

По свариваемым металлам
Это наиболее обширная классификация, в основе которой – разделение этого сварочного материала на виды в зависимости от состава самих металлов и сплавов.
Стальная сварочная проволока
Включает в себя самое большое количество марок – их более 50. Диаметр изделий варьируется от 0,3 до 12 мм. Марки образуют три основные группы:
- для среднелегированных и низколегированных сталей используется легированная марганцем и кремнием проволока марок Св-18ХГС, Св-08Г2С, Св-08ГС;
- для высоколегированных применяются марки Св-08Х14ГНТ, Св-12Х13;
- для сварки низкоуглеродистых сталей используется проволока аналогичного состава (марки Св-08, Св-ЮГЛ, Св-10Г2).
Проволока сварочная омедненная
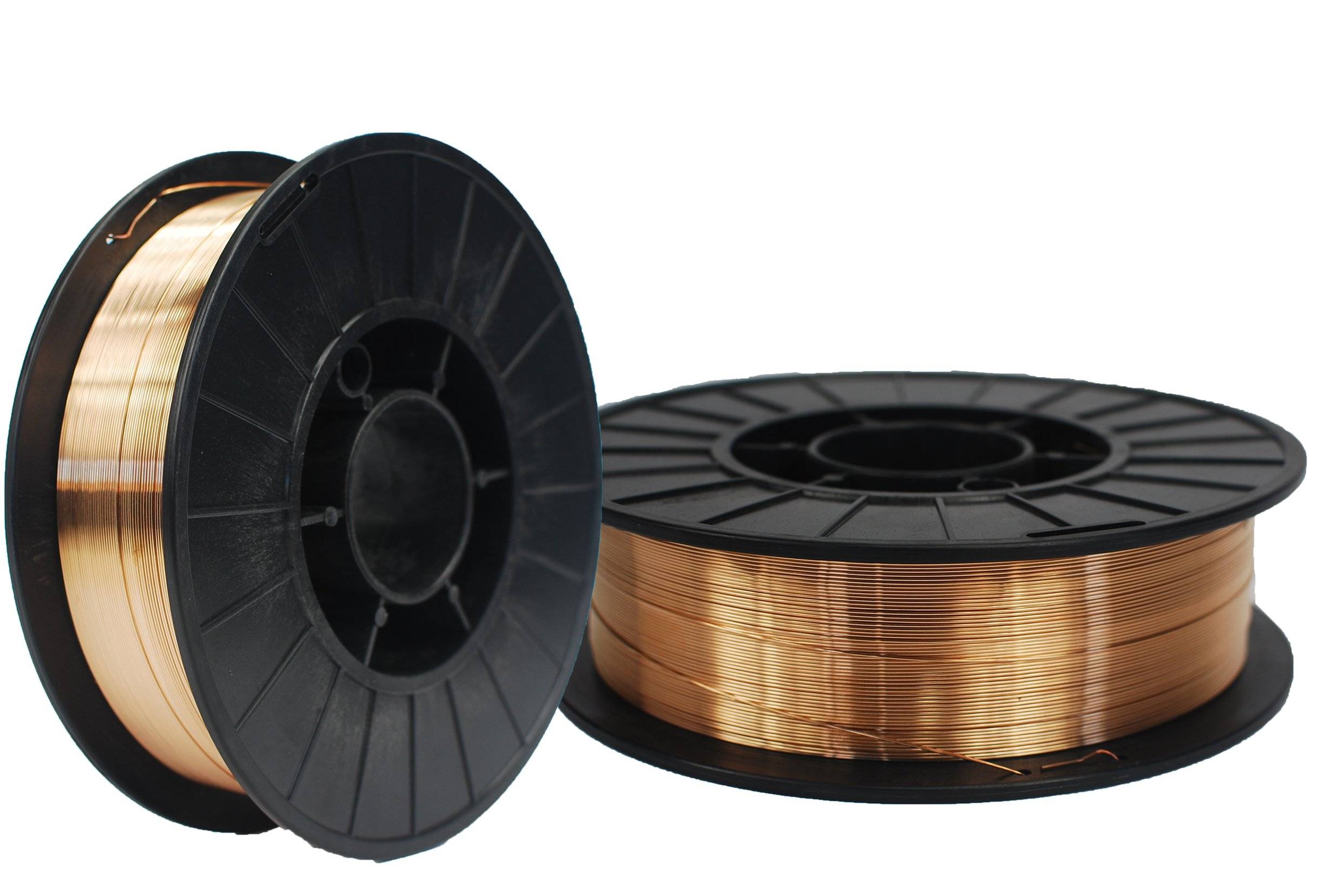
О ее ключевых преимуществах было сказано выше: благодаря медному покрытию изделие обеспечивает хороший поджиг и стабильное горение дуги. Диаметр – от 0,6 до 2 мм. Сварка выполняется в газозащитной среде, соединяемые стали – высоколегированные и углеродистые.
