга.
В процессе точения более твердый круг будет лучше держать свою форму, но его серна уже затупятся. Чтобы поддерживать высокое качество работы придется использовать большую мощность и меньшую подачу. Однако это может грозить образованием прижогов и рисков. К тому же относительно мягкий материал пилы станет забивать поры круга, что скажется на качестве заточки.
При использовании слишком мягкого заточного круга, связка может очень слабо удерживать зерна, поэтому они станут выкрашиваться из тела круга. Мягкие круги быстро потеряют форму и износятся.
При работе главное правильно подобрать уровень твердости заточного круга, а для этого следует воспользоваться данными в таблице:
| ГОСТ | М1, М2, М3 | СМ1, СМ2 | С1, С2 | СТ1, СТ2, СТ3 | Т1, Т2 |
| FERA | Y, I, J | K, L | M, N | O, P, Q | R, S |
| Твердость | Мягкие | Среднемягкие | Средние | Среднетвердые | Твердые |
Шлифовка бетона алмазным диском: пошаговое руководство для вашего инструмента
Шлифовка бетона с помощью электрического инструмента подразумевает процесс удаления заусениц, загрязнений и сыпучих материалов с бетонной поверхности с помощью шлифовальной машины. При шлифовании бетона скрепление алмазных чашечных колец обычно должно быть противоположным бетону, то есть использовать мягкое соединение на твердом бетоне и твердое соединение на мягком бетоне. Используйте более крупную алмазную крошку для более быстрого удаления бетона и для более твердого бетона.
При шлифовании твердого бетона не образуется много пыли, обычно он мягкий и неабразивный. Алмазы режутся, притупляются и ломаются, как обычно.
Если использовать алмазные диски с высокой зернистостью, тогда увеличивается количество пыли. Также можно уменьшить площадь поверхности с меньшим количеством сегментов. При шлифовании мягкого бетона обычно образуется достаточное количество абразивной пыли, которая изнашивает связку и притупляет алмазный диск. Это часто приводит к быстрому износу шлифовального круга, поэтому приходится избавляться от пыли.
При работе с алмазными кругами для болгарки важно контролировать состояние диска. Он не должен перегреваться, поскольку это может привести к замедлению работы инструмента. Если вы неправильно подобрали диск под конкретный материал, тоже столкнетесь с проблемой
Это может обернуться не только износом диска, но и опасностью для вашего здоровья
Если вы неправильно подобрали диск под конкретный материал, тоже столкнетесь с проблемой. Это может обернуться не только износом диска, но и опасностью для вашего здоровья.







Для шлифовки бетонной поверхности нужно выполнить несколько шагов:
- Изучаем особенности поверхности. Алмазный диск подходит для тонких слоев неагрессивного покрытия.
- Выполняем зачистку поверхности перед шлифовкой. Для получения максимально гладкой поверхности нужно будет несколько раз шлифовать бетон.
- Под конкретный пол выбираем подходящий алмазный круг.
Чтобы правильно выбрать алмазных диск, учитываем зернистость, вид связки, форму сегментов. Что касается показателя зернистости, который, по сути, означает размер алмаза в связке, он бывает крупным (16-40 зерен), средним (70-80 зерен), мелким (140-150 зерен). Лучше всего начать с крупной крошки, с помощью которой удастся выровнять неровности на бетонной поверхности.

Тип связки определяет материал, который удерживает алмазы на месте. Твердое соединение лучше всего при работе с абразивными материалами, такими как мягкий бетон или дорожное покрытие, поврежденное дождем. Средняя связь может плохо работать с твердыми материалами, но быстрее истирается на абразивных материалах. Мягкие связки идеально подходят для твердых материалов, потому что они быстро стираются, обнажая слой алмаза для шлифования поверхности.