Благодаря своим высоким качествам широко используется продукция бренда Esab (ОК ПРО 51С, ОК Autrod 12.64 и другие марки). Изделие, на которое наматывается такая сварочная проволока, – кассета из пластика, что очень удобно при механизированной сварке, поскольку материал подается автоматически.
Проволока сварочная нержавеющая
Сварка по нержавейке предусматривает использование двух типов изделий – сплошного сечения и трубчатых (порошковых). В первом случае защитная газовая среда создается извне (флюс насыпается на участке соединения), во втором эту среду при высокой температуре создают минералы, руды, шлаки и другие компоненты флюса, который находится в полости трубки. Отсюда и другое название трубчатых проволок – самозащитные.
Сварочная проволока — это проволока, которая изготовлена специально для сварки стали. Ее используют для сварки различных металлов и сплавов. В зависимости от разновидности сварочной проволоки, её иногда могут покрывать медью.
Сварочная проволока имеет определенные преимущества перед покрытыми электродами. Швы получаются аккуратными и надежными .Она способна обеспечивать непрерывный процесс сварки. Имеет небольшой расход материала.
Выбор сварочной проволоки будет зависеть от того, что конкретно вы планируете сваривать. Для различных задач потребуются различные типы проволоки. Главное помнить, что по химический составу проволока и свариваемый металл должны быть похожи. Иначе сварной шов может получиться ненадёжным и разрушиться в процессе эксплуатации сваренной конструкции.
Сварочная проволока должна отвечать определенным установленным требованиям. Она не должна быть окисленной и содержать грязь. У проволоки должен быть одинаковый состав с металлом, который подвергается сварке.
Чем ниже содержание углерода в проволоке, тем лучшую пластичность она будет иметь. В составе могут быть примеси серы и фосфора. Чем меньше будет этих примесей, тем лучшее качество будет иметь будущий сварной шов.
Проволока, которая покрыта медью, применяется для сваривания металлов с небольшим содержанием углерода. Обычно это проволока СВ-08Г2С-0. Её можно использовать для сварки сталей Ст3, Ст10 и Ст20. Медное покрытие на проволоке, предотвращает прилипание её к каналу мундштука сварочной горелки.
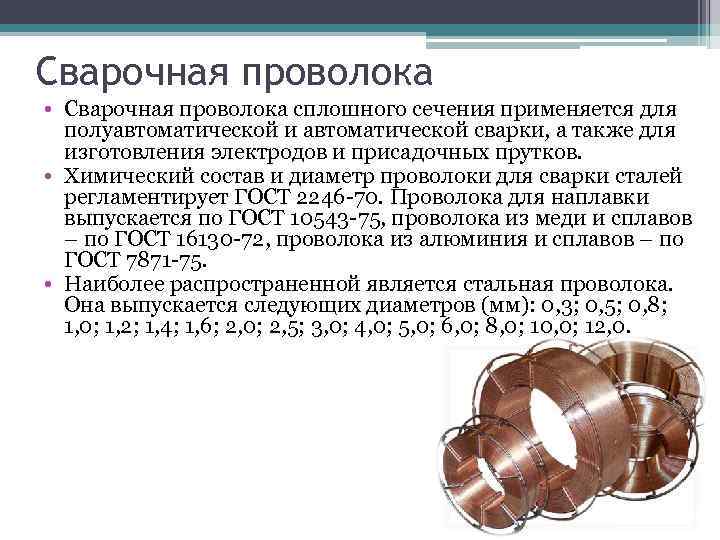
Разновидности сварочной проволоки: проволока сплошного сечения и проволока порошковая. Проволоку сплошного сечения применяют для производства электродов и прутиков. Также она применяется при полуавтоматической сварке в СО2.
Сварочная проволока может быть изготовлена из: алюминия, меди, стали или же из сплава различных металлов. Стальная проволока является одной из самых распространенных и применяется для сварки углеродистых, среднелегированных и высоколегированных сталей различными видами сварки.
В составе порошковой проволоки присутствуют порошковые добавки (флюсы). С помощью такого сварочного материала можно проводить сварку без использования защитных газов. Но практика доказывает, что с помощью порошковой проволоки, не получается получить хороших результатов.
Японская школа менеджмента кратко
Музыкальное наследие казахского народа кратко
Контрреформы 80 90 годов 19 века кратко
Буржуа это в истории 6 класс кратко
- Гуго гроций международное право кратко
Проволока для нержавеющей стали
Такая присадочный материал используется в случаях, когда в инертной среде сваривается сталь с содержанием хрома или никеля. Основные достоинства:
- на выходе получается шов высокого качества;
- на поверхности сварного соединения нет трещин;
- шов устойчив к коррозии;
- небольшое количество брызг;
- стабильность дуги.
Нержавеющая сварочная проволока обладает важным достоинством: с ее помощью формируется шов с повышенным сроком службы. Она производится из высоколегированной стали, в которой содержание никеля, хрома и прочих аналогичных включений высоко. Они сводят к минимуму вероятность образования ржавчины или начала коррозионных процессов.
Проволока бывает сплошной и порошковой. Первая используется для работы в инертной среде или под флюсом. Защитные газы необходимы для того, чтобы исключить проникновение атмосферного кислорода, который сможет окислить нержавейку в процессе термического соединения. Безусловно, это отрицательно повлияет и на качество сварного шва.
Порошковые расходники представляют собой тонкостенную трубку, внутрь которой засыпается флюс и дополнительные элементы для газообразования. Их преимущество заключается в том, что не требуется инертная среда. Защитную оболочку такие присадочные материалы формирую сами. Их принято называть самозащитными.
Во время работы расходник проходит через токоподводящий наконечник. Из-за этого его диаметр может несколько уменьшиться, что в конечном итоге снижает качества сварного соединения. Поэтому проволоку принято делить на нормальную и повышенной точности. Диаметр варьируется в широком диапазоне значений: от 0,13 до 6 миллиметров. Ключевой параметр, влияющий на выбор присадочной проволоки для сваривания заготовок из нержавейки – соответствие материала деталей и расходных элементов.
Лучшие активированные сварочные проволоки
Этот вид расходников имеет в своём составе 5-7% порошкообразных добавок. Используется для работы в атмосфере углекислого газа. В основе – сварочная проволока св08г2с, дополненная солями щелочных металлов и шлакообразующих оксидов. Отличается устойчивостью горения за счёт снижения потенциала дуги. Небольшой размер капли делает валик аккуратным, снижает вероятность разбрызгивания.
Deka СВ08Г2Сд
Компания «Дека» – один из основных производителей расходиков для аппаратов с полуавтоматической и автоматической подачей в России. Базовая продукция – омеднённая сварочная проволока, применяемая на стройплощадках и в промышленности для создания конструкций из низколегированной или углеродистой стали. Марка создана для сварки в атмосфере углекислого газа или в различных комбинациях с аргоном. Поверхность полированная, для этого используется химический реагент, улучшающий проводимость электрического тока.
Применение материала снижает потребление электроэнергии аппаратом, помогает улучшить качество формируемых швов. Благодаря отполированной поверхности продвижение нити в оборудовании выполняет быстрее. Отсутствие осыпающихся частиц снижает затраты на плановое обслуживание техники, увеличивает ресурс наконечника.

Достоинства:
- Поставляется на удобных кассетах;
- Хорошее соотношение цены и качества;
- При варке на больших токах отсутствует замыкание;
- Универсальная – применяется при различных видах сварочных работ;
- Используется в широком температурном диапазоне.
Недостатки:
Не обнаружены.
Продукция Deka демонстрирует стабильные результаты при сварке тонкого листового металла, угловых и торцевых сочленениях. Применяется на судостроительных предприятиях, при производстве стальных конструкций промышленного и строительного назначения.