Форма сегментов определяется типом поверхности, на котором вы планируете работать. Например, квадратные сегменты имеют длинную переднюю кромку, поэтому идеально подходят для неровного бетона. Алмазы с круглой головкой имеют тонкий передний край, поэтому идеально подходят для дальнейшего разглаживания. Не забывайте и о правильном выборе шлифовальной машины.
Класс точности
Точность геометрических форм и размеров алмазных кругов соответствует трем классам и обозначается как: Б, А или АА. Менее ответственные операции проводятся инструментов класса Б, класс А относится к более качественному и точному. А высокоточные круги АА предназначены для использования на многокруговых и высокоточных станках или автоматических линиях. Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов.
Зернистость
Круги бывают мелкими, средними и крупными, правда, зерно обозначается сразу 2 числами через дробь.
- 200/160 — самый крупный
- 165/100 — крупный
- 125/100 — средний
- 100/80 — мелкозернистый
Самое крупное алмазное зерно применяют там, где необходимо снять слой металла заметно. Например, для выравнивания режущей части ножа. Также используют крупное.Среднее зерно — для доводки режущей части, для придания идеальной остроты.Мелкое — для окончательной доводки — для заточки ножей как лезвие подойдет.
Также в маркировке можно увидеть значение АС4. АС — алмаз синтетический. Чаще всего такие круги делают из него, поэтому особо заморачиваться не стоит.
Вывод — «алмазы» отлично подходят для заточки инструмента, чаще всего это твердый сплав и твердые инструментальные стали(Р18, Р9, сталь с кобальтом Р6М5К5 и другие). Помимо этого можно точить ножи и другие бытовые инструменты, правда тогда лучше брать более крупное зерно(не менее 165/100), а то если купите для дома круг с зерном 100/80, то ничего на нем заточить не сможете, уж настолько он мелкий, будет только снимать микроны, незаметные глазу.
Мои рекомендации — для большинства заточных работ по дому отлично подойдет алмазная тарелка 12А220 150*10*3*18*32 зерно 165/100. Её стоимость примерно 650 рублей, у нас такие просто нарасхват.
Из качественных производителей рекомендую продукцию Белгородского завода. Их продукция просто замечательная, используем в работе только их. Да и заводы берут и хвалят. В общем, если подбираете — ищите Белгородскую марку.
Режущий инструмент тупится во время работы. Это естественный процесс. Качество металла резца или пилы может повлиять разве что на скорость изнашивания, но в любом случае от операции заточки не уйти. Именно для этой процедуры существуют специальные круги алмазные заточные. Их закрепляют на точильный станок или шлифовальную угловую машинку.
Конструкции заточных дисков бывают разными, например, есть алмазная тарелка, инструмент в виде чашки, просто плоский диск либо любой другой формы. Все это множество конфигураций обусловлено целью сделать удобным выполнение шлифования или заточки разного инструмента.
Наиболее востребованы алмазные круги для заточки дисковых пил. Они рассчитаны на работу с твердыми победитовыми напайками, с которыми тяжело справиться обычному заточному инструменту. Попробуем разобраться в вопросах, как устроены алмазные круги, какими бывают и для чего конкретно предназначен тот или иной тип изделия.

Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Когда нужна шлифовка бетона
 Шлифовка бетонной стены
Шлифовка бетонной стены
После нанесения на пол бетона, на его верхнем слое после застывания образуется нестойкая прослойка. От взаимодействия с внешней агрессивной средой, воздействия механических нагрузок, поверхность легко можно разрушить.
Для получения монолитного и прочного бетонного основания, эта разрушающаяся прослойка должна срезаться. Это помогают сделать алмазные чашки для шлифовки бетона.