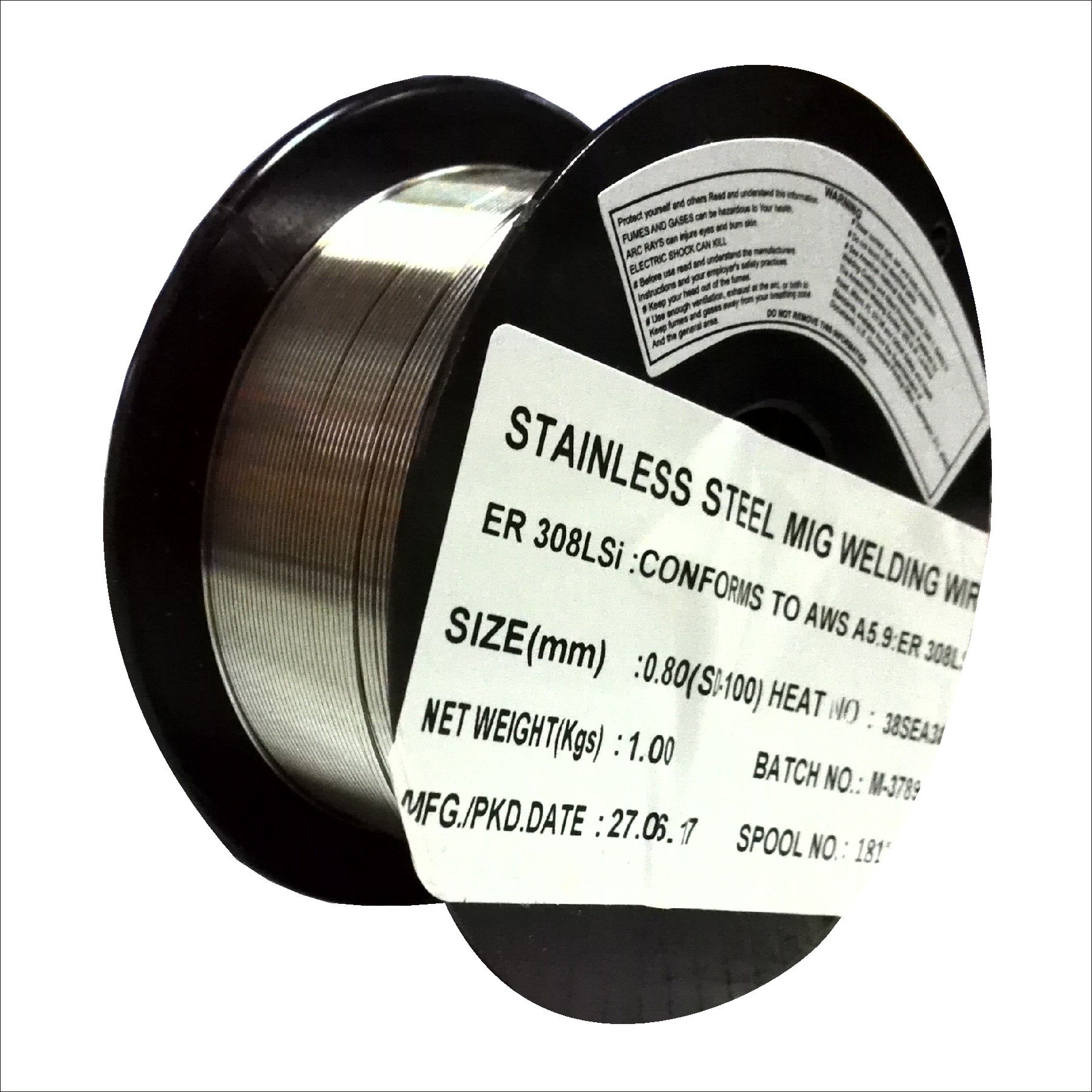
Edon WW0.8-1
Стальная сварочная проволока для полуавтоматов с медным покрытием китайского производства. По ГОСТ маркируется СВ 08Г2С 0, соответствует требованиям стандарта AWS. Диаметр сечения 0,8 мм, поставляется на кассетах весом 1 кг. Рекомендуется для создания соединений в защитной атмосфере из углекислого газа. Применяется для производства конструкций из металлов с низким содержанием легирующих компонентов, углеродистой стали, соединений тонколистовых элементов.
Варит мягко, формируя ровный и аккуратный валик. Гладкая поверхность снижает силу трения: расходник хорошо скользит, не снижая производительность полуавтомата. Формирует каплю небольшого размера, что даёт возможность выполнять высокоточные соединения. Деликатно воздействует на наконечники, повышая рентабельность производства.

Достоинства:
- Обеспечивает стабильное горение дуги;
- Отличается низким расходом материала;
- Высокая производительность при работах любой сложности;
- Привлекательная цена;
- Надёжный шов при создании конструкций из разнородной стали.
Недостатки:
Не обнаружены.
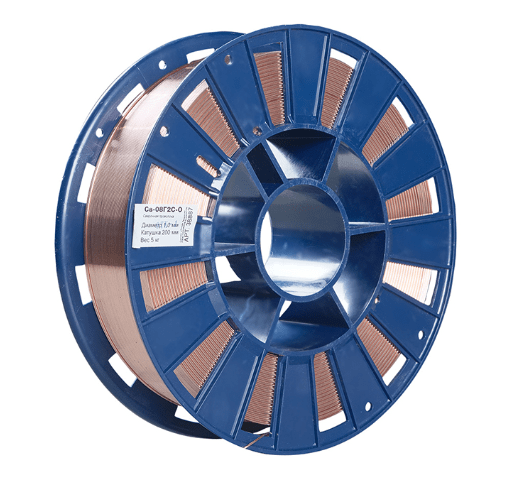
Fubag Св-08Г2С-О
Немецкая компания предлагает купить сварочную проволоку для полуавтоматов. Поставляется на евробобинах формата D200. Поверхность для снижения контактного сопротивления покрыта медным слоем. Это увеличивает проводимость электрического тока, снижая энергозатраты при выполнении работы. Низкое сопротивление делает дугу более стабильной и равномерной, а отсутствие окислительных процессов улучшает качество валика.
Разработана немецкой компанией для создания надёжных соединений в атмосфере защитных газов – углекислого или его смесей. Диаметр – 1 мм, вес катушки 5 кг. Стабильный, ровный валик при создании конструкций из углеродистой стали. Соответствует требованиям ГОСТ. Маркировка по стандарту AWS – ER70S-6. Варит стабильно, подходит для новичков.
Достоинства:
- Минимальное количество брызг;
- Плотная, равномерная намотка на бобину;
- Хорошее соотношение между ценой и качеством;
- Аккуратный валик на тонколистовом металле.
Недостатки:
Встречаются подделки с неравномерным медным покрытием.
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
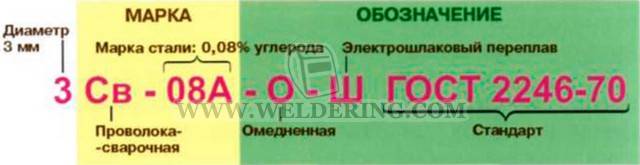
Буквы “Св” означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.

Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей – 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква “А” в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы “АА” – о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение – О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква “Э”. “Э” означает, что проволока служит для изготовления электродов. Буквы “Ш”, “ВД” или “ВИ” говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
Условия сварки | Рекомендуемая проволока |
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов | Св-08Г2С |
Низкоуглеродистые и низколегированные стали в аргоне и гелии | Св-08ГС |
Сварка в углекислом газе на открытом воздухе | Св-20ГСЮТ |
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе | Св-10ХГCН2MЮ |
Металлоконструкции из стали 10ХСНД в углекислом газе | Св-08Г2СДЮ |
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе | Св-10ХН2Г2СМА |
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе | Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
Марка стали | Марка проволоки при сварке | |
в азоте, гелии | в углекислом газе | |
20ХГСА | Cв-15XMA, Св- 18ХГСА | Св-08Г2С |
30ХГСА | Cв-15XMA, Св- 18ХГСА | Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
12XM | Cв-08XM | Св-10ХГ2СМА |
15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
15Х1МФ | Св-08ХМ | Св-08X1М1ГСФ |
15X5M, 15X5, 15Х5ВФ | Cв-10X5M, Св-08Г2С | Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.








Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
Марка стали | Марка проволоки |
Хромистых | |
08X13 | Св-12Х13, Св-08Х14ГНТ |
08X17Т | Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
15X25T | Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
0X13 1X13 | Св-10Х13, Св-06Х14 |
2X13 | Св-08Х14ГТ |
Высоколегированных | |
12X18H10T, 12X18H12T, 08Х19Н10Т | Св-06Х19Н9Т |
03X18H11 | Св-01Х19Н9 |
08Х22Н6Т | Св-07Х25Н13 |
08Х18Н12Б | Св-07Х19Н10Б |
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т | Св-06Х19Н10М3Т |
08Х20Н14С2 | Св-04Х19Н9С2 |
10Х23Н18 | Св-10Х20Н15, Св-07Х25Н13 |
06Х23Н28МДТ | Св-01Х23Н28М3Д3Т |
03X16H15M3 | Св-04Х19Н11МЗ |
08Х18Г8Н2Т | Св-08Х20Н9С2БТЮ |
Производители сварочной проволочной продукции
Основные марки сварочной проволоки выпускаются такими производителями:
- СварМонтажСтрой.