Помимо этого, использование такого алмазного диска позволяет решать и другие задачи:
- Шлифовка высохшей бетонной стяжки, сделает поверхность гладкой, она станет ровной, без незначительных изъянов: ямочек, бугорков, ряби;
- При шлифовке долго эксплуатируемого бетона, с его поверхности можно удалить остатки старого напольного покрытия и следы довольно сложных загрязнений;
- После проведения процесса, повышается показатель водонепроницаемости бетонной поверхности в несколько раз;
- Минимизируется уровень пылеобразования;
- Повышается прочность и устойчивость поверхности к воздействию влаги, вредных химических веществ, перепадов температуры;
- Уменьшается стоимость по уходу за бетонным основанием;
- Болгарка и прикрепленная к ней чашка алмазная для шлифовки бетона, позволяет придать невзрачному бетонному полу привлекательный внешний вид.
Шлифование бетона становится незаменимым технологическим процессом, после заливки пола наливными смесями, нанесения различных пропитывающих составов или тонкослойных красящих веществ. Шлифовка используется в торговых и административных зданиях, промышленных сооружениях, для обустройства площадок перед строениями.
Характеристики инструмента
Алмазные диски диаметром 125 и 230 мм используются для разных видов шлифовки бетона. Она может быть:
- Черновая;
- Профилированная;
- Финишная.
Для изготовления чашек берут сплав металла и алмазы мелкой фракции. Такой состав спрессовывается в специальных формах. Применение дисков для разных целей, определяет их параметры.
Они отличаются:
- Видами вяжущего вещества;
- Размерами крошки;
- Расположением и типам фрез на чашке.
Кроме этого, диски могут быть: двухрядными, однорядными. Более надежные, долговечные и производительные — двухрядные. Но цена таких дисков выше, чем у других моделей.









Виды инструментов
Особенность использования металлических дисков для шлифовки бетона, и форма алмазных сегментов шлифовальной чашки, определяет их названия. Из таблицы можно познакомиться с видами и особенностями инструмента:
Название чашки Особенность
«Двойной сегмент» Используется для черновой, грубой шлифовки бетонных поверхностей или песчаника. Часто применяется для устранения неравномерного слоя стяжки большой толщины.
«Бумеранг»
Применяется для финишного шлифования поверхностей. Это достигается использованием специальной фракции. Большая популярность дисков объясняется их небольшой массой и функциональной основой. Работает такая чашка алмазная шлифовальная по бетону мягко и устойчиво, а поверхность получается максимально ровной.
«Дельфин» Насадка «дельфин» — это щадящее оборудование, которым можно обработать поверхность очень деликатно. Это диски с небольшой массой, высокими износостойкостью и производительностью.
«Квадрат» Масса таких инструментов самая большая. Используются они для грубой обработки бетона. При этом его излишки скалываются с поверхности, что увеличивает скорость строительных работ, повышает износостойкость насадки
Обработка такими насадками помогает выровнять бетонную поверхность, повысить ее «сцепление» с другими материалами, что очень важно для полимерных покрытий. «Тайфун» Применяется для обдирки и шлифовки очень твердого бетона
Отличается высокой износостойкостью и большим ресурсом работы, имея при этом небольшую собственную массу
Отличается высокой износостойкостью и большим ресурсом работы, имея при этом небольшую собственную массу
«Тайфун» Применяется для обдирки и шлифовки очень твердого бетона. Отличается высокой износостойкостью и большим ресурсом работы, имея при этом небольшую собственную массу.
«Турбо» Такая чаша для шлифовки бетона имеет ряд почти сплошных алмазных включений, что обеспечивает аккуратную шлифовку поверхности
Применяется инструмент в местах, где требуется хорошее качество поверхности.
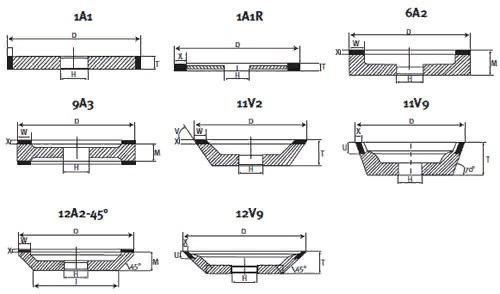
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.