Одно из самых известных российских производств, специализирующееся на выпуске присадочной проволоки различных марок для любых видов сварки. Современное оборудование и использование европейских технологий изготовления позволяют предприятию выпускать изделия, соответствующие высочайшим стандартам качества. - ООО Петромет.
Предприятие, относящееся к Ленинградскому заводу, занимается выпуском проволок марок Св01Х18Н10, Св-15ХМА и других. - ООО Велд-Метиз.
- ОАО Волгоградский сталепроволочноканатный завод.
Нержавеющая проволока, произведенная сталепроволочноканатным заводом, соответствует государственным стандартам и может использоваться при выполнении сварочных работ полуавтоматическим устройством. - ОАО Западно-Сибирский металлургический комбинат.
 Таблица видов сварочной проволоки.
Таблица видов сварочной проволоки.
Присадочные материалы для сварочного полуавтомата, производимые данными предприятиями, делятся на 77 разновидностей. Многие производители покрывают сварочную присадочную проволоку медью, что позволяет обеспечить более качественный сварной шов и уменьшить разбрызгивания капель расплавленного металла.
3 Алюминиевые и латунные изделия
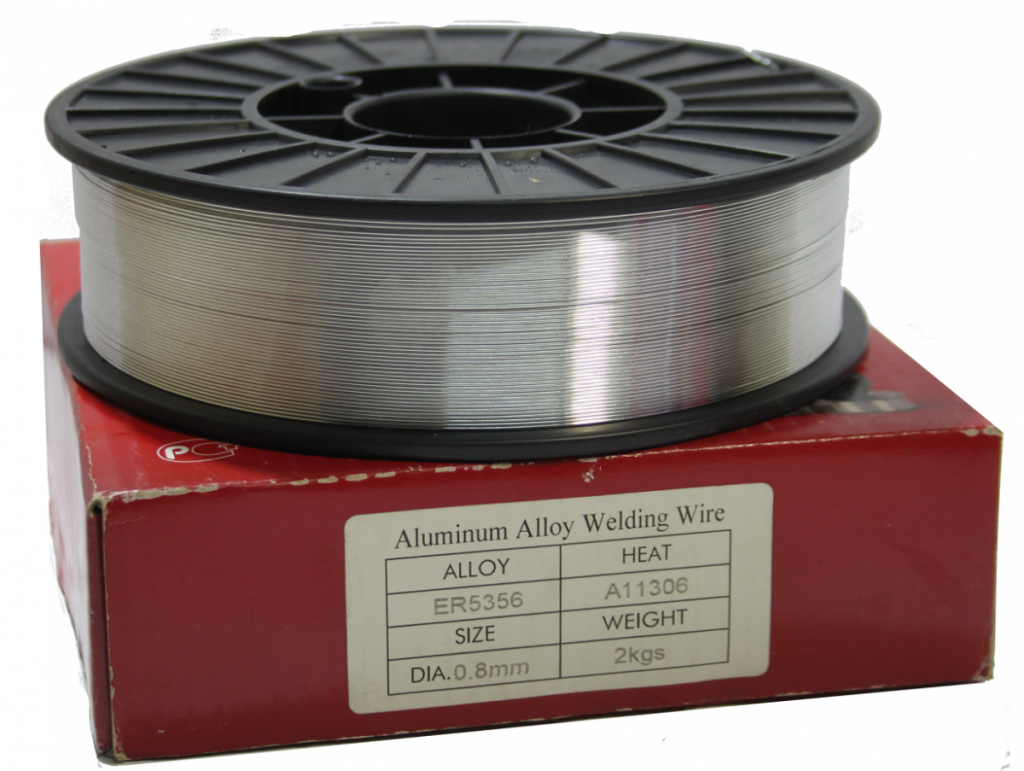
Любая современная алюминиевая конструкция сваривается проволокой из чистого алюминия либо его сплавов (при сварке может использоваться адаптер). Такие изделия обычно применяются при выполнении полуавтоматической сварки в газовой среде. Самая, пожалуй, востребованная алюминиевая проволока – АМг6, АМг3 и АМг5. Она выпускается по ГОСТ 7871.

АМг6 для газовой сварки может иметь сечение в пределах 0,3–6,3 мм. С ней просто обращаться, так как материал отличается гибкостью и пластичностью, а также совместимостью с разными адаптерами. АМг6 используется для соединения деталей, которые функционируют в контакте с водой, в судостроении, в пищевой промышленности. Здесь стоит сказать, что АМг6 и другие изделия из сплава АМг при газовой сварке играют роль присадки, а непосредственно сварочный процесс ведется при помощи вольфрамовых электродов.
Алюминиевая АМг6 характеризуется высоким уровнем антикоррозионной защиты швов и предохранения металла от появления трещин. При этом вес сварочной проволоки для алюминия АМг6 минимален, а ее стойкость и прочность находятся на очень высоком уровне. Добавим, что АМг6 подходит для газовой сварки любых нержавеющих сталей, а не только алюминиевых изделий.

Виды проволоки
Существует более 70 видов различных проволок, которые применяют в процессе сваривания металлов. Каждая из них имеет различные свойства, что позволяет применять конкретную технологию к определенному материалу. Все это разнообразие можно поделить на две большие группы:
- Сплошные.
- Порошковые проволоки.
Проволока сплошного сечения
Сплошные виды проволоки используются для сваривания углеродистых и низколегированных марок стали. Бывает двух разновидностей: омедненные и неомедненные.

Омедненная сварочная проволока
Омедненная сварочная проволока для полуавтомата используется, чтобы повысить антикоррозионные свойства шва. Но при плавлении такой материал выделяет пары меди, что вредно для здоровья сварщика. Поэтому чаще всего стали использовать проволоки без омеднения.
Для повышения стойкости к окислению соединений, такой вид расходника имеет антикоррозионные покрытия. Электрод без медного покрытия подразделяется также на отдельные подвиды: для сварки нержавеющей стали и с легирующими элементами в составе используют одни, а для алюминиевых деталей и их сплавов — другие модели. Основные виды:
- Сплошные по сечению для варки конструкционной стали с низким составом углерода и легирующих элементов.
- Для легированной, высокопрочной и термостойкой стали.
- Сплошная для нержавеющей стали.
- Для сварки алюминия, меди и их сплавов.
Порошковые типы
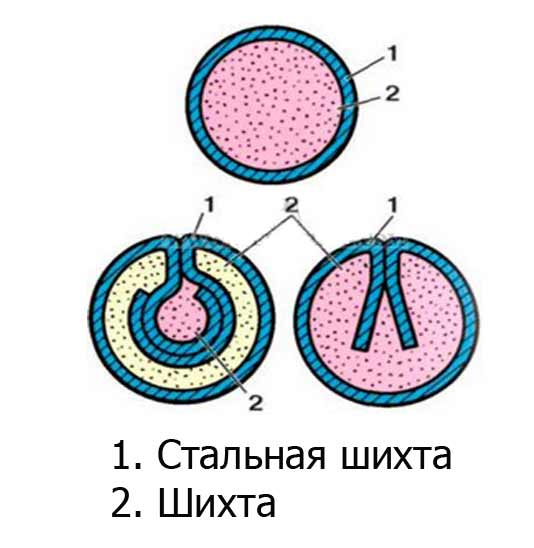
По своей конструкции такой расходник выполнен в виде трубки с наполнением в виде порошка — шихты.
Шихта — это смесь газо- и шлакообразующих добавок. Зачем это нужно?
Во время процесса плавления добавки под воздействием высокой температуры образуют покрытие из газов и шлаков для перекрытия доступа атмосферного воздуха. Это не позволяет образовываться окислам в сварочной ванне.






Такая технология позволяет сваривать детали без дополнительной подачи аргона.
Также производятся проволоки и для сварки с использованием подачи аргона, гелия или углекислого газа. Различают эти виды по маркировкам. Как и сплошные, порошковые проволоки имеют отдельные модели для сварки различных материалов: алюминия, меди и их сплавов, сварки чугуна, легированных и низколегированных сталей и прочие.
Модели этого расходного материала могут быть как легированными, так и низколегированными. Их отличают по процентному составу легирующих элементов. Если их менее 2,5%, то такой вид низколегированный.
Порошковая
 Оболочка порошковой сварочной проволоки может быть ровной, иметь один или несколько загибов, два слоя. Состав порошковой смеси разнообразен.
Оболочка порошковой сварочной проволоки может быть ровной, иметь один или несколько загибов, два слоя. Состав порошковой смеси разнообразен.
Чаще всего такой присадочный материал используют при сварке стальных сплавов с небольшим содержанием углерода, низкой степенью легирования. Ею можно также сваривать цветные металлы, чугун, другие сплавы.
Существует два основных вида порошковой сварочной проволоки. Первый вид называется самозащитным. Название говорит само за себя. Никакой дополнительной защиты при работе с такой присадкой не нужно. Использование второго вида требует защиты места формируемого шва флюсами или газовой средой.
Состав
Порошковая смесь по составу подразделяется на 5 групп.
В первую группу входит смесь из диоксида титана минерального происхождения (рутила) и алюмосиликатов в виде полевого шпата, гранита, слюды. Для раскисления в состав введено сложное соединение железа с марганцем, а защитное облако газов образует целлюлоза или крахмал.
Называние сварочной проволоки «рутил-органическая» отображает ее состав. Это самозащитный вид, который обеспечивает шов с малой пористостью, и широко применяется в строительстве.
Вторая – рутиловая группа. В состав наполнителя входят аналогичные порошки в другой пропорции и без добавки органического вещества. Поэтому процесс сварки рутиловой проволокой проводят в среде углекислого газа.
Третья группа представляет карбонатно-флюоритную смесь. В ее состав входят карбонаты, оксид титана, алюмосиликаты, оксиды щелочноземельных металлов. Раскисляют смесь соединения железа с марганцем или кремния.
Иногда к ним добавляют титан и алюминий. Такой вид сварочной проволоки может быть использован как без защиты, так и с защитой посредством газовой среды.
Четвертая группа – это смесь рутила и флюоритов, дополненная оксидами щелочноземельных металлов, алюмосиликатами. Раскисляющей добавкой является соединения железа с марганцем, кремнием (ферромарганец, ферросилиций). Использование этой проволоки требует защиты газом.
К пятой группе относится флюоритный порошок с небольшим количеством оксидов и раскислителей. В качестве последнего добавлен не только ферромарганец, но и алюминий с магнием. В защите сварка с флюоритной проволокой не нуждается.
В составе всех наполнителей присутствует железный порошок.
Механические свойства
Помимо классификации по составу используется разделение порошковой проволоки по механическим качествам
Важной характеристикой является ударная вязкость. В обозначении зашифровано минимальное значение температуры, при котором сварочный шов выдерживает стандартную нагрузку 35 Дж/см2
Цифры варьируются от 0 до 6. В некоторых случаях указаны буквы. Так, значению минимальной температуры +20 °C, при которой шов выдерживает указанную нагрузку, соответствует буква К.
Чем больше цифра, тем меньше допустимая температура. Цифра 6 соответствует температуре -60 °C. В маркировке порошковой присадки дополнительной буквой обозначается рекомендуемое расположение в пространстве. Стандартные характеристики, особенности маркировки порошковой проволоки для дуговой сварки отображены в ГОСТе 26271-84.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.

Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.

Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
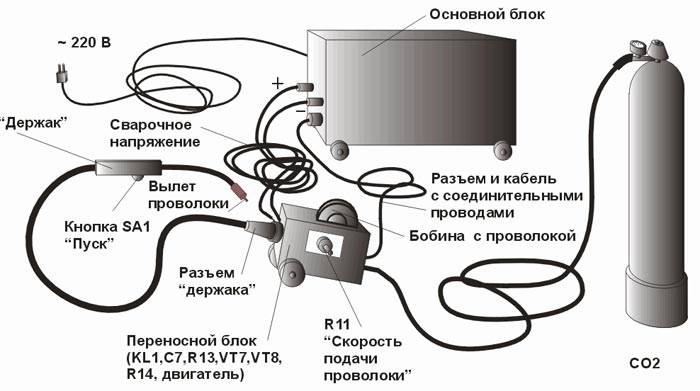
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки. В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки. Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
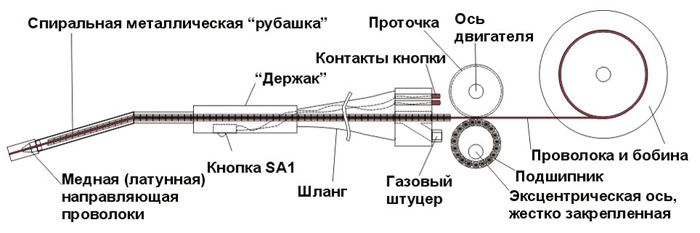
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час. При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Резиновая киянка. Молоток с мягким характером
Малка-угломер. Незаменимый транспортир строителя












